航空航天枢轴板
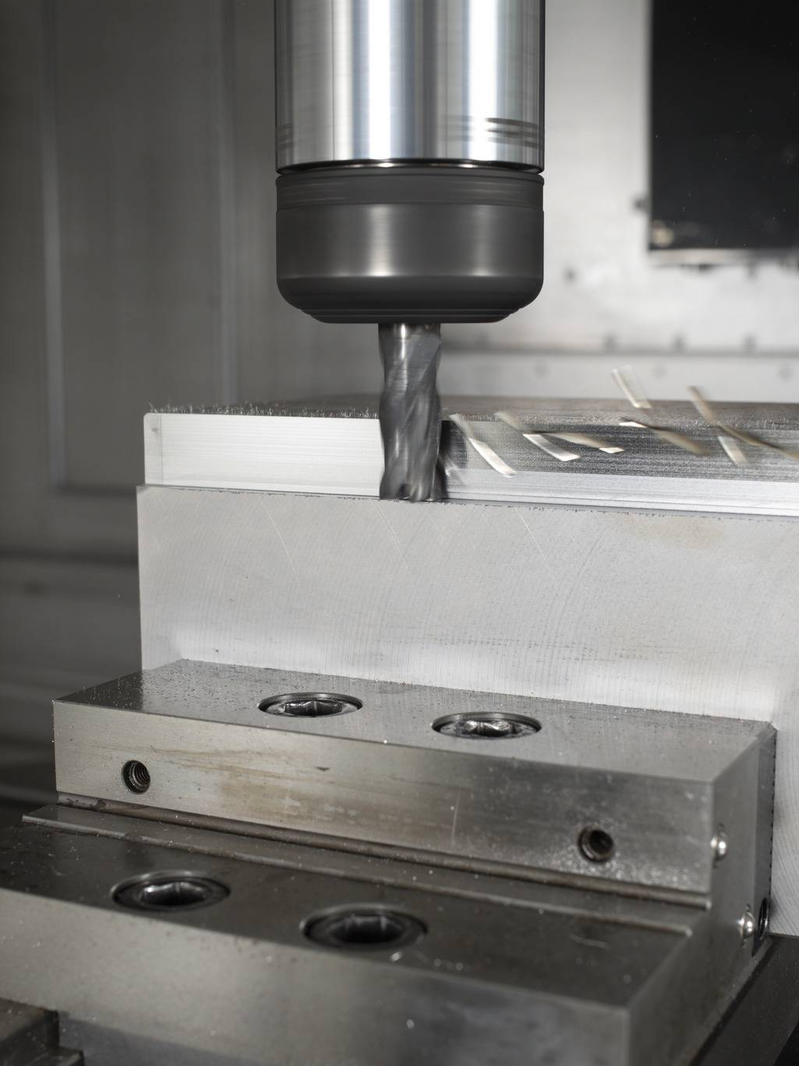
当您平衡生产率和单个零件成本时,您可以节省生产成本并制造出更好的零件。这就是优化流程的优势。钛枢轴板实际上是飞机起落架的关键部件。 该部件在每次起飞和着陆时都会承受持续的压力,因此其生产对于安全、成功的飞行至关重要。
但从功能到材料(主要是 钛)和形状,枢轴板带来了许多制造挑战,首先是需要高生产率和低每个零件的成本。该零件具有 深型腔 和 多个复杂的设计特征,需要一种可靠的工艺,利用新技术和技巧来优化刀具寿命,并以更短的周期时间实现高质量的表面光洁度。
在航空航天加工中,降低成本通常侧重于通过更好的生产结果来减少后精加工作。例如, 高进给铣削 可以提高零件顶部的金属去除率并控制主轴负载,尤其是在使用动态铣削时。该工艺的本质是正确的刀片,一种可以承受高拉伸强度材料的粘性和耐热性的刀片。使用正确的刀具,车间将看到出色的耐磨性和非常好的切削刃完整性。

为了快速准确地去除大量材料, 玉米铣削 可以处理复杂的零件几何形状。优化的技术、专用材质等级和槽型协同工作,确保生产效率和降低成本。
动态铣削可快速加工小半径型腔拐角,并有助于切屑控制。强芯立铣刀可减少刀具偏斜并提高尺寸稳定性,从而为精加工铺平道路。
钻孔 通常成为后期操作,这一点更加关键,因为钻孔发生时在零件上投入的价值量很大。为了消除刀具故障,实现安全、可预测的工艺,采用锋利的正前角槽型实现良好的切屑控制,方形刀片的强度与坚固的钻体相结合,可实现优化作。
最后,插补处理了紧公差的最终特征,而不会产生与热相关的工件变形或不可预测的刀具磨损。高性能刀具解决方案可快速加工出快速、精确的孔,即使在长悬伸时也是如此。
设计安全可靠的加工流程
枢轴板是一个复杂的高价值部件,在飞机的性能和安全方面发挥着关键作用。因此,它在每次起飞和降落时都会承受沉重的压力。其生产需要最高的工艺安全性和可靠性 - 车间可以依靠山高刀具来完成每一项要求苛刻的作。
枢轴板生产中的许多困难都源于该零件的材料。钛合金是出了名的粘性和耐高温性,使其成为难以切削的零件。再加上高质量的表面光洁度,制造过程将面临更多的挑战。所有这些要求的结合使协作专业知识对于希望从该部件中获取最大价值的车间来说更有价值。
了解有关 ISO S 材料和钛的更多信息
选择专家合作伙伴
仅靠刀具并不能保证生产成功。车间需要的专业知识不仅仅是刀具选择,还包括夹具管理、主轴负载均衡、加工策略选择和刀具路径验证。有了 Seco 作为他们的专业合作伙伴,车间可以开发端到端的流程,以加快生产速度、降低成本并提高航空航天加工的每一步的零件质量。
超越客户对零件质量和降低成本的要求
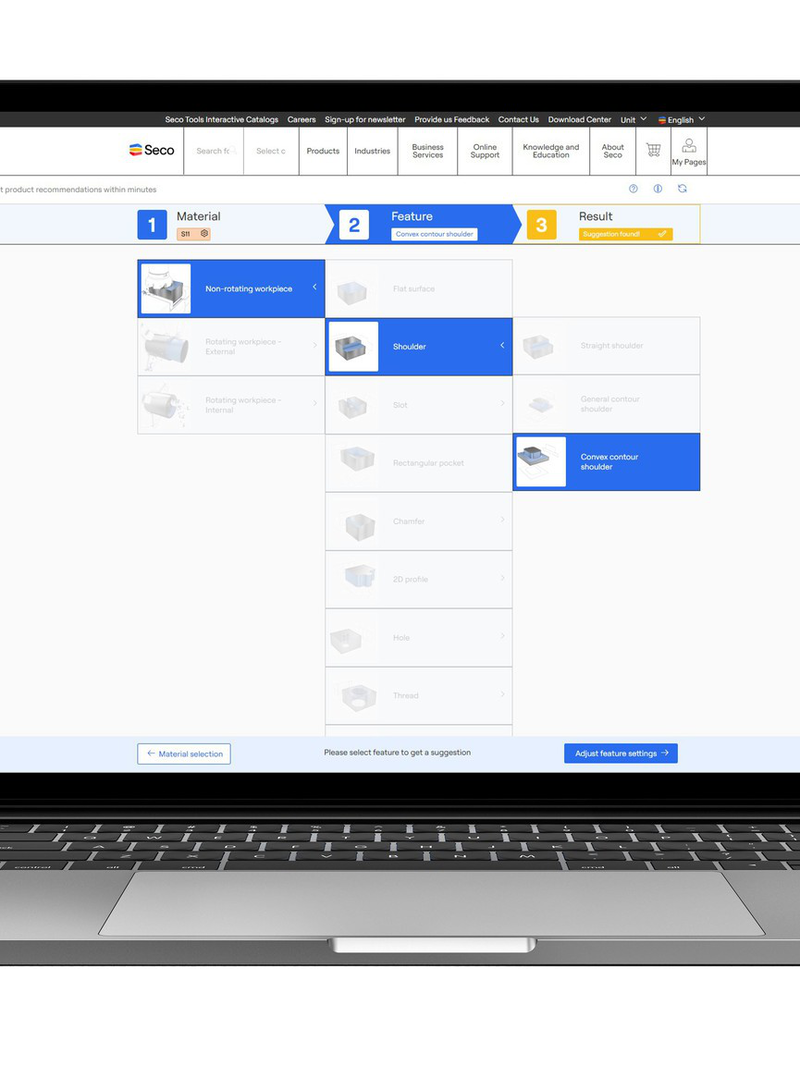
航空航天制造商面临着以更快的速度和更低的成本生产复杂部件的巨大压力。数字工具可以为制造商在枢轴板生产方面提供巨大的优势。 知识 就是力量,数字化数据为车间提供了许多强大的见解。
测量对航空航天加工的各个方面和作都产生了影响。数字工具可帮助车间验证刀具、零件和夹具的尺寸,以提高准确性、零件质量和生产力。刀具路径验证依靠加工模拟来保证生产结果符合规格并超出预期。
有了 Seco 作为他们的专业合作伙伴,航空航天制造商可以获得最新的刀具、知识和解决方案,以优化他们的运营。
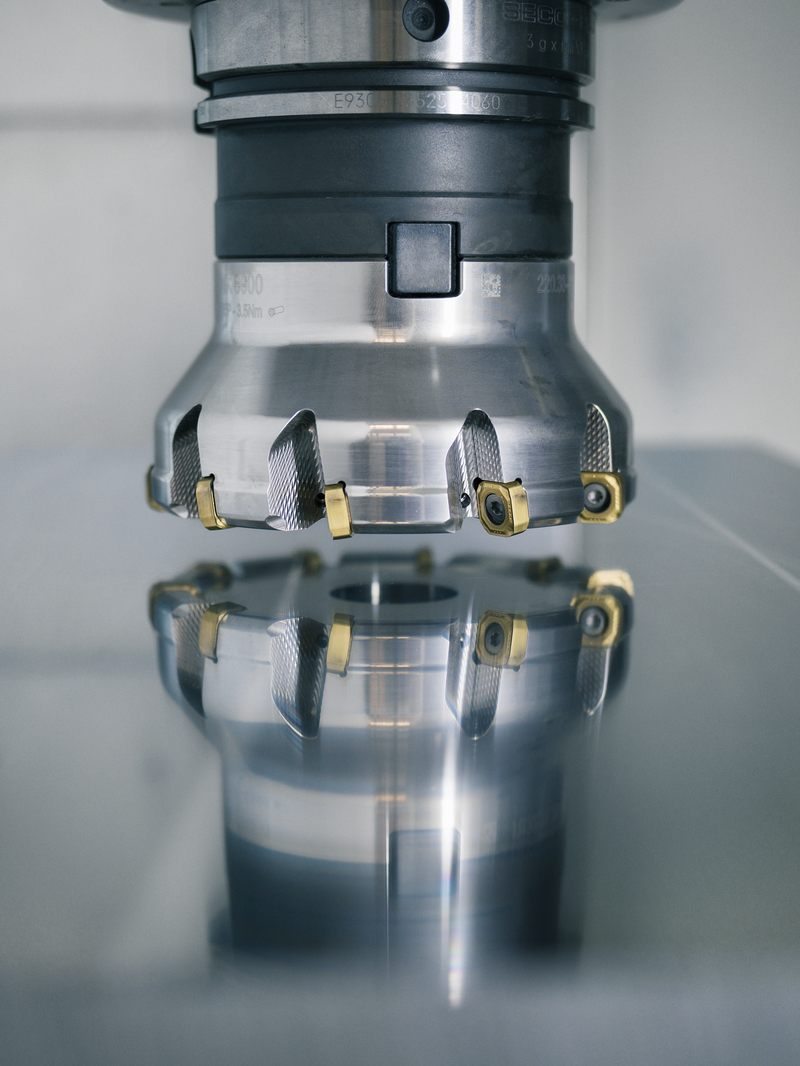
制造挑战 1:
正面。顶部有小桥
![]()
关键制造问题
- 去除大量材料。
- 避免主轴过载。
- 保持良好的切屑控制。
此操作面临的挑战
- 优化从组件顶部去除材料。
- 避免主轴过载。
- 保持出色的切屑控制。
山高解决方案
- 将优化的切削参数与两种高进给解决方案相结合,在航空航天加工中实现切削参数的最大化。
- 使用动态铣削实现高金属去除率,同时具有受控的主轴负载和安全的加工过程。
- MP2050 刀片结合了出色的耐磨性和高切削刃完整性。
- 新的刀片基体提供了更高的韧性和工具寿命,可在加工磨蚀性、粘性材料时实现出色的高温性能。
高进给 SP 面铣刀
高进给 2 面铣刀
MP2050 硬质合金/金属陶瓷刀片
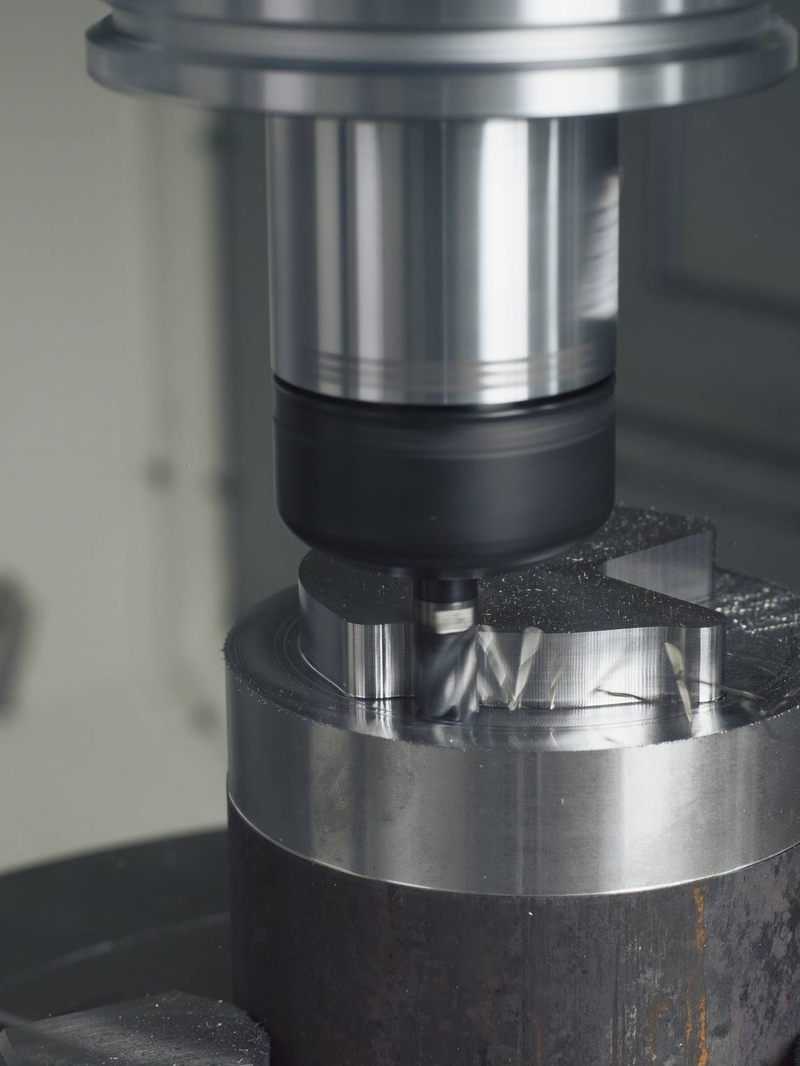
制造挑战 2:
所有敞口型腔
![]()
关键制造问题
- 在稳定、安全的过程中去除大量材料。
- 实现较长、一致的刀具寿命。
此操作面临的挑战
- 大量材料去除。
- 在高效、稳定、安全的航空航天加工过程中保持高 MRR。
- 最大限度地延长刀具寿命。
山高解决方案
- 将 8 刃玉米铣刀与优化的切削参数相结合,确保生产率。
- 使用专用材质等级和槽型的动态铣削在航空航天钛合金加工中取得成功。
SN8 玉米铣刀
MP2050 硬质合金/金属陶瓷刀片
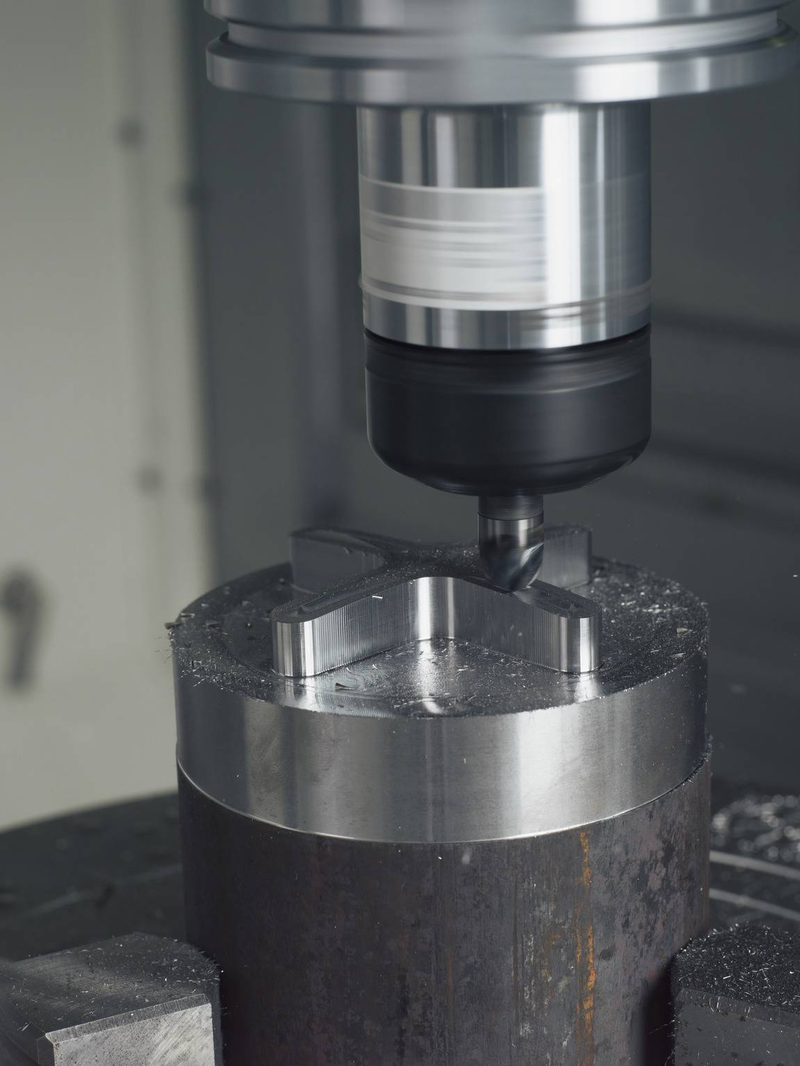
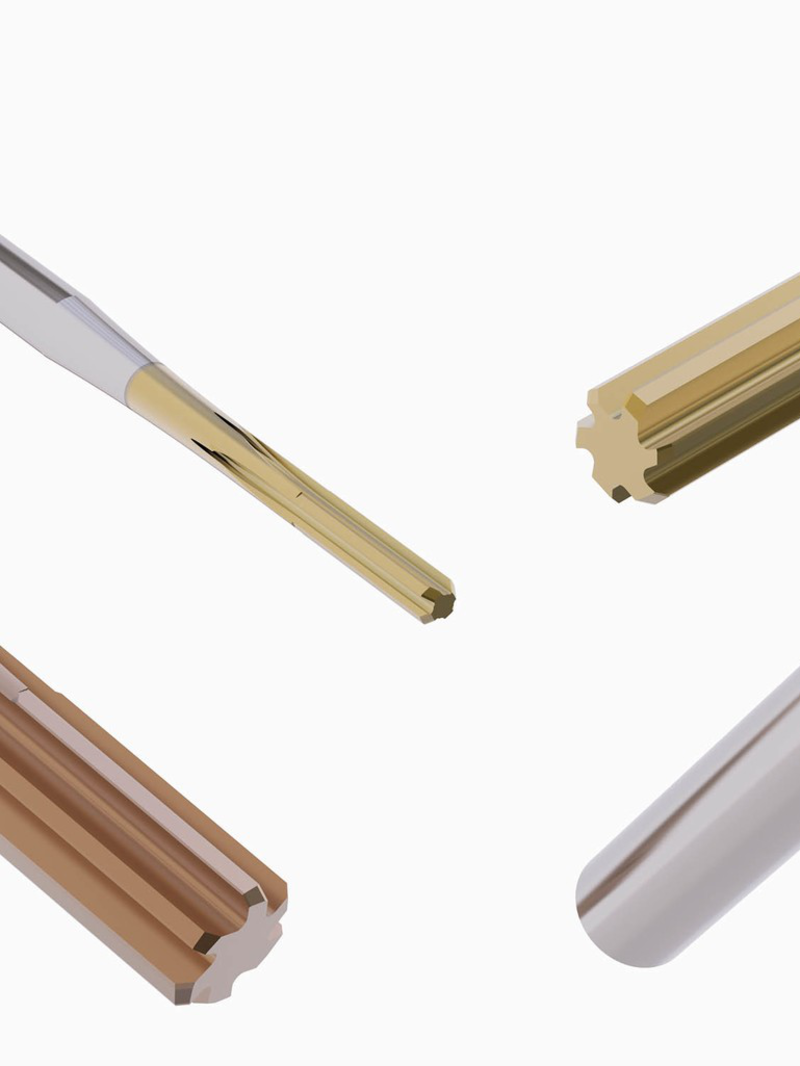
制造挑战 3:
中间有型腔
![]()
关键制造问题
- 到达深壁型腔中的小半径角落。
- 保持良好的切屑控制,以避免重新切削,因为重新切削会浪费时间和材料,从而增加每个零件的成本。
此操作面临的挑战
- 小半径型腔拐角需要较小直径的铣刀。
- 在型腔壁深处铣削很困难。
- 良好的切屑控制 对于避免切屑重新被切削至关重要。
山高解决方案
- 刀具提供坚固的锥形芯,以减少刀具偏斜并提高尺寸稳定性。
- 铣削可优化精加工的曲面。
- 先进的切削参数提高了航空航天加工的粗加工和半精加工的生产率。
Jabro JS720 整体硬质合金立铣刀
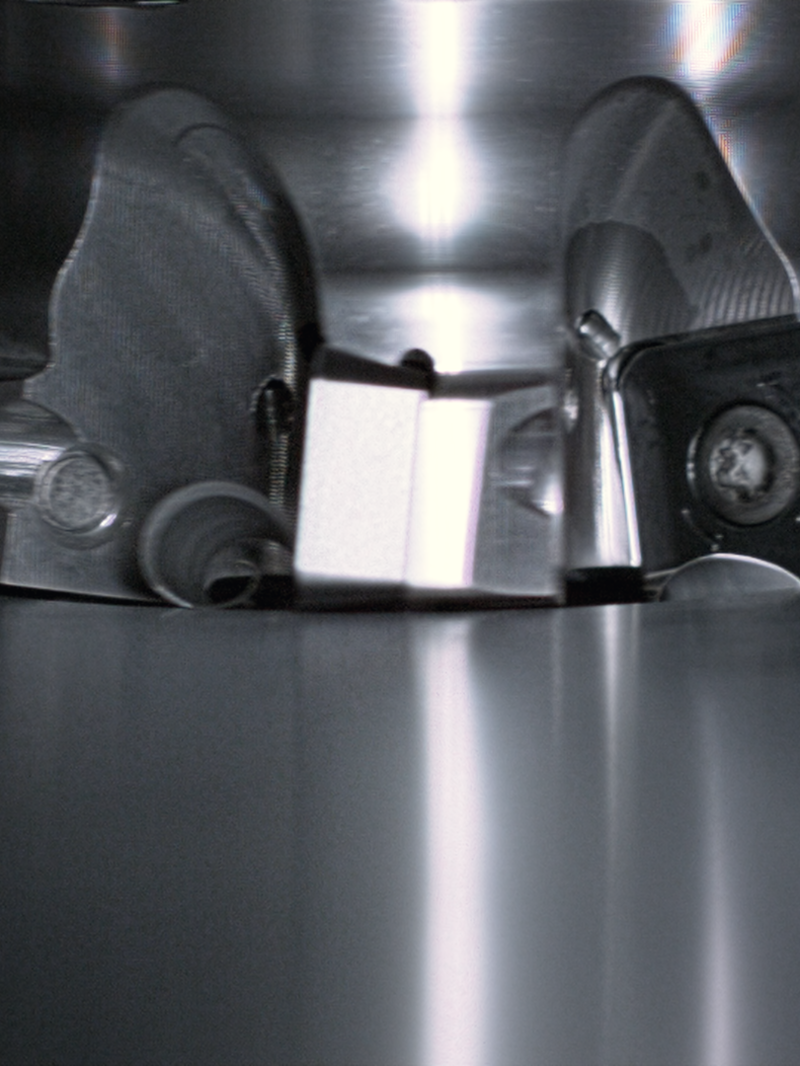
制造挑战 4:
中间的孔
![]()
关键制造问题
- 创建安全、可预测的流程,消除代价高昂的刀具故障。
- 保持 良好的切屑控制。
此操作面临的挑战
- 避免在具有挑战性的 材料和 高价值零件中出现刀具故障。
- 通过有效的切屑控制创建安全、可预测的航空航天加工工艺。
山高解决方案
- 钻体和方形刀片的强度相结合,可实现可靠、安全的钻孔。
- 锋利的正前角 MC 和 MP 槽型提供切屑控制并最大限度地减少热量产生。
- NIB 顶层可防止化学反应。
Perfomax 钻头
DS2050 硬质合金刀片
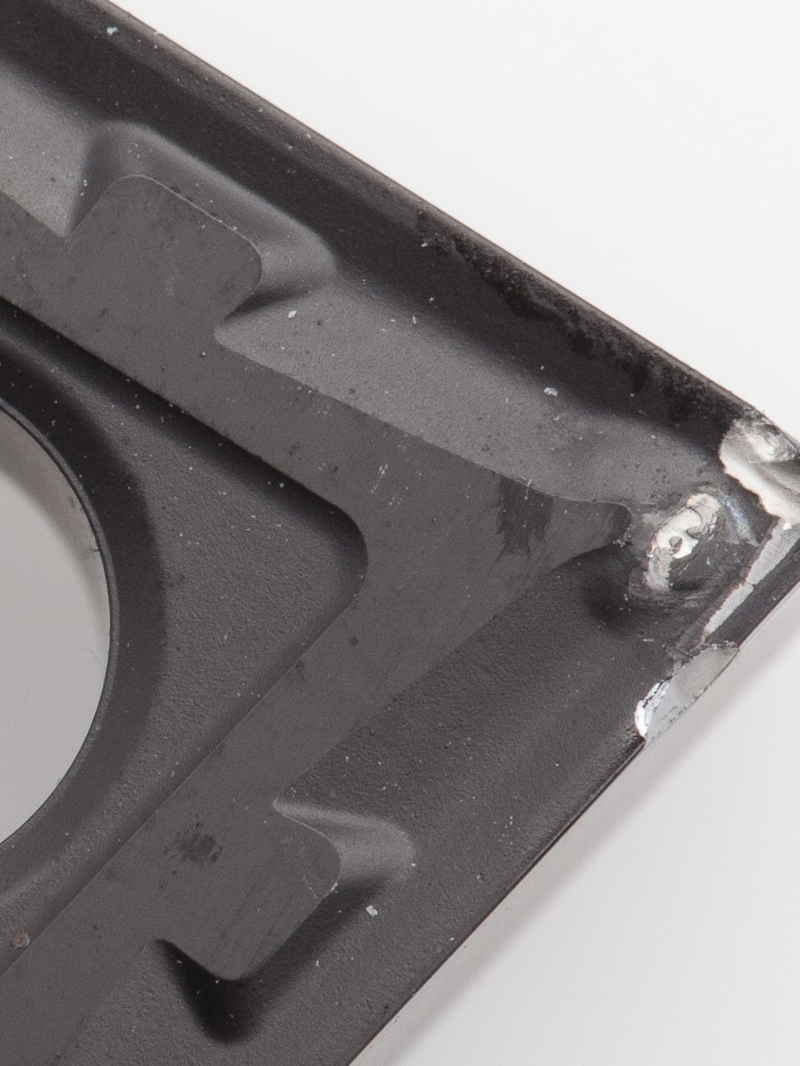
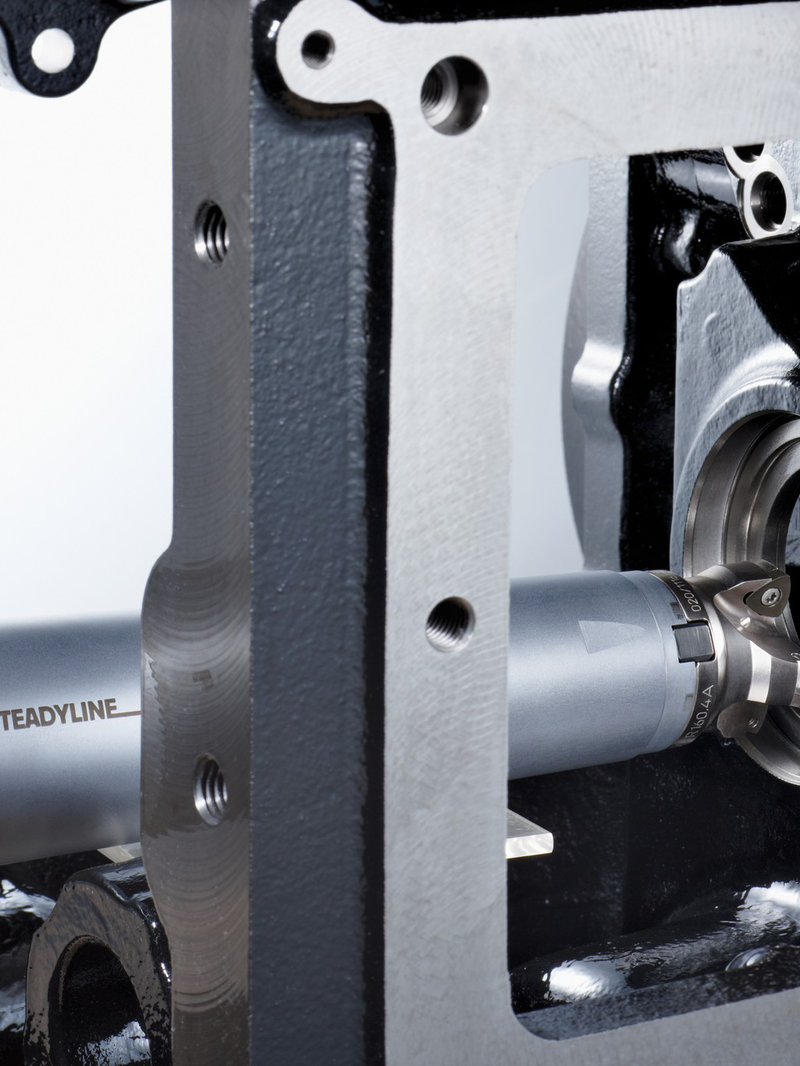
制造挑战 5:
枢轴轴承位置
![]()
关键制造问题
- 实现出色的表面光洁度和尺寸公差。
- 避免使用需要复杂调整的昂贵精密轴承刀具。
- 消除与热相关的工件尺寸变形。
- 在航空航天加工中保持可预测的刀具磨损。
- 克服角度固定零件的编程难题。
此操作面临的挑战
- 在航空航天加工中实现适当的表面光洁度和严格的尺寸公差。
- 避免昂贵的精密镗削刀具和复杂的调整。
- 避免工件因热而变形。
- 实现可预测的刀具磨损。
- 克服在角度方向上编程和加工的困难。
山高解决方案
- 为航空航天加工中的高性能车削创建可靠的刀具解决方案。
- 在具有挑战性的材料上实现快速、精确的镗削。
Seco-Capto 刀座
TS2000 硬质合金/金属陶瓷刀片,带 PVD 涂层和 MF1 槽型
如果您想联系我们的航空航天专家
点击此处联系我们