Guía paso a paso: Cómo elegir el macho de roscar correcto
Aprenda a seleccionar el macho de roscar ideal para diversas aplicaciones, garantizando precisión y eficiencia en sus procesos de mecanizadoUn roscado bien hecho es clave en los sectores donde se aplican las herramientas de Seco. . Elegir el macho correcto y aplicar el método correcto puede afectar significativamente a la calidad de la rosca, a la vida útil de la herramienta y a la eficiencia general del mecanizado. Aquí, Radoslaw Zdanowski, director global de Producto de Roscado de Seco, comparte una guía paso a paso donde señala los aspectos clave y las decisiones que hay que tomar para elegir el macho adecuado y llevar a cabo el proceso con éxito, garantizando los mejores resultados en aplicaciones de roscado generales o complejas.
Tipos de machos de roscado y conformado
Los dos tipos principales de machos son los machos de mano, que se usan manualmente con llaves en un proceso de tres pasos: desbastado, intermedio y acabado; y los machos de máquina, que generan la rosca en una sola pasada en equipos como taladros o centros CNC. Seco se centra en machos de máquina de alto rendimiento fabricados con dos tipos de aceros: acero convencional con alto contenido en cobalto y aceros de alto contenido en cobalto obtenidos mediante procesos de metalurgia de polvos. Seco utiliza la opción convencional para T32, y esta última para T34.
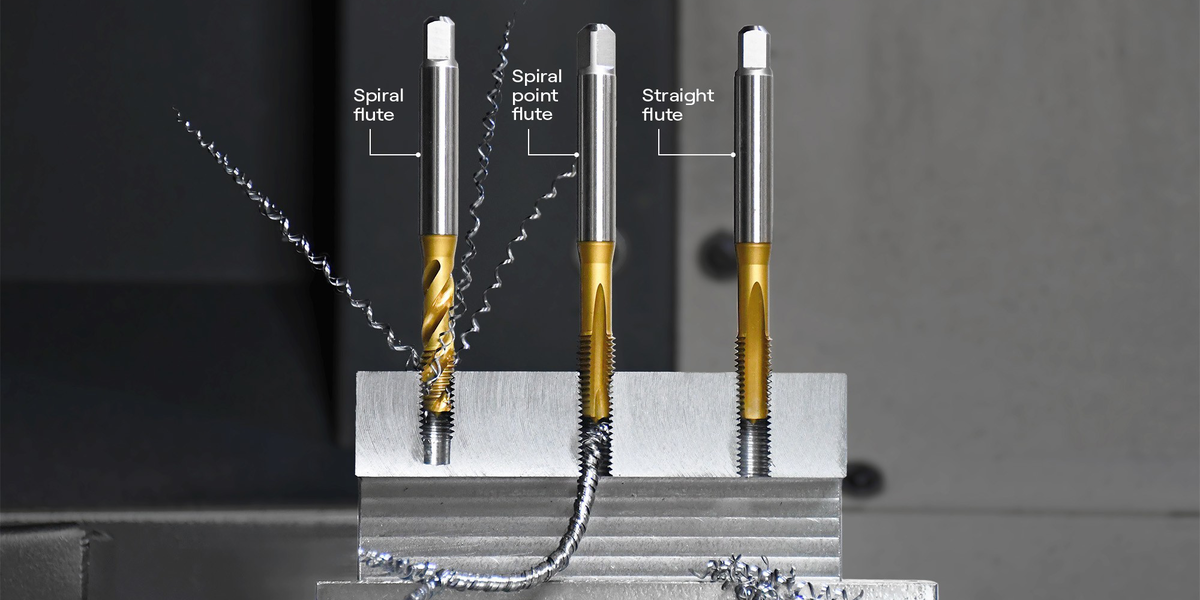
El flujo de viruta depende del diseño del diente. "Para los orificios pasantes utilizamos machos de punta en espiral, que expulsan la viruta hacia adelante", explica Zdanowski, "mientras que para los orificios ciegos recomendamos los de dientes helicoidales, que extraen la viruta hacia atrás". Los dientes rectos ofrecen una mayor rigidez, pero una capacidad limitada, por lo que se utilizan para materiales generadores de virutas cortas”.
Las series T30, T32 y T34 de Seco cubren ambos tipos de dientes. El T35H, con su espiral lenta para el control de virutas y la resistencia de la herramienta, está diseñado para aceros tratados térmicamente y aluminio con alto contenido en silicio. El T35K, por su parte, se utiliza con dientes rectos, utilizando canales internos de refrigerante para gestionar el flujo de viruta. Los machos de conformado T33 de Seco vienen en recubrimientos de estaño TiCN o TiAlN + para diferentes necesidades de materiales.
Recomendaciones sobre materiales
Elegir la herramienta y la metodología adecuadas para el material a mecanizar es clave para el éxito de un trabajo de roscado. “La regla básica es conseguir el tipo correcto de diente”, dice Zdanowski. “Para materiales de astillado largo como el acero, el acero inoxidable o el aluminio, Seco recomienda machos de punta cañón para orificios pasantes y canales helicoidales para orificios ciegos. . Para los materiales de corte corto como el hierro fundido, tendemos a recomendar machos de estrías rectas (dientes).”
Los materiales de alta resistencia pueden requerir un ángulo de espiral reducido capaz de ofrecer un mejor control de la viruta y un núcleo más grande para mejorar la resistencia de la herramienta.
Otro aspecto a considerar es el recubrimiento. Por ejemplo, Zdanowski recomienda TiCN cuando se trabaja con aluminio y aceros inoxidables, y TiAlN/TIN para aceros más generales, como se ve en los machos de conformado T33 de Seco.
Los machos de corte, como el T34, cuentan con un recubrimiento multicapa, una capa TiAlN para resistencia a la temperatura, que está cubierta con partículas de carburo de tungsteno rodeadas por una capa de carbono. El beneficio aquí está en la lubricidad que ofrece el revestimiento y la menor acumulación en el borde para acero inoxidable, lo que, a su vez, ayuda a prolongar la vida útil de la herramienta.
Las tolerancias también juegan un papel importante. “La clase de macho de roscar más común para roscas métricas es 6H, pero para materiales abrasivos, se eleva a 6HX. El límite de tolerancia inferior explica el desgaste, el límite más alto, el desgaste de la máquina”, dice Zdanowski.
Los machos T35K y T35H, hechos para hierro fundido o aceros termotratados, vienen con esta tolerancia elevada como estándar, por lo que es posible permanecer más tiempo dentro de los límites de la rosca en el componente.
Para más información sobre cómo las estrategias versátiles de herramientas pueden ayudar a los talleres de máquinas, especialmente los de ingeniería general, aeroespacial y automoción, explore nuestro último documento técnico:
Inline Content - Gridded Links
Tags: '3c57d509-d142-5a4b-8c8c-6cffa35d8ce1'
Generales de tamaño y rosca
El diseñador de componentes tiende a determinar el tamaño de rosca basado en cálculos de fuerza, para asegurar que la conexión pueda transferir la carga.
Lo que sí puede controlar el usuario del macho, sin embargo, es la tolerancia. “Algunas roscas se realizan antes de operaciones adicionales, como el galvanizado o el recubrimiento, que cambian las dimensiones de una rosca”, dice Zdanowski. “En tales casos, necesitamos hacer algunos cálculos”.
Los machos estándar, como los de la gama T32 de Seco, se suministran normalmente con tolerancia 6H básica o en versión “sobredimensionada 6G”, adecuada para recubrimientos o para ajustes más holgados. El diámetro de paso de una rosca interna antes del tratamiento será cuatro veces mayor que el espesor del recubrimiento, por lo que resulta fundamental realizar unos cálculos correctos. En caso de duda, el cliente puede pedir una solución especial, añade Zdanowski.
Los más comunes son las roscas de conexión, como métricas, UN o BSW, que cumplen la misma función: crear la unión y resistir a la autodesconexión. La principal diferencia entre ellas es la unidad de medida.
El siguiente grupo son las roscas para tubería: G, TNP, Rp Y Rc. Se utilizan en sistemas hidráulicos para garantizar estanqueidad, con o sin sellado adicional.
El tercer grupo son las roscas para tornillos de potencia, como las trapezoidales/ACME. Se caracterizan por su alta eficiencia, lo que facilita la transferencia de carga.
Finalmente, las roscas EG/STI se utilizan para resorte roscado. Estos tienen diámetros más grandes en comparación con roscas métricas o UN regulares, para permitir el montaje de un resorte roscado. Esto mejora la resistencia de la rosca en materiales blandos. También se utilizan para la reparación de roscas dañadas.
Proceso de selección paso a paso
1. Determine el tamaño de la rosca y la tolerancia
- Adáptese al plano y a las necesidades de la aplicación
Para una unión precisa, elija 4H (métrico); para un ajuste más holgado o con recubrimientos, utilice 6G
2. Seleccione la familia de machos según el material
- Determine el tamaño de la rosca y la tolerancia
- Compruebe la idoneidad del material (T32, T35P, T35H...)
- Consulte el catálogo o sitio web de Seco para ver las herramientas, geometrías y recubrimientos recomendados
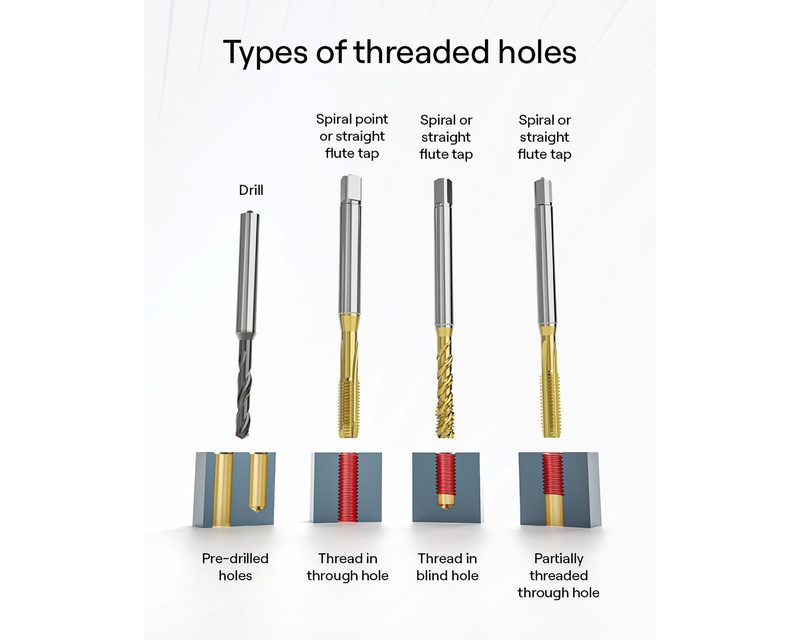
3. Identifique el tipo de orificio y la dirección de evacuación de la viruta
- Orificios ciegos – canales helicoidales (extraen la viruta hacia arriba)
- Orificios pasantes – punta cañón (empuja la viruta hacia adelante)
- Si el espacio detrás es limitado, extraiga la viruta hacia atrás, incluso en orificios pasantes
4. Tipo de chaflán de entrada
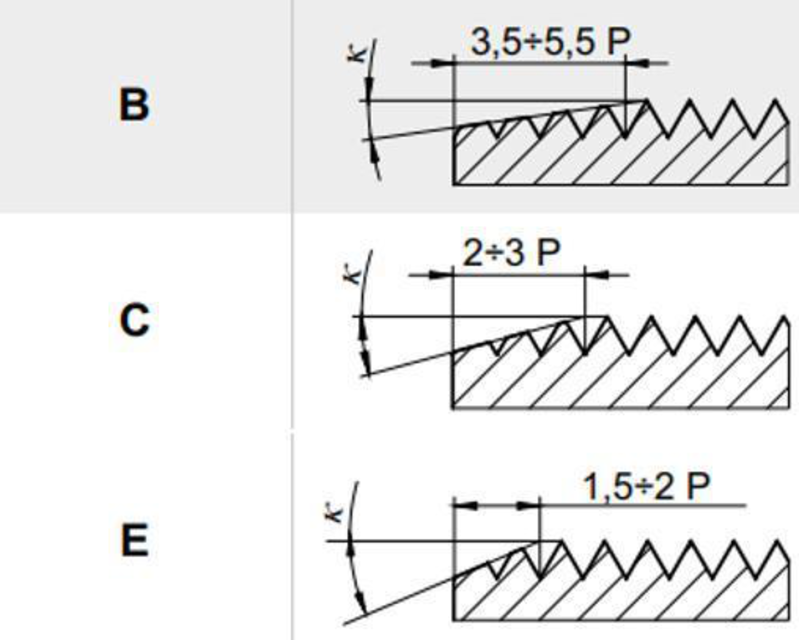
- Para orificios ciegos, el chaflán C (2–3 roscas) ofrece una mayor vida útil de la herramienta, mientras que el chaflán E (1,5–2 roscas) permite roscar más cerca del fondo, aunque con un desgasta más rápido. Cuando el espacio es limitado, el chaflán E se utiliza para minimizar la longitud de rosca inutilizable a pesar de su durabilidad reducida
5. Considere el diseño de componentes
- La ubicación de la rosca puede requerir un vástago extralargo (por ejemplo, para orificios escalonados)
- Utilice machos de vástago reducido para accesos estrechos o vástagos reforzados para acceder a la superficie superior.
6. Suministro de refrigerante

7. Seleccione vía eCommerce
- Use “Suggest” de Seco (basado en los detalles de los componentes)
- Puede usar también “My Pages” en la web de Seco para filtrar las herramientas por tipo de diente o ranura, chaflán, tolerancia, etc.
Errores comunes y solución de problemas
Cometer errores en la elección de las herramientas y la metodología empleada puede tener graves consecuencias para la precisión del trabajo, la eficiencia y la vida útil de las herramientas. Un error común es usar chaflán corto E innecesariamente, acortando la vida útil de la herramienta, cuando hay suficiente espacio para un chaflán más largo. Otro error es no comprobar el espacio de la viruta. “Los rebordes o paredes que interfieren con la evacuación de la viruta pueden requerir geometrías de canal diferentes o ángulos de hélice reducidos, como el T35H, ayudando a fragmentar la viruta y facilitando su evacuación”, explica Zdanowski.
El uso de canales de refrigerante axial para orificios pasantes es otro error común. Aquí, el refrigerante se escapa, causando en consecuencia el “mecanizado en seco”.
Seleccionar el ciclo de roscado incorrecto en máquinas CNC también puede causar fallos. Si se mezclan, los machos pueden romperse porque la alimentación y la rotación del husillo no están sincronizados.
La posición de la boquilla de refrigerante también es un aspecto crítico, especialmente en el mecanizado horizontal, donde la gravedad dificulta alcanzar la zona de corte.
Suponer que las velocidades de corte más bajas son más seguras es otro error habitual, según Zdanowski. “En el proceso de roscado, aumentar la velocidad de corte suele ayudar a expulsar la viruta. Algunos CNC incluso permiten cortar a velocidad reducida y retraer más rápido, mejorando la evacuación de la viruta sin comprometer la seguridad.
Y un último punto que menciona es que los usuarios a veces pasan por alto las recomendaciones del fabricante. Esto puede llevar a utilizar los machos en materiales inadecuados, lo que provoca un trabajo menos preciso y otras consecuencias innecesarias.
En conclusión, aunque ningún montaje es totalmente a prueba de errores, al elegir la herramienta adecuada para cada tarea, seguir las mejores prácticas y aplicar con cuidado cada recomendación, los operarios pueden descartar la mayoría de eventualidades. El resultado es una operación más precisa, una mayor precisión general y una vida útil de la herramienta mejorada. En el tipo de sectores en los que destaca la herramienta Seco, estos pequeños márgenes pueden marcar la diferencia.
Conozca nuestras soluciones Thread Tapping aquí
Inline Content - Gridded Links
Tags: 'abf51fbc-856d-5df1-a156-605ac2c1eb00'


