Face Milling vs. Side Milling: choosing the best method for the right cut
CNC face milling vs. side milling: Uncover the key differences in tooling, applications, and outcomes. Discover when to use each method, and how Seco’s Octomill™ and Turbo™ tools deliver better results for your CNC operations.Your workpiece is prepped, the program is loaded and the toolpaths are configured. The question is, how are you approaching this part to ensure the best possible cut?
Do you need a smooth, flat surface to build from, or a sharp vertical wall that mates perfectly with a corresponding feature? Should you engage from the top or the side? Face mill or side mill?
This is where the choice between CNC face milling and side milling comes into play. They aren't two ways of doing the same job: they’re two completely different strategies, each with its own tooling, geometry, and purpose.
In this guide, we break down what sets them apart, where each one shines, and how the right tooling, such as Seco Octomill™ face mills and Turbo™ square-shoulder cutters, can make the difference between a job that just gets done, and one that gets done right.
Face milling: surface first
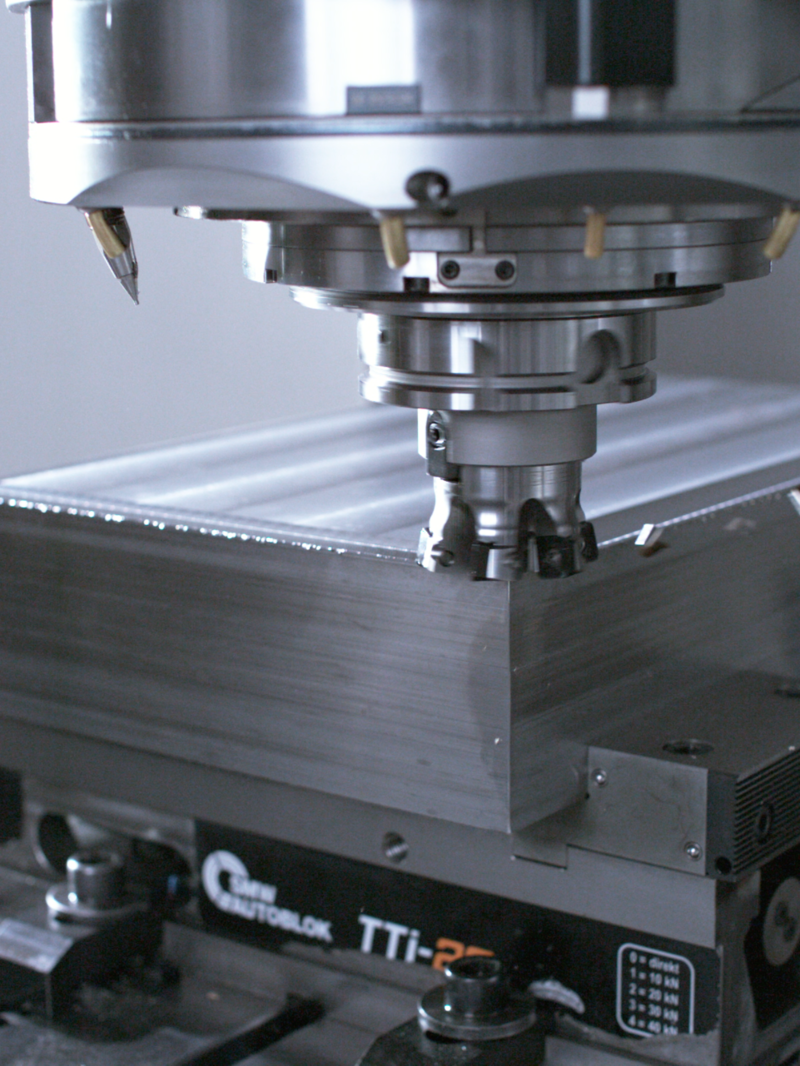
Face milling is a machining process focused on creating a flat, horizontal surface, typically across the top of a part. The cutting action engages the face and periphery of the tool, mounted perpendicular to the spindle. Ideal for:
- Qualifying parts with clean datum surfaces
- Roughing large, flat areas
- Finishing to tight flatness specifications
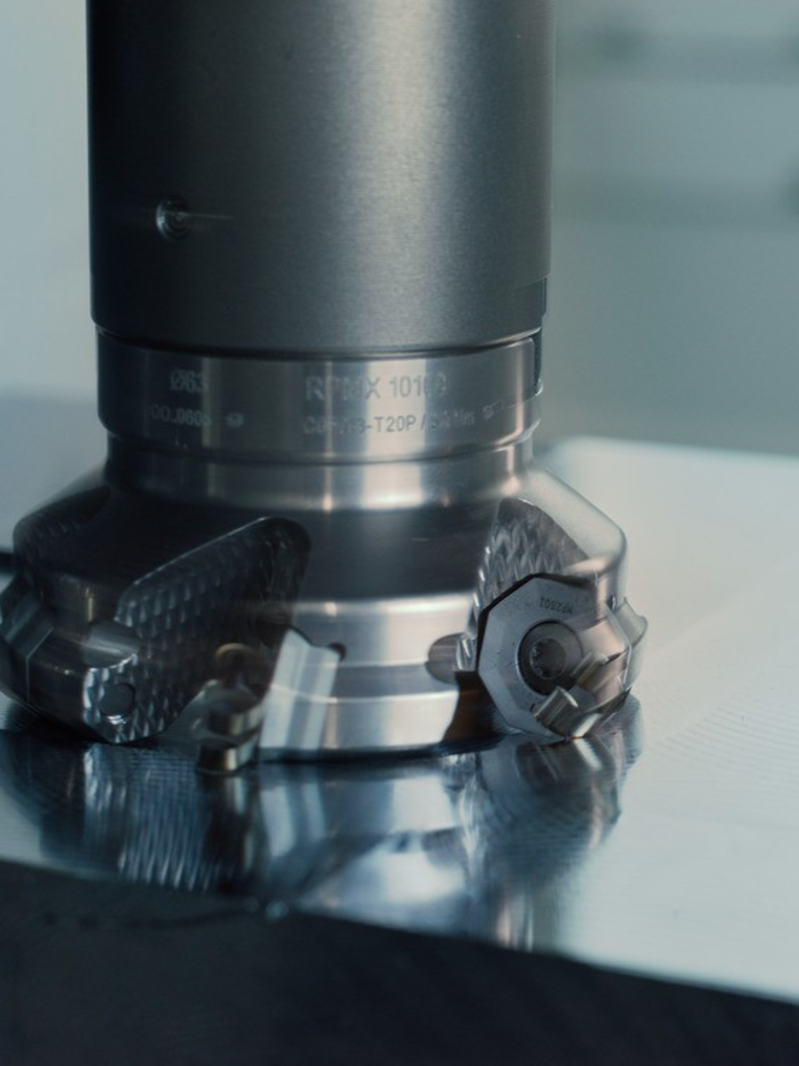
Facing mill tools like the Seco Octomill™ 06 Face Milling Cutter are purpose-built for this kind of work. With eight usable cutting edges, integrated wiper flats, and an insert pocket allowing fast tool changes, it’s a true productivity driver for any shop.
Did you know?
A 45° lead angle in face milling helps deflect cutting forces axially. It’s great for improving stability and tool life on wide surfaces.
|
Side milling: the vertical edge
Where face milling creates flat planes, side milling defines vertical geometry. Also known as square-shoulder milling or even profile milling, side milling method engages both the radial and axial edges of the tool, machining along the sides of a part. Perfect for:
- Machining walls or vertical features
- Creating slots, shoulders, and pockets
- Adding 3D contours or profiles to a workpiece
But most importantly, you can’t use a face mill for side milling. Attempting to apply dedicated face milling geometry to side milling will give you unsatisfactory results, and potentially damage your component or tooling.
Most face mill inserts have a 45° lead angle, which prevents full side engagement and causes deflection or gouging when used incorrectly. For true side milling, you need a 90° lead angle tool, with strong corner geometry and the right axial engagement.
Seco Turbo™: built for side milling

When high-speed roughing, semi-finishing, and finishing applications matter most, the Seco Turbo™ family excels.
With an extensive range of square-shoulder inserts designed for precise wall generation and high-feed side cuts, Turbo™ side milling cutters are the go-to choice for engineers looking for reliable, high-precision results.
- Produce clean 90° corners
Turbo™ cutters are designed with a true 90° lead angle, enabling sharp corner generation without secondary finishing.
This is particularly useful when producing components that require precise mating.
- Maintain consistent wall dimensions
Thanks to their stable geometry and rigid insert seating, Turbo™ square-shoulder mills minimize deflection during deep passes.
This means walls stay straight and dimensions remain accurate, even in tough materials or high-speed scenarios.
- Maximize chip evacuation
Turbo™ inserts are designed to break chips cleanly and direct them away from the cutting zone.
This improves visibility, reduces the chance of recutting chips, and prevents heat buildup, especially when side milling inside enclosed or narrow geometries.
- Tackle profile milling with speed and accuracy
The freer cutting action of Turbo™ single-sided inserts allows for higher feed rates without sacrificing edge quality.
This makes them ideal for profiling tasks, where maintaining detail, edge finish, and geometry accuracy are critical.
Whether you're working with steels, alloys, or superalloys, Turbo™ side-milling cutters deliver more fluid cutting action, sharper geometries, and lighter load on the machine, which often translates to faster feed rates and longer tool life.
Seco Octomill™ face mills vs. Seco Turbo™ side mills: a comparison
Face milling and side milling are fundamentally different operations, and the tools you choose can make or break their effectiveness.
At Seco, that difference is defined by two distinct product ranges: Octomill™, designed for precision, control, and efficiency in surface finish milling, and Turbo™, built specifically for side milling, slotting, and square-shoulder work.
Both are engineered for performance, but each excels in its own space. The table below shows how these two cutting solutions compare, helping you choose the right tool for the job.
Feature/use case
| Octomill™ range
(face milling)
| Turbo™ family
(side milling)
|
| Lead angle | 40° - 48° | 90° |
| Application | Horizontal surface machining | Wall, slot, and shoulder cutting |
| Tool engagement | Axial surfaces
| Axial and radial surfaces
|
| Primary geometry | Wiper inserts, 8-edge octagonal design | Square-shoulder, large corner radii
|
Cutting action
| Wide-area finishing
| Lower feed for higher aerial depth of cut (𝑎𝑝) |
Insert format
| Octomill (single-sided)
Double Octomill (double-sided)
| Single-sided for sharpness
|
Did you know?
Face milling and side milling aren’t interchangeable, and trying to use one tool for both can damage your part or cutter. Use purpose-built tools for each operation to protect productivity and quality.
|
Tackling a common misconception
Some machinists assume face and side milling are competing strategies, or that one can replace the other with a quick tool change. But in practice, they’re as different as drilling and turning. Each one is built around unique geometries, kinematics, and outcomes.
In short, CNC face milling delivers fast, flat, finished surfaces. Side milling gives you crisp edges, vertical geometry, and slotting control.
Together, these two essential cutting methods work in tandem to create a high-quality part.
Why Seco excels in both face milling and side milling
The strength isn’t just in one machining operation. It’s in producing the right tool for each operation.
- Octomill™ 06 face milling cutter offers double-sided inserts for economy, smoother chip flow, and fast surface qualification - all from a single cutter body.
- Turbo™ square-shoulder tools deliver sharper entry, tighter wall geometry, and a freer cut; ideal for reducing machine load while increasing feed rates.
Whether your goal is productivity, cost reduction, prolonged tool life, or precision, the Seco range makes it easy to find the right fit, and more importantly, make the right choice.
Closing thoughts: choose both productivity and economy.
The simple fact is that face milling cutters and side milling cutters aren’t alternatives; they’re allies. Each serves a distinct purpose: one defines a surface, the other defines a form.
Both require the right strategy, the right tool geometry, and the right insert technology to deliver results that improve quality, cycle time, and cost per part.
The Octomill™ CNC face mill family provides fast, consistent surface finishing and material removal for every face milling application. The Turbo™ side milling insert range provides the sharpness and control needed to machine precision walls, slots, and contours with confidence.
Whether your goal is faster turnaround, tighter tolerances, reduced machine wear, or simply fewer headaches on the shop floor, the key lies in selecting the tool that was designed for the job.
And with Seco, you’re never choosing between productivity and economy: you’re choosing both.
Inline Content - Gridded Links
Tags: '9c7ebd9e-66c6-595c-817a-4167ea6a3fde'
Inline Content - Gridded Links
Tags: '23c06371-5a2b-55f5-80a9-15eba5b0e5bd'