11 types d'usure des outils lors de l'usinage avec des fraises carbure monobloc
Identifiez et prévenez les problèmes d'usure sur vos fraises en carbure. Voici quelques conseils de remèdes pour prolonger la durée de vie de vos outils.Chaque profil d'usure raconte une histoire sur votre processus d'usinage. Certaines sont prévisibles, comme l'usure en dépouille, tandis que les ruptures catastrophiques sont des signaux d'alerte qu'il ne faut pas ignorer. Nous détaillons ici les types d'usure les plus courants, leurs causes et les moyens de les résoudre ou de les prévenir. Car plus vous en saurez, plus vos outils dureront longtemps.
Une dépouille uniforme
Prévisible et fiable, l'usure en dépouille est le type d'usure idéal que vous souhaitez observer sur vos outils. Cela dit, cela ne devrait pas se produire trop rapidement, car on considérerait que c'est un problème.
L'usure en dépouille est une abrasion relativement uniforme le long de l'arête de coupe. Parfois, des résidus métalliques de la pièce usinée peuvent donner l’impression que l’usure en dépouille est plus importante qu’elle ne l’est réellement. Ce type d’usure est courant, quel que soit le matériau. Et si l’outil ne s’arrête pas prématurément à cause d’un autre type d’usure, c’est l’usure en dépouille qui finira par provoquer sa mise hors service.
Mesures que vous pourriez prendre :
- Augmenter la concentration de l'arrosage
- Vérifiez et ajustez l’avance en fonction de l’angle de dépouille.
- Vérifiez si l'équilibre entre la vitesse de coupe et l'avance est correct.
- Vérifiez que l'outil est le plus adapté la matière.
Usure en cratère
Bien que peu fréquente dans les opérations de fraisage, l'usure en cratère est une combinaison de dommages thermiques, de dégradation des matériaux et d'usure par abrasion. Et si vous souhaitez une explication plus technique, la chaleur dégagée par les copeaux décompose les grains de carbure de tungstène dans le substrat et le carbone s'infiltre dans les copeaux (diffusion), provoquant l'usure en cratère sur la surface de l'outil.
Mesures que vous pourriez prendre :
- Augmenter la concentration de l'arrosage
- Adaptez l’avance en fonction du type de dépouille frontale.
- Vérifiez si l'équilibre entre la vitesse de coupe et l'avance est correct.
- Vérifiez que l'outil est adapté à la matière.
Il existe un type plus spécifique d'usure par cratères appelé cratérisation ponctuelle. Ce type d'usure est causé par l'érosion d'une zone localisée sur l'arête de coupe. Il est dû à une combinaison de réactions chimiques et à une forte chaleur et abrasion provenant des copeaux formés.
Mesures que vous pourriez prendre :
- Vérifiez votre sélection d'outils
- Utilisez une quantité d'arrosage adéquate
- Diminuez la vitesse de coupe.
- Réduisez l’avance
L'écaillage
L'écaillage est essentiellement une fracture sur l'arête de coupe. Il est généralement associé à des problèmes de stabilité et à des vibrations.
Mesures que vous pourriez prendre :
- Limiter au maximum la longueur de l'outil
- Assurez-vous que votre montage est rigide.
- Vérifiez que l'outil est équilibré et que le faux-rond est conforme aux spécifications.
- Vérifiez que les paramètres de coupe sont exacts.
- Assurez-vous que l'outil est adapté à la matière.
- Veillez à ce que les copeaux soient évacués correctement
Il existe un type spécifique d'écaillage appelé écaillage ponctuel. Principalement associé à des problèmes de stabilité, il peut également apparaître en cas de vibrations, par exemple si la stratégie de fraisage n'est pas appropriée.
En plus de suivre toutes les étapes de résolution des problèmes ci-dessus, vous pouvez également :
- Vérifiez les paramètres de coupe, car de faibles vitesses entraîneront des vibrations.
- Lors de l'usinage des angles, utilisez la méthode du fraisage trochoïdal.
La génération d'arêtes rapportées
Des arêtes rapportées se forment lorsque la matière à usiner adhère à la face de coupe de la fraise. Souvent, les dépôts qui se forment à la surface de l'outil peuvent être causés par la pression, le frottement et/ou des conditions de coupe inadéquates.
Mesures que vous pourriez prendre :
- Augmenter la vitesse de coupe.
- Augmenter la concentration et le débit d'arrosage
- Utilisez un outil adapté à la matière : la conception de la goujure, l'hélice, le revêtement et l'état de surface sont des éléments clés.
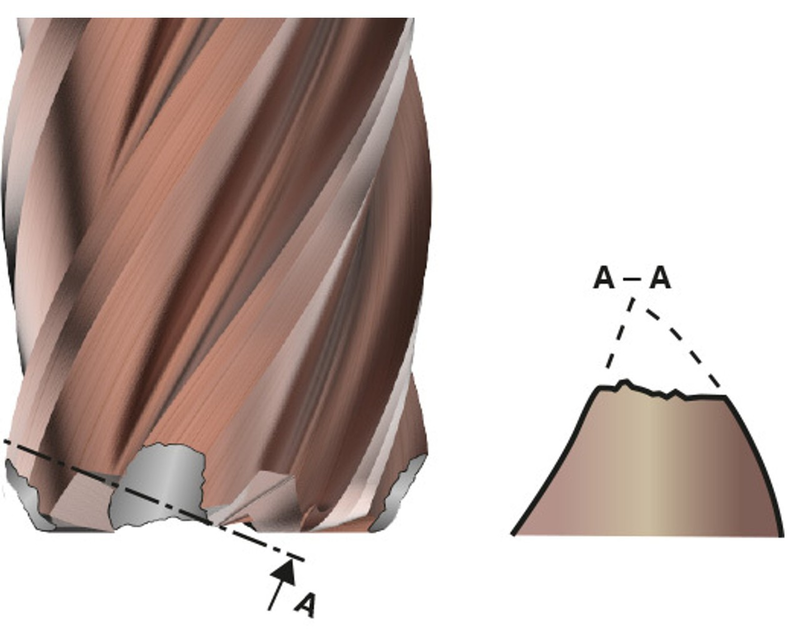
L'usure en entaille
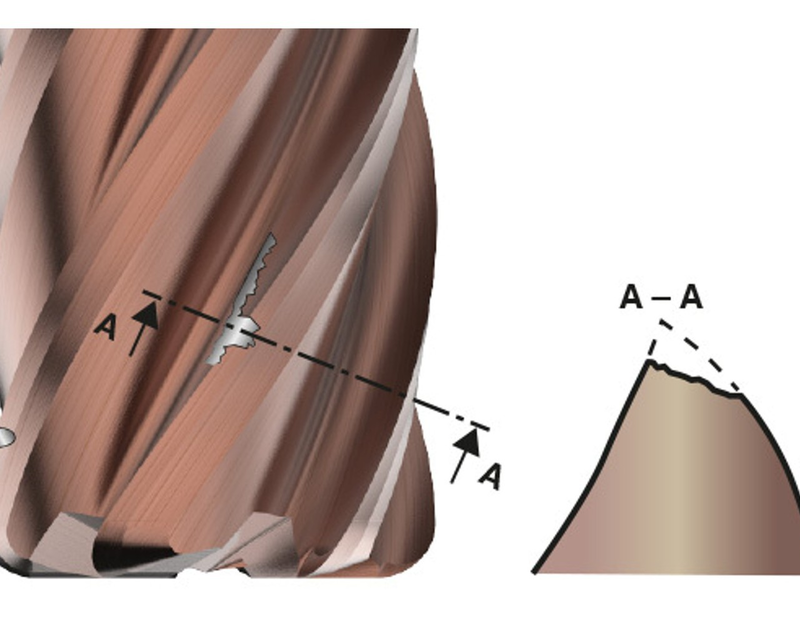
Les entailles se produisent lorsque le carbure s'érode dans une zone spécifique de l'arête. Dans la plupart des cas, cela est dû au frottement de la pièce contre l'outil.
Mesures que vous pourriez prendre :
- Vérifiez la géométrie de la fraise
- Variez la profondeur de passe si possible.
- Diminuez la vitesse de coupe.
Usure liée à l’évacuation des copeaux
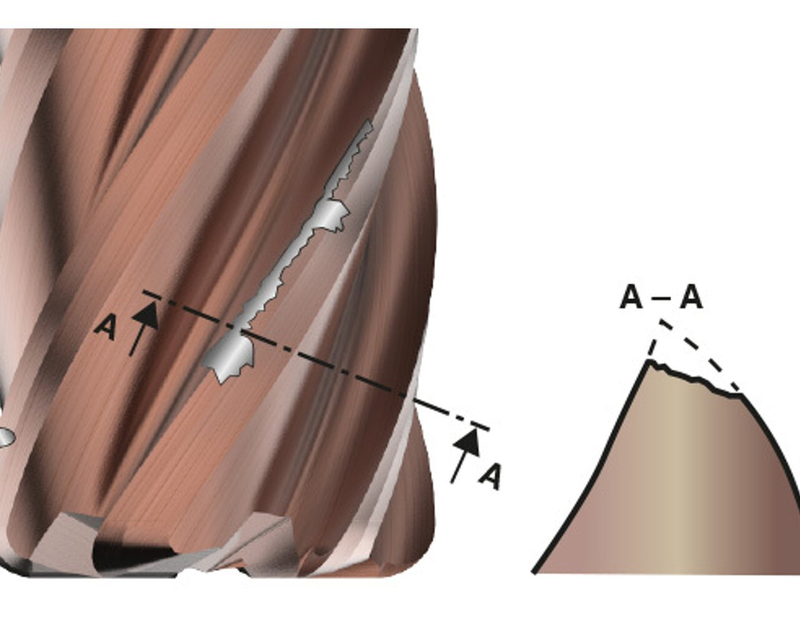
À ne pas confondre avec l’usure en entaille, car les deux peuvent présenter un aspect similaire. Une évacuation inefficace des copeaux peut également endommager les arêtes de coupe de la fraise.
Mesures que vous pourriez prendre :
- Réduire la profondeur de coupe pour permettre une évacuation correcte des copeaux avec les outils à âme double (double core).
- Vérifier l'outil par rapport à la matière
- Vérifiez que l'outil est le plus adapté la matière.
- Augmenter l’angle d’hélice
- Réduisez l'avance ou la profondeur de passe.
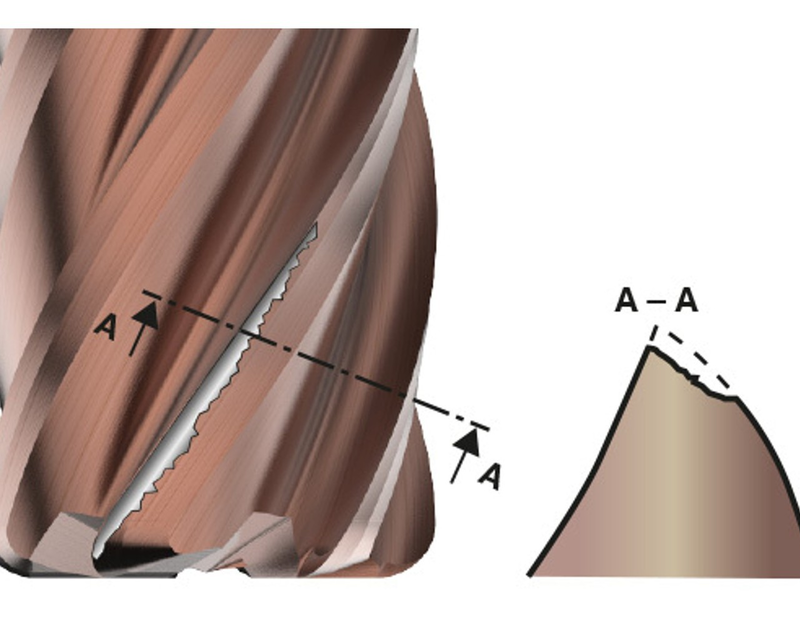
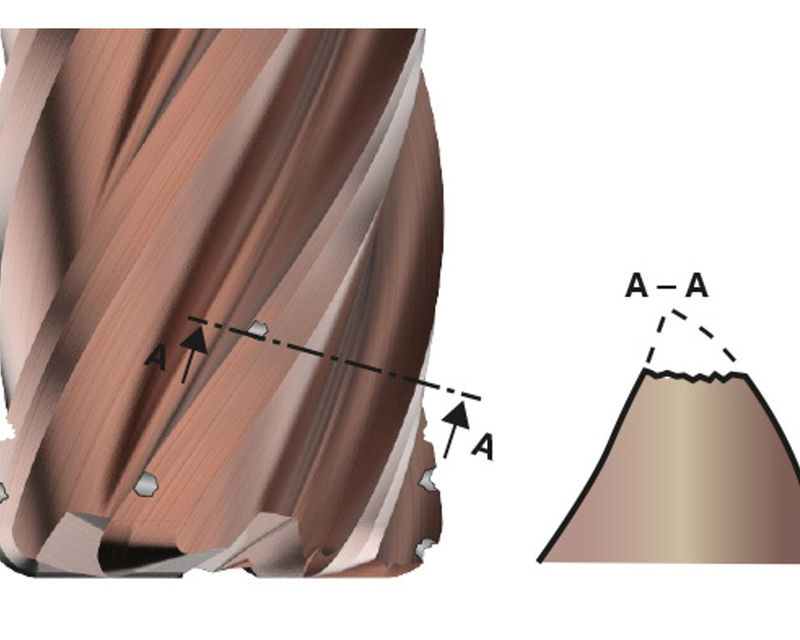
Usure en escalier
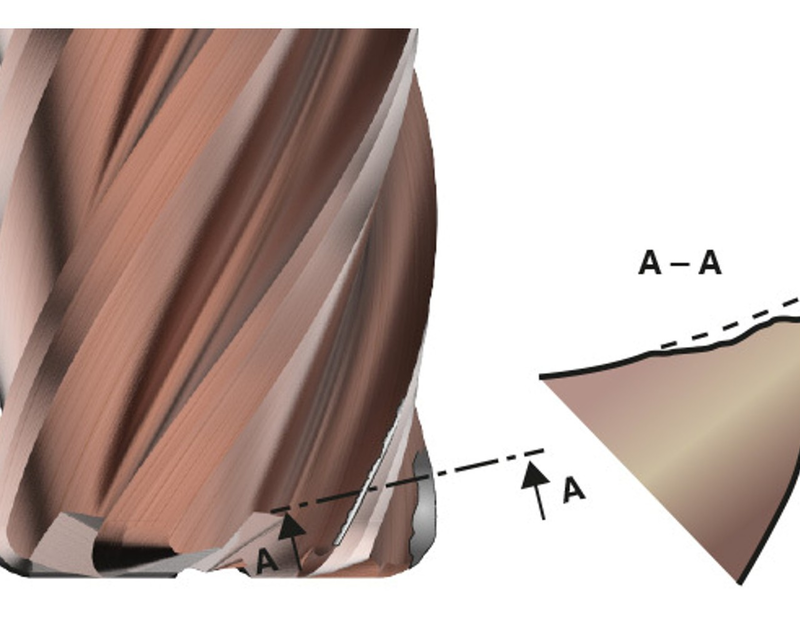
L'usure en escalier se produit sur la face inclinée d'un outil coupant, à l'endroit où elle rencontre la face de dépouille le long de l'arête. Ce type d'usure apparaît en raison du frottement élevé et de la chaleur qui s'accumulent dans la zone de coupe, en particulier lorsque l'outil reste en contact constant avec la pièce. Au fil du temps, cela entraîne une érosion ou une abrasion accélérée à cet endroit, formant une rainure ou une encoche visible sur la face de l'outil.
Mesures que vous pourriez prendre :
- Augmenter l'arrosage
- Réduire l’avance/la vitesse.
- Utilisez une géométrie d'outil appropriée.
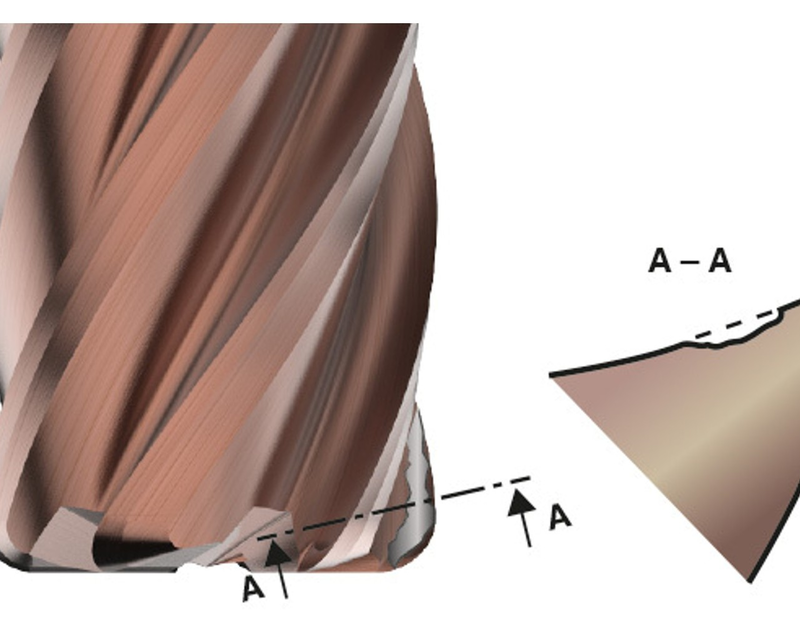
Écaillage
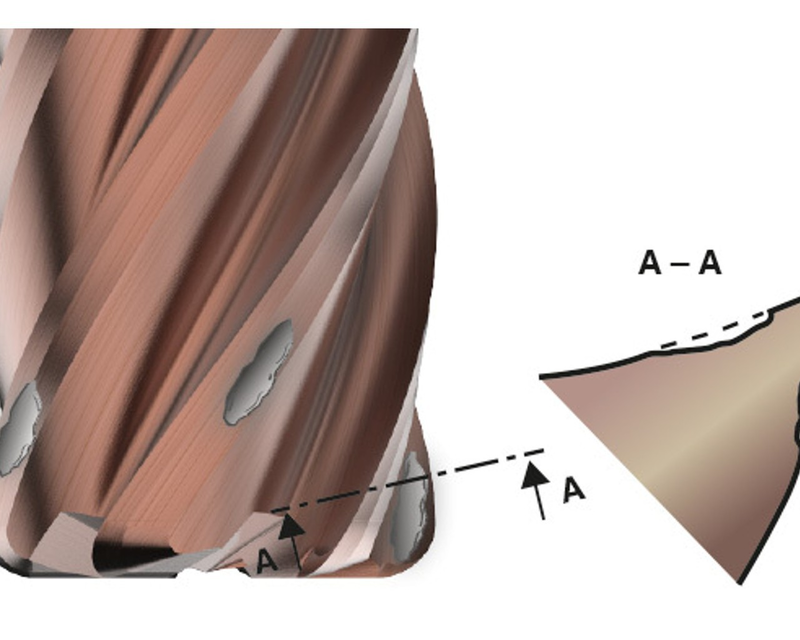
L'écaillage est la perte de petits éclats (“paillettes”) à la surface d'un outil coupant. Ce phénomène est plus visible sur les outils revêtus, où les contraintes thermiques et mécaniques provoquent des fissures dans le revêtement, entraînant un délaminage. Les causes courantes incluent des matières adhésives sur les pièces usinées ou des paramètres de coupe incorrects.
Mesures que vous pourriez prendre :
- Optimiser les paramètres de coupe
- Maintenir des conditions d'usinage stables
- Augmenter l’arrosage/la lubrification.
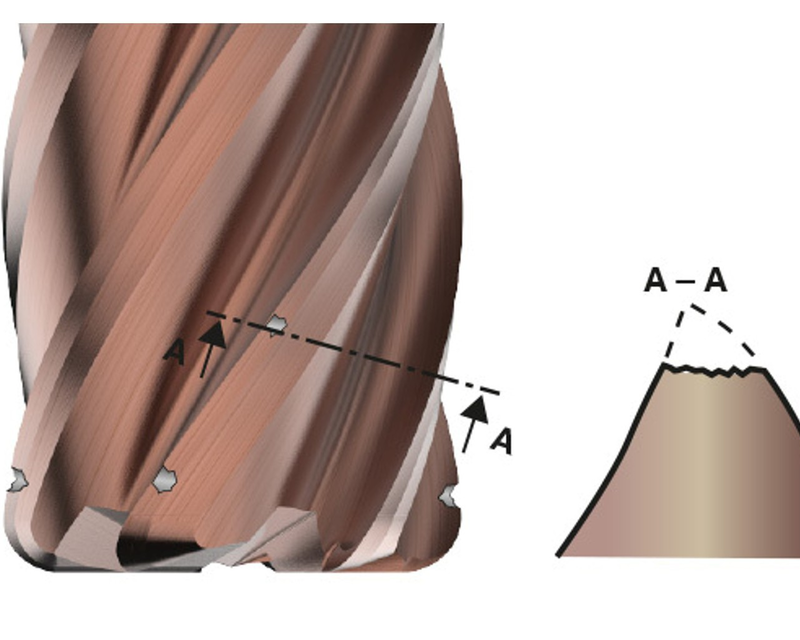
Usure en peigne

L'usure en peigne est un dommage qui apparaît sur les arêtes de coupe ou les faces de coupe d'un outil sous la forme d'une série de lignes ressemblant à des fissures, semblables aux dents d'un peigne. Ces fissures se forment généralement le long de l'arête de coupe et sont causées par la chaleur générée lors des opérations de coupe interrompues, courantes en fraisage.
Mesures que vous pourriez prendre :
- Optimiser les paramètres de coupe pour réduire la génération de chaleur
- Utiliser des outils revêtus avec une meilleure résistance thermique
- Augmenter l’arrosage/la lubrification.
- Évitez les vitesses de coupe ou les avances élevées
- Utilisez un substrat plus adapté
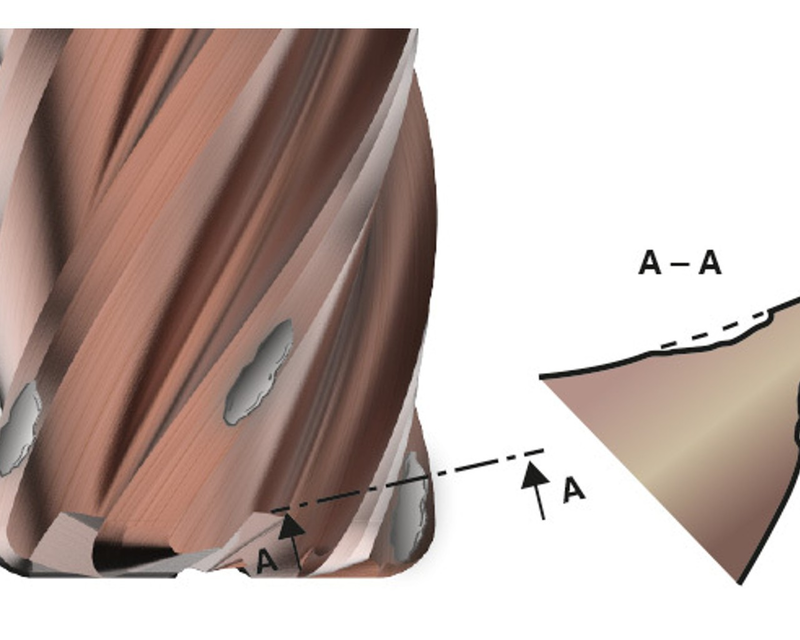
Écaillage non uniforme
Des éclats irréguliers apparaissent à des endroits aléatoires le long des arêtes de coupe, souvent à partir de minuscules fissures provoquées par des contraintes mécaniques ou thermiques. Il est généralement déclenché par des facteurs tels que des interruptions de coupe ou des vibrations, une configuration instable, des zones dures sur la pièce usinée ou des copeaux qui sont recyclés. Ces problèmes créent des points de tension qui usent progressivement l'outil, entraînant des dommages inégaux.
Mesures que vous pourriez prendre :
- Améliorez les fixations pour réduire les vibrations
- Optimiser les paramètres de coupe
- Augmenter l’arrosage/la lubrification.
- Inspectez régulièrement les outils pour détecter les fissures précoces.
- Vérifiez les variations de dureté de la matière de la pièce usinée.
Fracture catastrophique
Une fracture catastrophique est, comme son nom l’indique, une défaillance majeure. La rupture complète d'un outil peut être provoquée par diverses raisons. Il s'agit principalement d'une surcharge mécanique sur la fraise, de vibrations excessives, de problèmes d'évacuation des copeaux ou d'un schéma d'usure antérieur ignoré.
Ce type de défaillance endommage non seulement l'outil, mais peut également affecter la pièce, la machine ou même présenter des risques pour la sécurité des opérateurs si elle se produit lors d'opérations à grande vitesse.
Mesures que vous pourriez prendre :
- Améliorer la configuration pour réduire les vibrations
- Vérifier le faux-rond de l’outil.
- Gardez une longueur courte
- Assurez-vous d'utiliser le porte-outil approprié.
- Ajustez les paramètres de coupe pour réduire la charge sur l'outil.
- Assurez-vous de la correcte évacuation des copeaux
Donnez une deuxième et une troisième vie à votre fraise usagée
Vous pensez donc que votre outil a atteint la fin de sa durée de vie. Mais pas tout à fait – passons en douceur au reconditionnement. Le reconditionnement consiste à réaffûter, à réappliquer une préparation ou un traitement des arêtes et à revêtir à nouveau une fraise, afin de garantir ses performances d’origine. Ce processus peut être effectué jusqu’à trois fois.
Une fois que votre outil a atteint ce seuil, vous pouvez nous contacter pour obtenir plus d'informations :
Inline Content - Gridded Links
Tags: '3d465f18-c101-51c0-9e9f-098951ac6908'




