Mi az a K anyagcsoport?
Alapöntöttvas egy ötvözet, amely vasból és 5 fő kiegészítő elemből áll: szénből, szilíciumból, mangánból, foszforból és kénből. A C, Si és Mn elemeknek van a legnagyobb hatása a végső szakítószilárdságra (UTS vagy Rm) és a Brinell keménységre (HB). Minél magasabb a C és Si tartalom, annál magasabbak az UTS és HB értékek. Az öntöttvas (CI) mint ISO K anyagcsoport az acélhoz képest gyengébb a szilárdsága és rugalmassága. Sok alkalmazásban azonban ezek egyike sem korlátozza az anyagválasztást.
Az öntöttvas alapvető előnyei:
- Alacsony költségek a nagy sorozatoknál
- Képes a közel végleges formára és összetett formákra
- Jó csillapítási tulajdonságok
- Kopásállóság
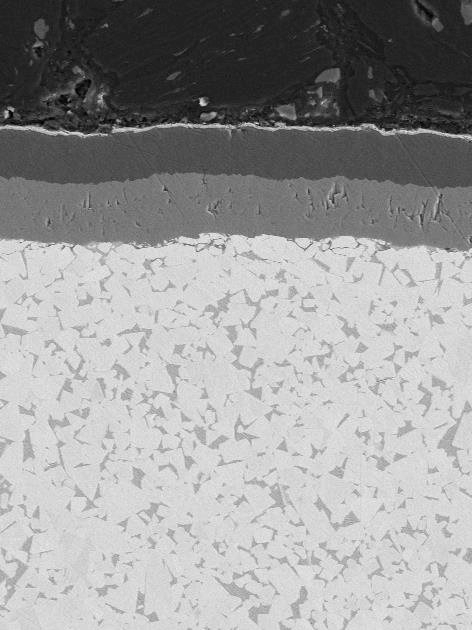
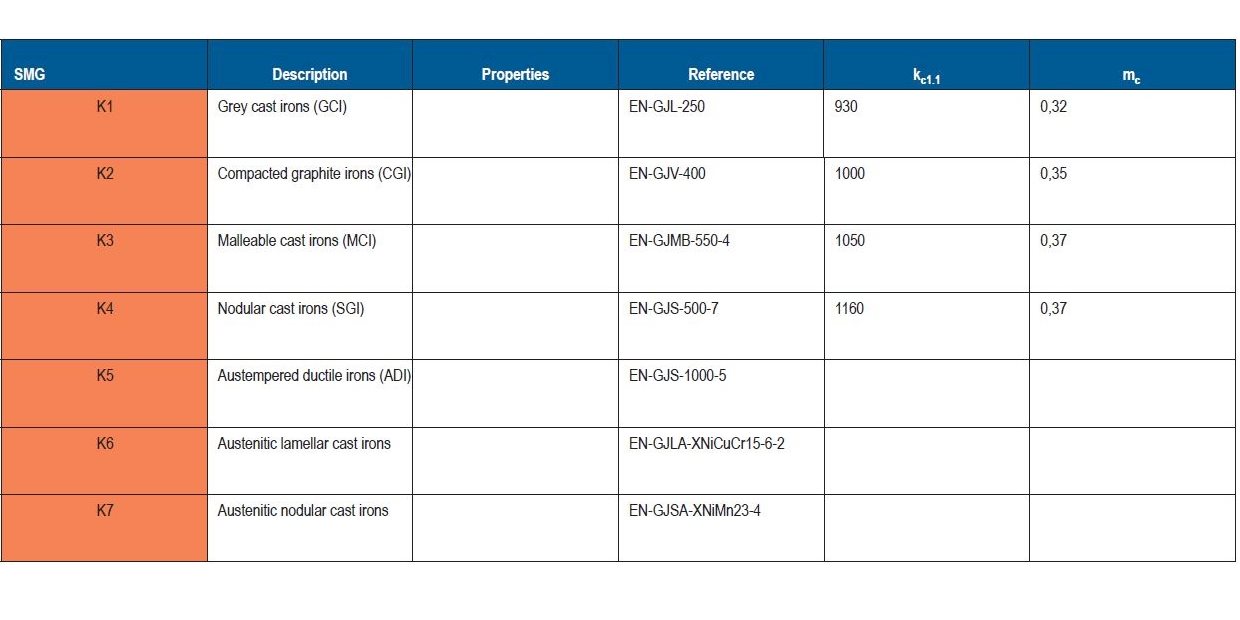
A mikroszerkezettől függően az öntöttvasak alcsoportokra oszthatók, és ez általában a következőkön alapul:
- Grafit alak:
- Pehely (Lamelláris)
- Vermicular (kompakt)
- Temperálható
- Gömbgrafitos (gömbszerű)
Az anyagszabványokban szerte a világon a grafit alakja a fő elválasztó tényező a különböző öntöttvas típusok között, ha figyelembe vesszük az anyagok tömegét, de bizonyos esetekben a mátrixot is figyelembe veszik.
- Mátrix típusa:
- Ausztenites
- Martenzites
- Hőkezelt gömbgrafitos
Viszonylag alacsony olvadáspontja, jó folyékonysága, önthetősége, kiváló megmunkálhatósága, deformáció- és kopásállósága révén az öntöttvasak széleskörű felhasználási területtel rendelkező gépgyártási anyaggá váltak, és használják
- csövek,
- gépek és gépjárműipari alkatrészek, mint például:
- hengerfejek,
- motorblokkok,
- sebességváltó házak,
Ellenáll az oxidáció okozta sérüléseknek.
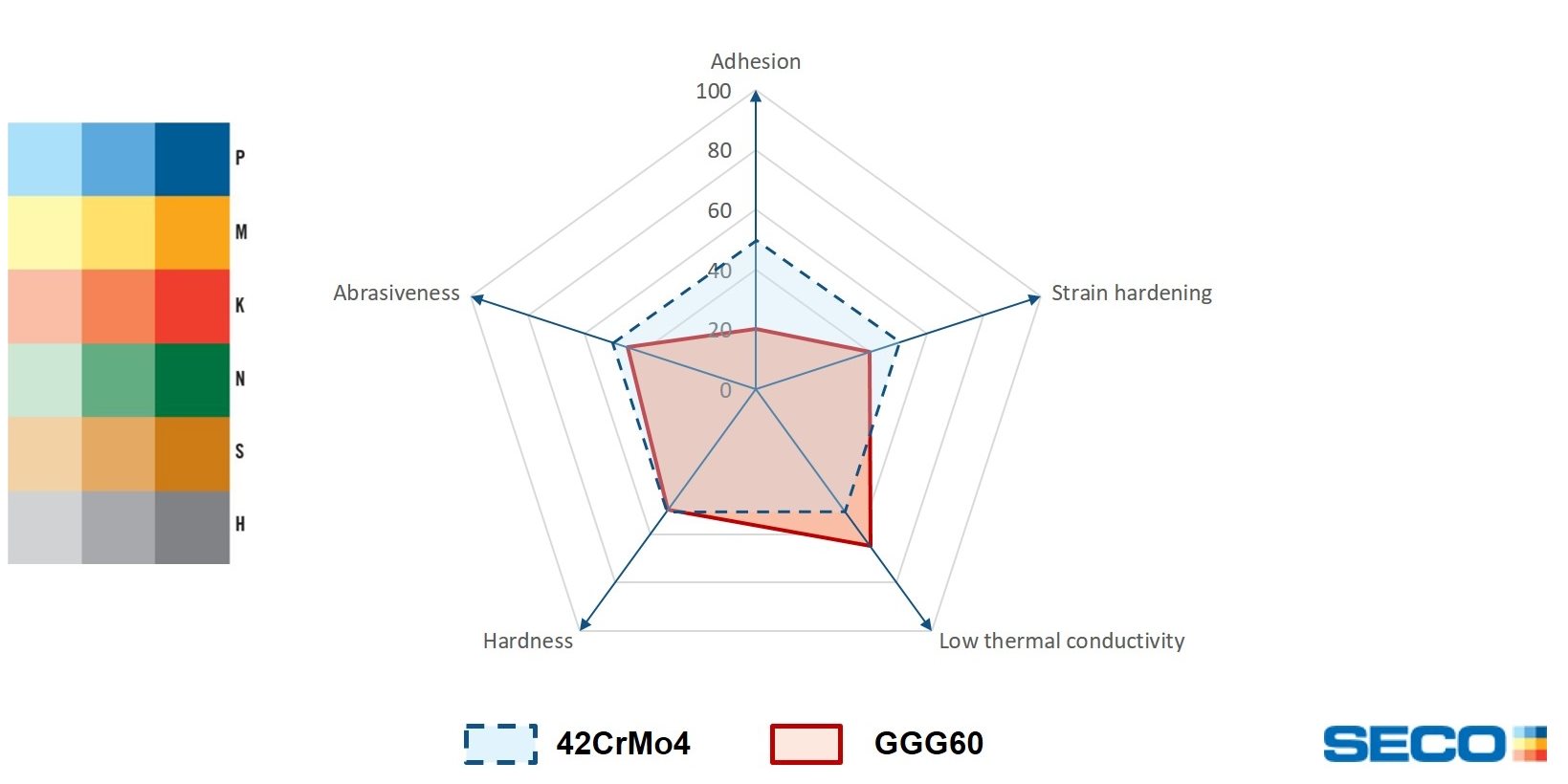
A Seco 5 fontos tulajdonság alapján osztályozza az anyagok megmunkálhatatlanságát: Koptató hatás, alakíthatóság, felkeményedés, hővezető képesség és keménység.
KOPTATÓHATÁS definíciója szerint a keménység változása, amelyet olyan ötvözőelemek okoznak, amelyek kemény karbid, oxid és intermetallikus részecskéket képeznek. Ez a vágóélek túlzott kopását eredményezi. Az erősen koptató anyagokra példa a nikkelötvözetek és a szénszál-erősítésű műanyagok.
NYÚLÁS,amely tapadást és élrátétet eredményez, az anyag nagy megnyúlására utal töréskor. Ez az egyik legfontosabb nehézség az alumíniumok és titánötvözetek megmunkálásakor.
FELKEMÉNYEDÉS akkor következik be, amikor a forgácsolási felületet felkeményedik az ömlesztett anyaghoz képest. Ez egy jól ismert kihívás, amelyet Ni-alapú ötvözetek megmunkálásakor le kell küzdeni.
HŐVEZETŐ KÉPESSÉG az anyag hővezetésére utal. Minél alacsonyabb a munkadarab anyagának hővezető képessége, annál jobban koncentrálódik a hő a vágóélre, ami túl magas forgácsolóél hőmérsékletet eredményez.
KEMÉNYSÉG az anyag deformációval szembeni ellenállása. Minél nagyobb a keménység, annál nagyobb erő szükséges az anyag deformálásához A nagy keménység magas hőtermelést is eredményez.
Szeretne többet megtudni erről az anyagról?
Fedezze fel STEP programunkat
Már van egy alkalmazása erre az anyagra?
Találja meg a megfelelő szerszámot egy percen belül a Suggest segítségével!
Alapvető irányelvek ISO K anyagok megmunkálásához, pl. öntöttvas alapvető megmunkálásához:
- A nagy tribológiai terhelések jelentik a fő problémát (ami a hord és a kráter kopásához vezet)
- Használjon nagy fogásmélységet és nagy előtolást
- Használja a vágási sebességet, hogy egyensúlyba hozza a szerszám élettartamát a folyamat gazdasági megfontolásaival
- Használjon speciális keményfém minőségeket (vastag és kopásálló bevonat) (tömeggyártáshoz PCBN anyag lehet a legjobb választás), és a forgácstörés nélküli vágóélek az alapvető választás.
- Hűtés nélküli forgácsolás lehetséges, de egészségügyi okokból emulziós hűtést kell alkalmazni (grafitpor)
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64