Voita turbiinin osien jyrsinnän haasteet
Erikoistyökalut, jotka on suunniteltu ratkaisemaan ainutlaatuiset haasteet ja tiukat toleranssivaatimukset valmistettaessa suihkuturbiinin osia ja niihin liittyviä komponentteja.Vika ei ole vaihtoehto, kun on kyse turbiinisiipien levyistä, joita käytetään sekä lentokoneiden suihkumoottoreiden kuumassa että kylmässä osassa. Vaikka näiden komponenttien työstö vaatii täydellisyyttä toleransseissa ja pinnalaadussa, on myös saavutettava lyhyitä läpimenoaikoja, jatkuvasti muuttuvia malleja ja haastavia uusia materiaaleja, koska moottoreiden ja lentokoneiden OEM-valmistajat pyrkivät vähentämään polttoaineen kulutusta ja CO2-päästöjä.
Kaikkien näiden esteiden voittamiseksi ja kannattavuuden ylläpitämiseksi sinun on optimoitava jokainen turbiinisiipien lautasen koneistukseen liittyvä toimenpide – mukaan lukien esijyrsintä, lohenpyrstöjen avennuksen, urituksen, reunan profiloinnin sekä rouhinta- että viimeistelysorvaus. Täydellinen prosessin optimointi saavutetaan vain, kun teet yhteistyötä työkalutoimittajan, kuten Secon, kanssa, joka hyödyntää laajaa ilmailu- ja avaruussovellusten kokemusta tarjotakseen työkaluja ja koneistusstrategioita, jotka on kehitetty erityisesti turbiinisiipien levyjen työstöön.
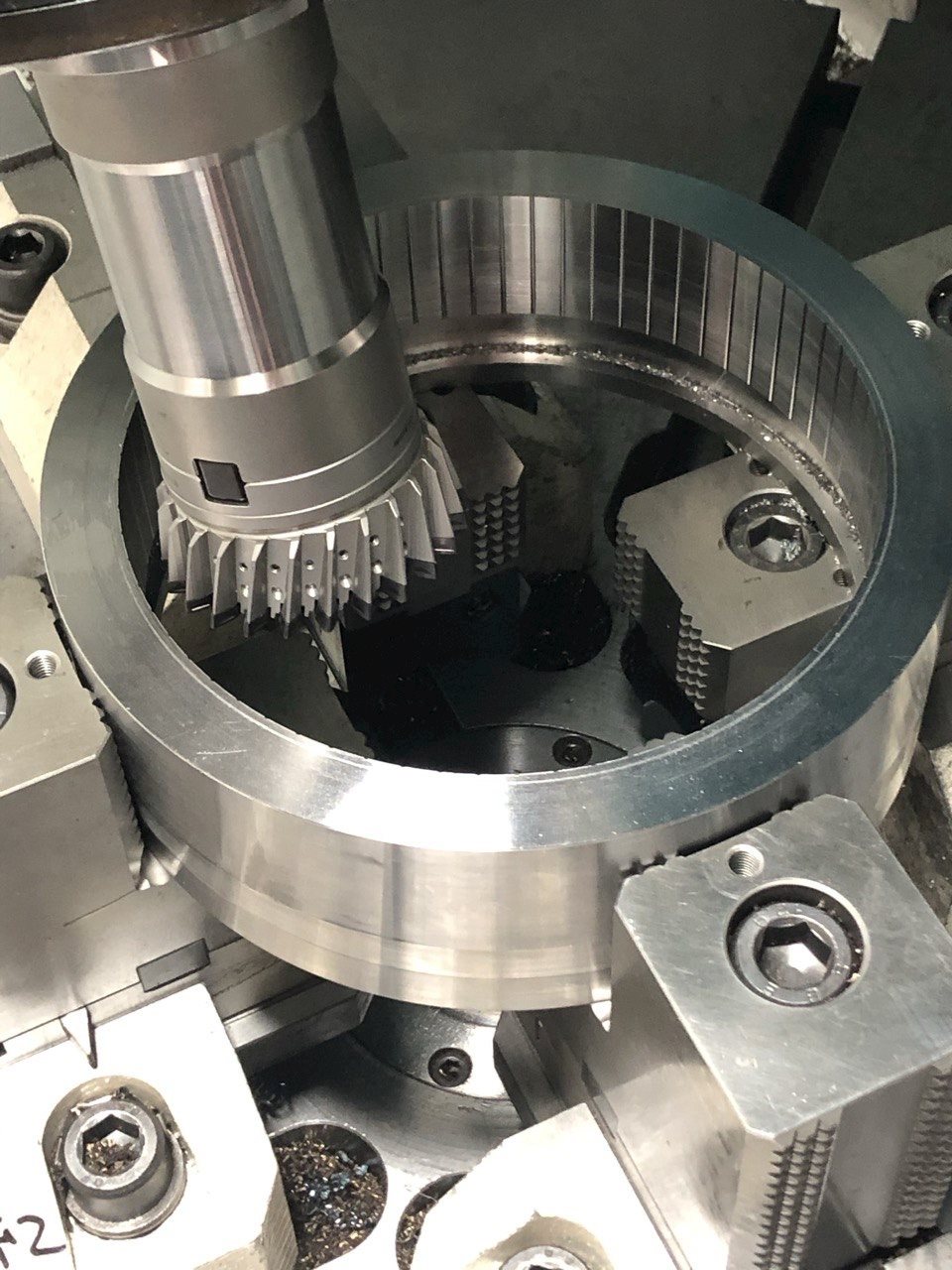
Turbiinisiipien esijyrsinnässä modernit tehokkaat Secon jyrsimet sekä lohenpyrstöjen ja kuusien erityiset profiilijyrsimet mahdollistavat ajan, kustannusten ja riskien tasapainon. Työkaluilla saavutetaan suuri lastuvirta lyhentäen sykliaikoja aiheuttamatta rasitusta turbiinisiipien levyn pohjamateriaaliin. Samalla ne vähentävät myös kääntöterän rikkoutumisen, osien vaurioitumisen ja romun riskiä.
Ilmailu- ja avaruusteollisuuden OEM-valmistajilla on usein ennalta määrätyt turbiinisiipien kiekkojen työstörutiinit, joita on käytettävä. Yksi on turbiinisiipien kiinnityslevyjen lohenpyrstöprofiilin avaus. Näissä tapauksissa korkealaatuiset Secon räätälöidyt työkalut ja kääntöterät, kuten yksihampaiset avarrustangot, sekä edistyneet CNC-ohjelmointistrategiat mahdollistavat erittäin tiukkojen toleranssien ja tiukkojen pinnanlaadun saavuttamisen nopeammin lyhyemmässä ajassa.
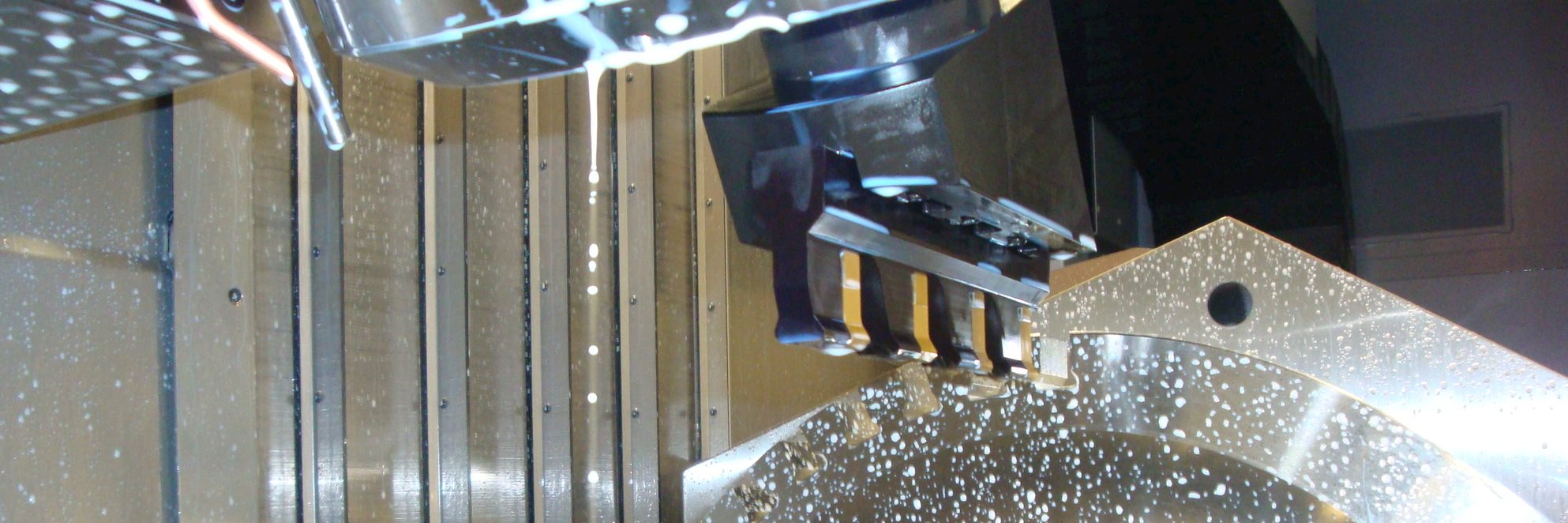
Tyypillisesti erikoiskoneilla useilla prosesseilla tuotetut turbiinisiipien levypyörärihlat tehdään tehokkaammin ja tarkemmin CNC-jyrsintä/sorvaus työstökeskuksissa. Tämä strategia yhdessä monitoimikoneissa käytettäviksi suunniteltujen Seco-työkalujen kanssa eliminoi erikoiskoneiden ja aikaa vievien asetusten tarpeen prosessoinnin joustavuuden ja ongelmattoman turbiinisiipien levykiilojen valmistuksessa.
Sen lisäksi, että manuaalinen kiekkojen purseenpoisto lisää huomattavasti työstöaikaa, se lisää tyntekijöiden tapaturmien ja virheiden riskiä. Secon jäysteenpoistotyökalut varmistavat täydellisen pääsyn kaikkiin turbiinisiipien osiin, joten sen voi suorittaa luotettavana ja johdonmukaisena työnä CNC-ohjattavalla työstökoneella.
Turbiinin siipien levyjen rouhinta ja viimeistelysorvaus ovat kriittisiä toimintoja. Mahdolliset virheet toleranssissa tai pinnanlaadussa tässä vaiheessa voivat lisätä valmistusaikaa tai mikä vielä pahempaa, erittäin kalliin osan romuttamista. Tämän estämiseksi Secon keraamiset, PCBN- ja kovametalliterät, joissa on edistynyt geometria, sekä korkeapaineinen jäähdytysneste optimoivat lastunhallinnan vähentäen koneistuksen keskeytyksiä, pidentää terien käyttöikää ja parantaa prosessin turvallisuutta. Nämä edut mahdollistavat toleranssien pitämisen ja täydellisen osien pinnanlaadun ilman monimutkaisia koneistus- ja tuotantostrategioita.
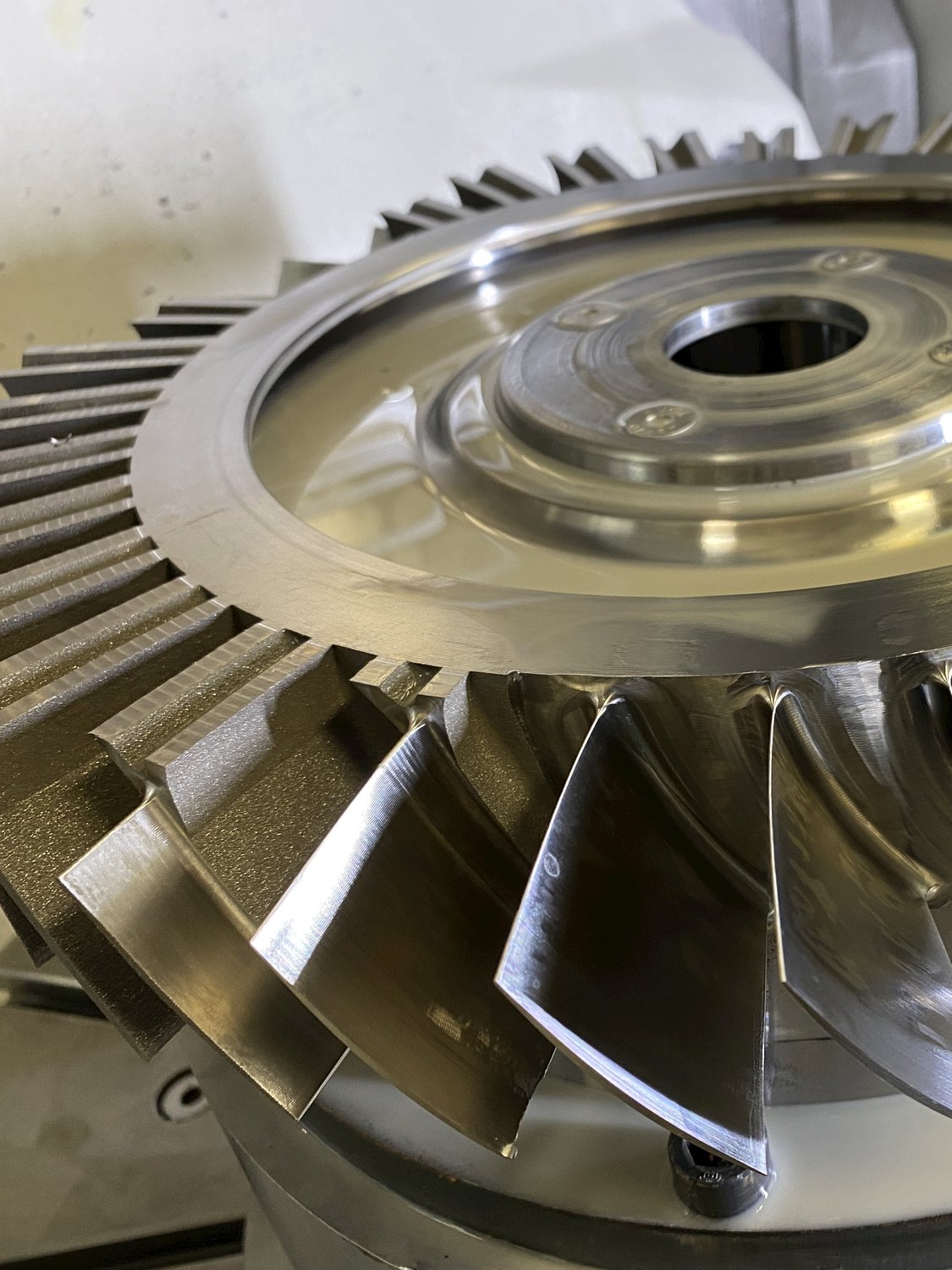
Suihkumoottoreiden turbiinien siipilevyjen valmistukseen liittyvät tärkeimmät työstötoiminnot ovat lohenpyrstöjen ja kuusien esijyrsiminen, lohenpyrstön urien aukaiseminen, hammaspyörien liuku-urat, reunaprofilointi, rouhinta- ja viimeistelysorvaus. Kaikki prosessit edellyttävät erittäin tiukkojen toleranssien säilyttämistä ja määrätyn pinnanlaadun aikaansaamista samalla kun vältetään lämmön muodostuminen, joka voi vaikuttaa perusmateriaalin eheyteen. Näiden peräkkäisten työstöoperaatioiden edetessä ajan ja vaivan investointi lisää merkittävästi osan arvoa, joten milloin tahansa voit parantaa kunkin toimenpiteen nopeutta ja tehokkuutta, lyhennät toimitusaikaa ja lisäät kannattavuutta.
Turbiinin siipien kiinnitykset voivat vaatia 45 - 135 lohenpyrstöä/kuusia, joiden työstöaika riippuu kiekon paksuudesta. Kiekkojen lohenpyrstöjen ja kuusien naarasprofiilit vastaavat turbiinin, kompressorin ja tuulettimen siipien urosprofiileja. Esijyrsityissä levyissä edistynyt Seco korkean suorituskyvyn täyskovametalliset varsijyrsimet, sekä lohenpyrstöjen ja kuusien erikoisjyrsimet mahdollistavat ajan, kustannusten ja riskien tasapainon jyrsinnässä. Jyrsimet tarjoavat korkean lastuvirran lyhentäen sykliaikoja aiheuttamatta rasitusta levyn pohjamateriaaliin. Samalla ne vähentävät myös työkalun rikkoutumisen, osien vaurioitumisen ja romun riskiä. Lisäsäästöjä ja pidemmän käyttöiän saavuttamiseksi Secolla on teroitus- ja kierrätyspalvelu lohenpyrstötyökaluille.
Vaikka useat valmistajat ovat siirtyneet täyskovametallisiin muotojyrsimiin, monet vielä rouhivat ja puoliviimeistely suoritetaan aventamalla. Näissä tapauksissa korkealaatuisten räätälöityjen työkalujen ja terien, kuten yksihampaisten avennintankojen, sekä Secon edistyneiden CNC-avennuksen strategioiden yhdistelmä mahdollistaa erittäin tiukkojen toleranssien ja tiukkojen pinnanlaadun saavuttamisen paljon nopeammin
Ilmailu- ja avaruusteollisuuden valmistajat käyttävät turbiinin siipien valmistamiseen joko erityisiä hammaspyöräkoneita tai valitsevat koneistuksen monitoimikoneessa. Kun koneistetaan erityisissä koneissa, Seco hammaspyöräratkaisut voivat lyhentää sykliaikoja merkittävästi suurierätuotannossa. Tällaisiin erikoiskoneisiin liittyy kuitenkin suurempia alkupääomainvestointeja ja asennuksen väistämättömiä tuotannon pullonkauloja. Ne lisäävät myös toisen koneen turbiinin siipien levyjen kokonaisvalmistusprosessiin, mikä lisää asetusvirheiden riskiä ja kuluttaa samalla arvokasta tuotantoaikaa.
Vaihteistoturbiinin siipilevyt monitoimikoneissa, joissa on Seco-vaihteistotyökalut, lisäävät osien koneistuksen joustavuutta ja eliminoivat aikaa vievät asetukset, joita tarvitaan useiden koneiden toimintoihin. Vähemmillä asetuksilla pienennetään merkittävästi työstö- ja toleranssivirheiden riskiä.
Kaikki epäjohdonmukaisuudet turbiinin siipilevyjen purseenpoistossa/reunaprofiloinnissa voivat johtaa osien rikkoutumiseen ja katastrofaalisiin seurauksiin. Vastaavasti voit suorittaa tehtävän koneellisti CNC-ohjattuna Seco engineered edge profile tooling. Toisin kuin aikaa vievä, epäjohdonmukainen, työntekijöille haitallinen manuaalinen purseenpoisto, MEP poistaa ihmiset yhtälöstä ja se tapahtuu koteloidussa koneessa. Osa pysyy jigissä aiempien toimintojen jälkeen vertailupisteiden säilyttämiseksi, luotettavuuden ja korkean laadun varmistamiseksi samalla kun käyttäjien terveys ja turvallisuus säilyvät.
Manuaaliseen purseenpoistoon liittyvät laite- ja aikainvestoinnit siirtyvät sitten olemassa olevien laitteiden työkaluihin. Seco MEP -työkaluilla saat täydellisen saavutettavuuden – ylhäältä, alhaalta tai eri säteitä pitkin – joten yksikään reuna ei jää huomioimatta.
Työkappaleen materiaalista riippuen ilmailuteollisuuden valmistajat käyttävät joko keraamisia tai kovametalliteräpaloja karkeasorvauksessa. Molemmissa tapauksissa lastunhallinta on oleellista tuottavuuden maksimoimiseksi. Korkeapaineisen jäähdytysnesteen sekä oikein ohjelmoitujen Secon keraamisten- tai kovametallikääntöterien yhdistelmällä saavutetaan tehokkas lastunhallinta. Näin säröily ja terämurtumat vähenevät, mikä minimoi prosessiin puuttumisen ja maksimoi prosessiturvallisuuden.
Suihkumoottorin turbiinien siipien levyjen viimeisteltyjen pintojen epätasaisuudet voivat kasvaa vaarallisiksi murtumiksi ja osien rikkoutumiseksi. Viimeistelysorvauksen on täytettävä tiukat toleranssit ja tuotettava täydellinen pinnanlaatu ilman liiallista lämmönmuodostumista. Näiden haasteiden voittamiseksi Seco tarjoaa edistyksellisiä PCBN- ja kovametallityökaluja jotka on suunniteltu erityisesti näihin työstöstrategioihin.
Ilmailualan valmistajana arvostat työkalutoimittajiasi kumppaneina ja tuottavien työkalujen lähteenä. Secon lisäpalvelut parantavat entisestään tämän suhteen laatua ja sen arvoa sinulle. Secon palveluihin kuuluvat työkalujen kunnostus/uudelleenteroitus, konsultointi, joka auttaa prosessien optimoinnissa sekä tarvittavien työkalujen luotettavissa toimituksissa. Työkalutoimittajan on tarjottava kokonaisvaltainen lähestymistapa työstöarvoihin, koneisiin, kiinnityksiin ja ohjelmointiin auttaakseen valmistajia optimoimaan koko prosessinsa ja saavuttamaan maksimaalisen tuotantoarvon.
Jos haluat ottaa yhteyttä johonkin ilmailualan asiantuntijoistamme, ota yhteyttä tästä