短いツールでマルチタスク機能に対応
複数のタイプのマルチタスク工作機械にはツインターニングスピンドル、ツインタレット、B 軸ミリングスピンドルが装備されているため、限られた作業範囲内で多様な機械コンポーネントの稼働領域を確保できます。これは部品加工機能の側面では有利ですが、標準長さの工具を使用すると工具干渉のリスクが高まります。複数のタイプのマルチタスク工作機械にはツインターニングスピンドル、ツインタレット、B 軸ミリングスピンドルが装備されているため、限られた作業範囲内で多様な機械コンポーネントの稼働領域を確保できます。これは部品加工機能の側面では有利ですが、標準長さの工具を使用すると工具干渉のリスクが高まります。
工具長さを短くすることが解決策です。操作性が向上するだけでなく、工具の剛性が向上し、機械加工の安定性が著しく向上します。しかし、単純に工具長さを短くすることは、それほど簡単ではありません。工具や工作機械の性能を損なうことなく、加工経験と創意工夫を備えた工具サプライヤーがこの方法を利用する必要がある方法を学びます。
マルチタスク工作機械テクノロジーは、製造製品の加工において重要な役割を果たします。マルチタスク機能は、生産性の向上に加えて、特に小規模な工場が複雑な加工品をコスト効率よく容易に加工できるレベルまで生産機能を引き上げます。
マルチタスク工作機械は、加工品に必要な加工プロセスの全てではないにしても、ほとんどを単一のサイクルで加工できるため、加工品の形状を高精度なフライス加工、旋削加工、ドリル加工などを処理でき、工場でのセットアップ時間を大幅に短縮します。さらに、1 台の工作機械で工程を組み合わせることで、加工品が複数のワークステーション間を移動するときに発生する可能性のある精度維持的な不具合の発生を軽減できます。また、単一プロセスの単独設置工作機械で製造途中品が加工待機する状態も解消されます。
加工品を工作機械から次の工作機械に移動する必要がないため、マルチタスク加工工作機械は人的な介入を最小限に抑え、ほとんど無人で機能します。これにより、製造業企業は工場の現場で最低限の工作機械設備で多くの加工成果を得ることができます。このような機械設備は生産量の増加を実現しながら、貴重な工場フロアスペースを節約し、設備投資全体のコストを削減し、環境維持の持続可能性に貢献します。
マルチタスク工作機械の構成には、さまざまなコンポーネントと機能の可能性があります。
- ツイン旋削スピンドル
- ミリング機能を備えた複数のツールタレット(上部および下部)
- Y軸オフセンターライン機能
- チルトタイプ/ B 軸ロータリーミリングスピンドル
- チルトタイプ/ローターリワークテーブル
フル稼働時のマルチタスク工作機械の作業領域内では複数のコンポーネントが同時に動作しています。たとえば、同一加工品を下部タレットを上部タレットが同時に加工することができます。または、下部タレットは、機械の主軸台の両側に適用できるミリングスピンドルと組み合わせて動作することも可能です。このような同時アクセス機構は、加工スペースがすでに制限されている機械設備内での工具干渉の問題が発生するリスクをさらに高めます。

マルチタスク工作機械では、標準長さや長軸の工具を使用する場合、複雑なツールパスと複数の工具交換が必要になります。多くの場合、これらの工具は先端部だけが切削加工に使用されるため、刃先の大部分は加工に関与しません。さらに、長い工具は撓みによる安定性に欠ける傾向があり、工具寿命が維持できない可能性があります。
逆に、切削工具の長さを短くすることは、機械の作業範囲内の貴重なスペース活用において最適です。これは加工品の周囲スペースの操作性を向上させ、製造企業は刃先の長さの部分的だけでなく、工具の全体を使用することで無駄を削減します。加えて、工具が短いほど、生産に必要な超硬合金の体積が少なくなり、費用対効果のコスト効率が高くなります。
最適な性能と強靭な安定性を実現するために、Seco は SIRA コーティングを備えた JS550 スタブシリーズエンドミルの形状と、業界で実証済みの JS754 形状のスタブシリーズを独創的技術の HXT コーティングで開発しました。これらの工具は、マルチタスク工作機械の第 2 スピンドルまたは第 1 ミリングタレットで使用できるように設計されており、ISO-P、M、S などの被削材グループ用に Seco によって開発されました。工具形状、コーティング被膜、突出長の短縮仕様などの組み合わせにより、従来サイズの工具と比較して工具寿命が 20% ~ 40% 長くなります。
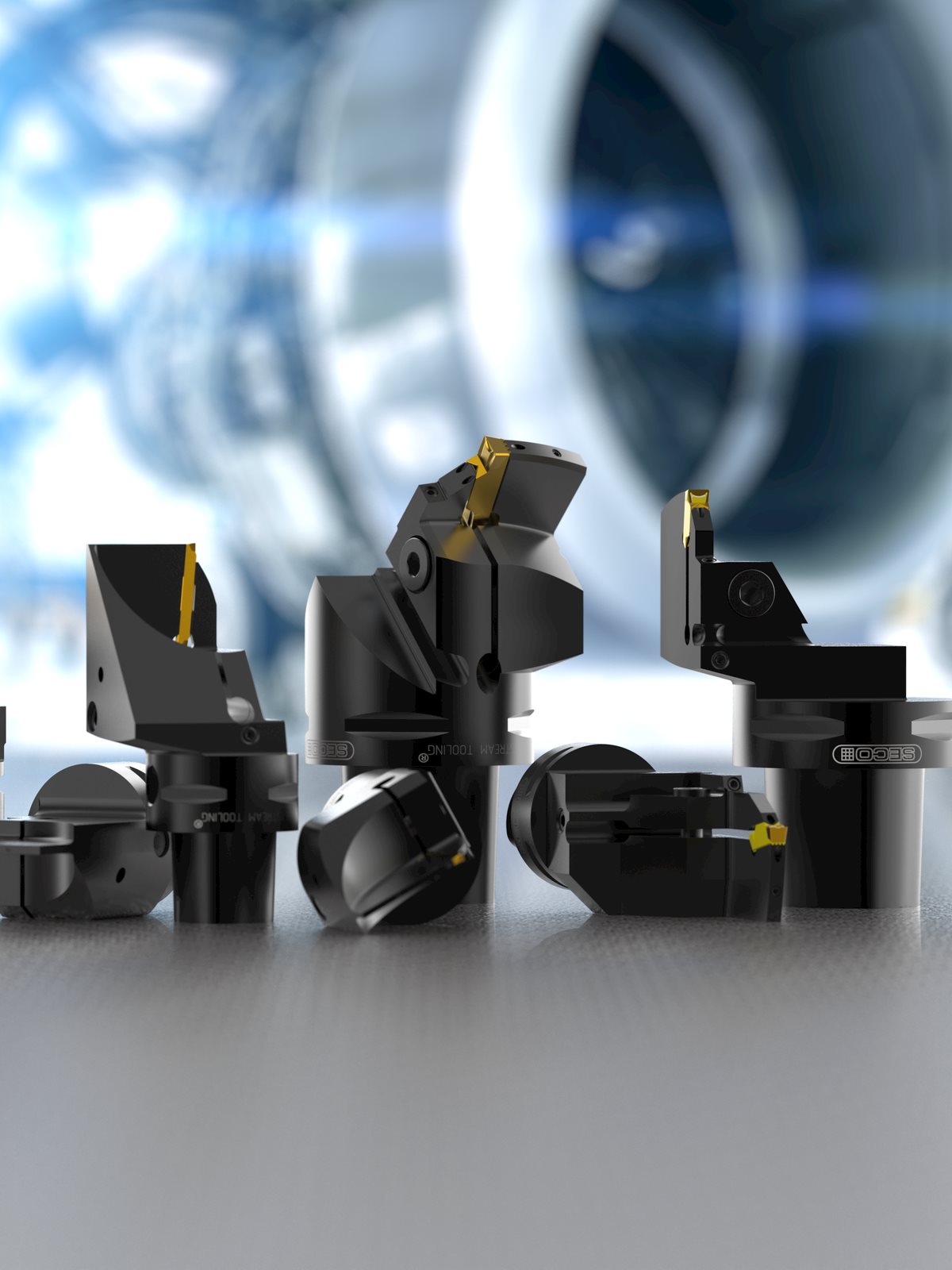
 マルチタスク工作機械の 45° B 軸旋削の場合、特別に設計されたツールホルダは、干渉のリスクを低減し、生産性の向上を確保しながら、加工リーチを拡大し、工具オーバーハングを低減します。デュアル旋削スピンドルを備えた工作機械の場合、これらのツールホルダを使用すると、工場は左右勝手の工具ではなく、左右勝手の工具ではなく、両スピンドルの45 ° B軸旋削用途に 1 セットの工具とインサートを使用できます。同時に、切削工具の振動やびびりを低減し、加工品や加工面仕上げ精度を向上させます。
マルチタスク工作機械の 45° B 軸旋削の場合、特別に設計されたツールホルダは、干渉のリスクを低減し、生産性の向上を確保しながら、加工リーチを拡大し、工具オーバーハングを低減します。デュアル旋削スピンドルを備えた工作機械の場合、これらのツールホルダを使用すると、工場は左右勝手の工具ではなく、左右勝手の工具ではなく、両スピンドルの45 ° B軸旋削用途に 1 セットの工具とインサートを使用できます。同時に、切削工具の振動やびびりを低減し、加工品や加工面仕上げ精度を向上させます。
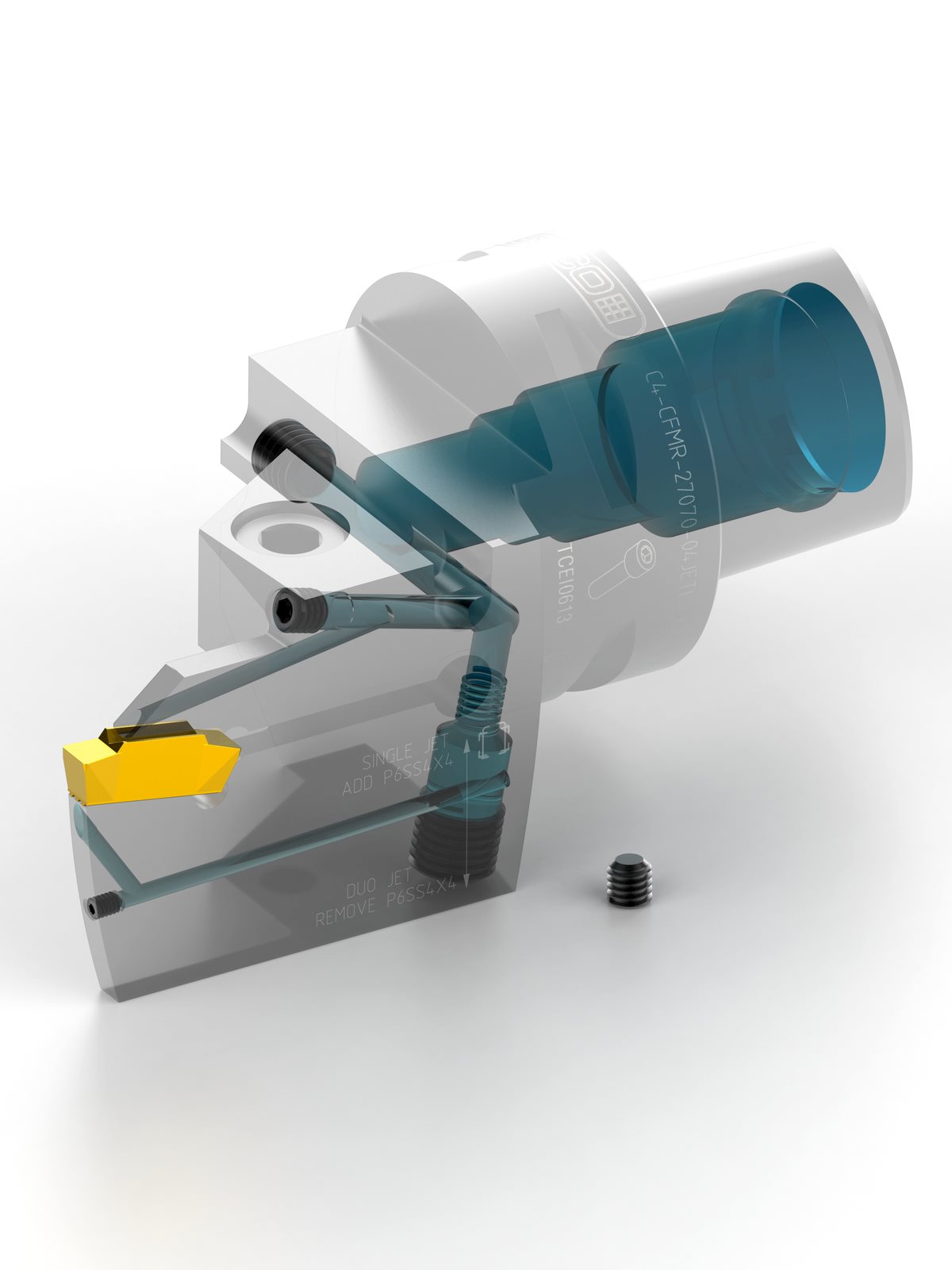
45 ° B軸旋削用に設計されたこのようなホルダの 1 つが、一般的な ISO 旋削用 Seco-Capto MTM JETI ツールホルダです。このホルダには、1 本のネジで固定する独自の 3D プリンタで製造されたクーラントクランプが備えられており、迅速なセットアップとインサートの交換を容易にします。Jetstream Tooling® テクノロジーを採用したツールホルダは、高速化されたクーラントを切削部に直接供給し、効率的な切り屑コントロールと工具寿命の延長を実現し - これにより、高速切削および高い送り速度においても、加工面仕上げ精度と加工品質が向上します。複数のクランプサイズ仕様により、標準的な加工から極度の粗加工まで、さまざまな被削材や切込み深さに対応します。
自動化された加工品生産が製造で一般的になるにつれて、デュアルスピンドルまたはスピンドルタレットマルチタスク機能を使用した単一セットアップ加工により、工場では様々な加工要求に対応できるようになります。ただし、これらの機械の作業範囲内のスペースは限られているため、従来長さの工具の使用が制限され、余分な工具交換やスピンドルの移動が必要になり、干渉のリスクが高まります。Seco JS550 や JS754 スタブシリーズなどの汎用性に優れた、短い長さの工具を使用すると、最も厳しい加工範囲であっても、側面ミリング加工から完全な溝加工プロセスまで、あらゆるものを高性能の量産効率に適用できます。
無人化されたマルチタスク工作機械の操作では、短い工具が効率的に使用され、加工プロセスの安定性が確保され、干渉時に損傷した工具を交換する無駄な作業時間とコストが削減されます。これらすべてが製造の環境維持の持続可能性の向上に貢献するものです。
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64