What is S material group?
Within the metal cutting industry, some of the most challenging workpiece materials to machine are heat resistant superalloys (HRSAs) and titanium alloys. Classified as ISO‑S materials or simply S‑materials, these alloys are mainly used for components that need high corrosion and creep resistance, as well as to perform with high strength at extreme temperatures. A high strength‑to‑weight ratio is another important feature that causes titanium to be selected instead of traditional metals.Discover the titanium group in more detail
Within the metal cutting industry, some of the most challenging workpiece materials to machine are heat resistant superalloys (HRSAs) and titanium alloys. Classified as ISO‑S materials or simply S‑materials, these alloys are mainly used for components that need high corrosion and creep resistance, as well as to perform with high strength at extreme temperatures. A high strength‑to‑weight ratio is another important feature that causes titanium to be selected instead of traditional metals.
ISO S related industry segments and components
Components with these characteristics are required in different products, e.g.
- landing gears
- jet engines
- engine mounts
- steam turbines
- oil and gas parts
- implants with biocompatibility requirements, such as knee, hip and dental replacements
Seco focuses strongly on aerospace, energy and medical applications, so as to support customers machining these challenging materials in the most effective and efficient way.
Main properties of this material
Seco classifies the machinability of materials based on 5 important properties: abrasiveness, ductility, strain hardening, thermal conductivity and hardness.
Do you want to know more about this material?Discover our STEP program
You already have an application in mind for this material?Find the right tool within a minute with Suggest!
Focus on titanium
Titanium alloys are usually classified as ‘difficult-to-machine’ alloys. But within the group of alloys, there are enormous differences between the alloys and between different variants of heat treatments of the same alloy. The major advantages of titanium alloys are;
- Low density combined with high strength
- Good corrosion resistance
- High melting point
- High fracture toughness
- Good weldability
The far most common titanium alloy is Ti6Al4V, which represents approximately 60 % of the titanium applications. It is commonly referred to as Ti 6-4 and is an α+β alloy (SMG S12). Other common alloys are Ti10V2Fe3Al and Ti5Al5V5Mo3Cr, which are near β alloys (SMG S13) and are used in high strength applications. In aerospace applications, the trend seems to be moving from Ti10V2Fe3Al to Ti5Al5V5Mo3Cr, which is more difficult to machine.
Listen to the on-demand Titanium Webinar
5 tips on machining titanium
Basic guidelines for machining ISO S materials, e.g. superalloys machining:
- Very high thermal loads and hard surface scales are your main concern (leading to complex flank and crater wear, notch wear, plastic deformation)
- Use big depth of cut and medium to high feed
- Use cutting speed to balance tool life with economic considerations on the process, but avoid build-up edge window of cutting speeds
- Use dedicated carbide grades and positive cutting geometry (but strong cutting edge geometry) to balance with selected feed
- Rich emulsion (8% – 15%) cooling is advised, JETSTREAM gives excellent results
SMG S materials – Superalloys and Titanium
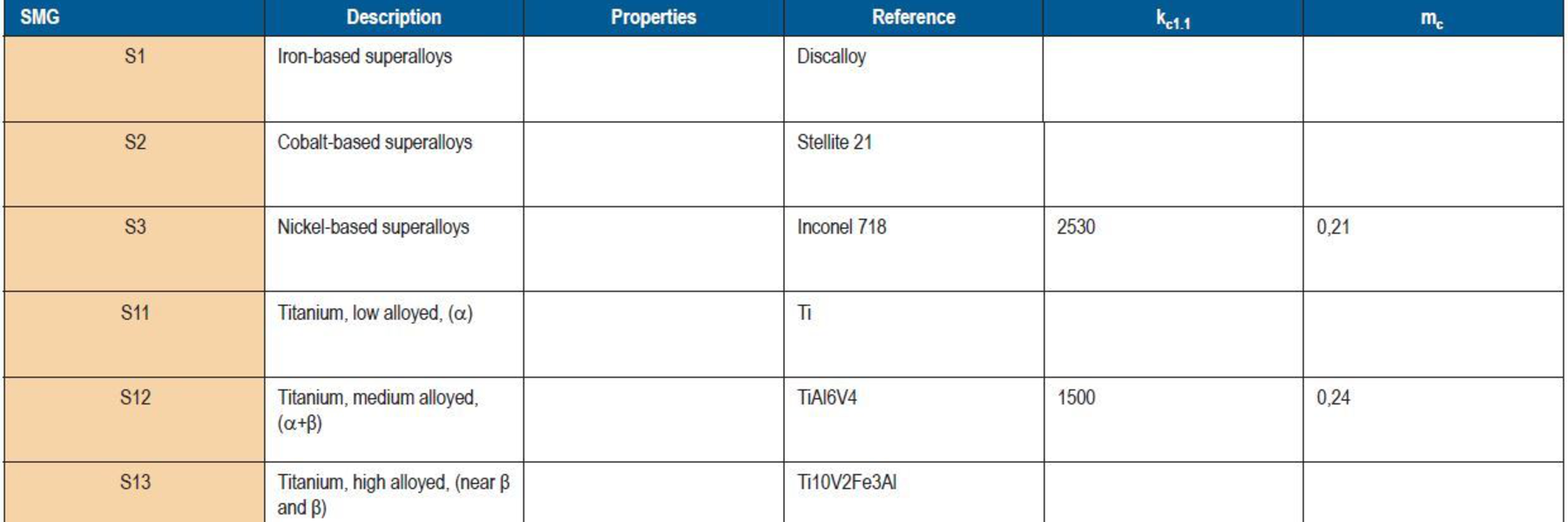
ISO S Tab extract