ISO アプリケーションの標準化
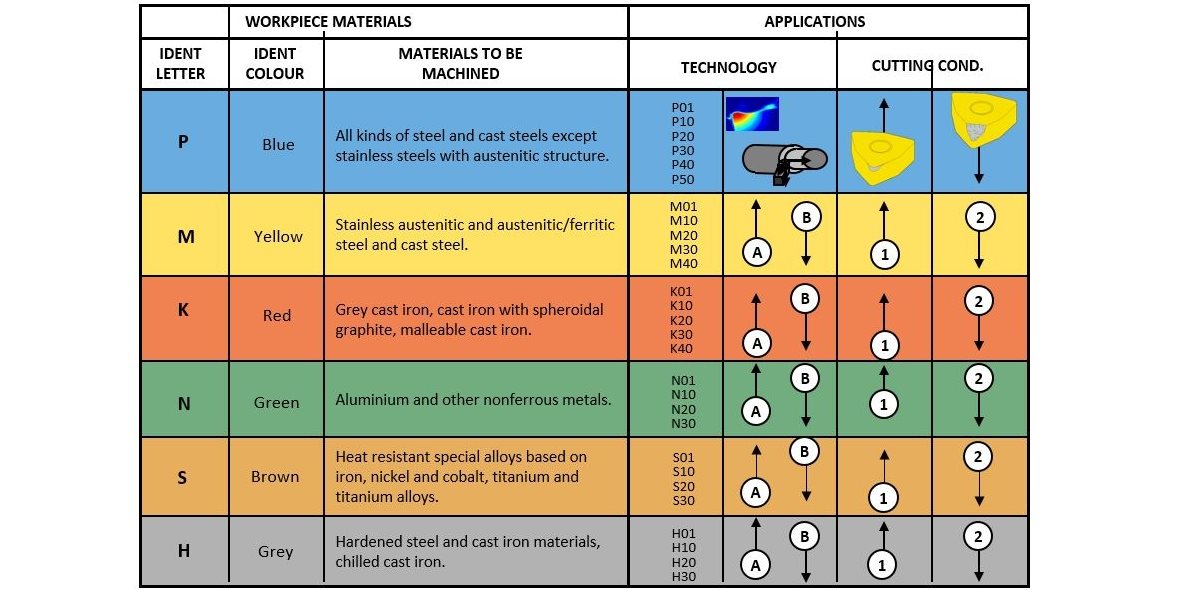
機械加工業界では、加工される部材材料は多岐にわたります。ISO システム内では、これらすべてのマテリアルは、 ISO-P 、 ISO-K 、 ISO-M 、 ISO-N 、 ISO-S 、 ISO-H という 6 つの異なるグループにグループ化されています金属切削業界では、さまざまな種類の部材材料が加工されています。ISO システム内では、これらのすべての材料は、 ISO-P 、 ISO-K 、 ISO-M 、 ISO-N 、 ISO-S 、 ISO-H という 6 つの異なるグループに分類されます
グループ化は、異なるワークピース材料の相対的な被削性に基づいています。各グループは文字( P 、 K 、 M 、 N 、 S 、 H )を選択し、色で表示します。文字は意味を持たず、色はチップがその材料を加工するときに形成される瞬間を持つ理論上の色です。
ISO 加工アプリケーションシステムの 2 番目の寸法は、加工プロセスのタイプです。機械加工のタイプは、主に機械的荷重、熱荷重、または 2 つの間の異なる組み合わせなど、カッティングエッジに作用する一般的な荷重によって定義されます。加工タイプには、 01 、 10 、 20 、 30 、 40 というラベルが付けられています。 50 、 60 (数字に意味はなく、寸法もありません)。タイプ 01 は、高熱荷重と低機械的荷重(通常は仕上げ作業で使用されます)を組み合わせたものです。一方、 60 は、高機械的荷重(一般的に粗加工用途で使用されます)と組み合わされた低熱荷重を表します。これらの間のすべての数値は、異なる組み合わせを表しています。加工タイプのランク付けのシステムは主観的なものです。
ISO アプリケーションの標準化
1.切削物の耐摩耗性の向上(高速切削)。
2.切削材の靭性の向上(高送りと DOC )。
P10 の分母は鋼材料の仕上げ工程を指し、 M40 はステンレス鋼の比較的重い粗加工工程を指します。
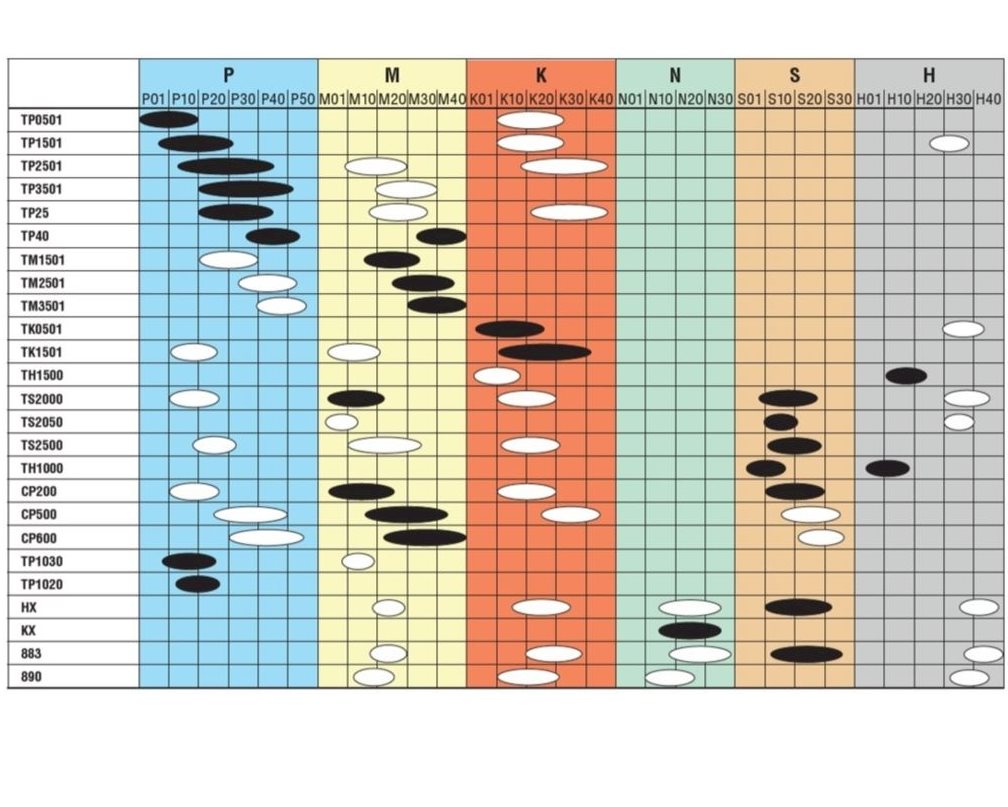
カーバイド生産者は、この ISO システムを使用して、さまざまなカーバイド特性とその範囲の切削形状の概要とランキングを示します。ISO 機械加工アプリケーションシステムは、カーバイドグレードや切削形状の標準化システムではなく、さまざまな種類の加工オペレーションを異なる部材材料で分類する体系的なアプローチであることに留意することが重要です。
ここでは、旋削の例を示します 。詳細については、マシニングナビゲーターカタログを参照してください。
ISO 材料グループの詳細については、 ISO 材料グループページを参照してください
詳細を確認しますか?
お問合せ先
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64












