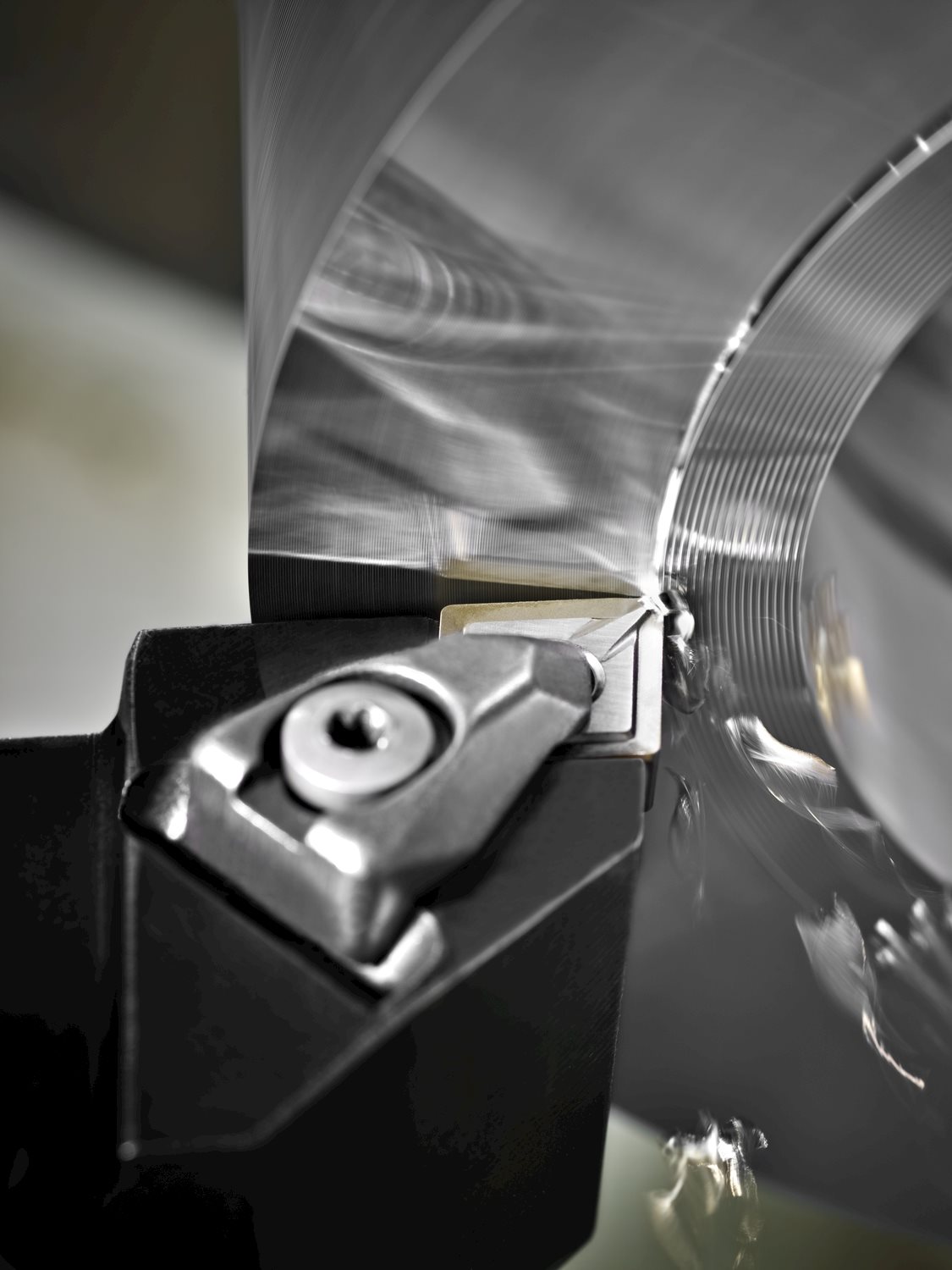
Takım Geometrileri İşleme Farkı Yaratır
Uygulama açısından neyin başarılabileceğini belirleyen takımların geometrileridir.
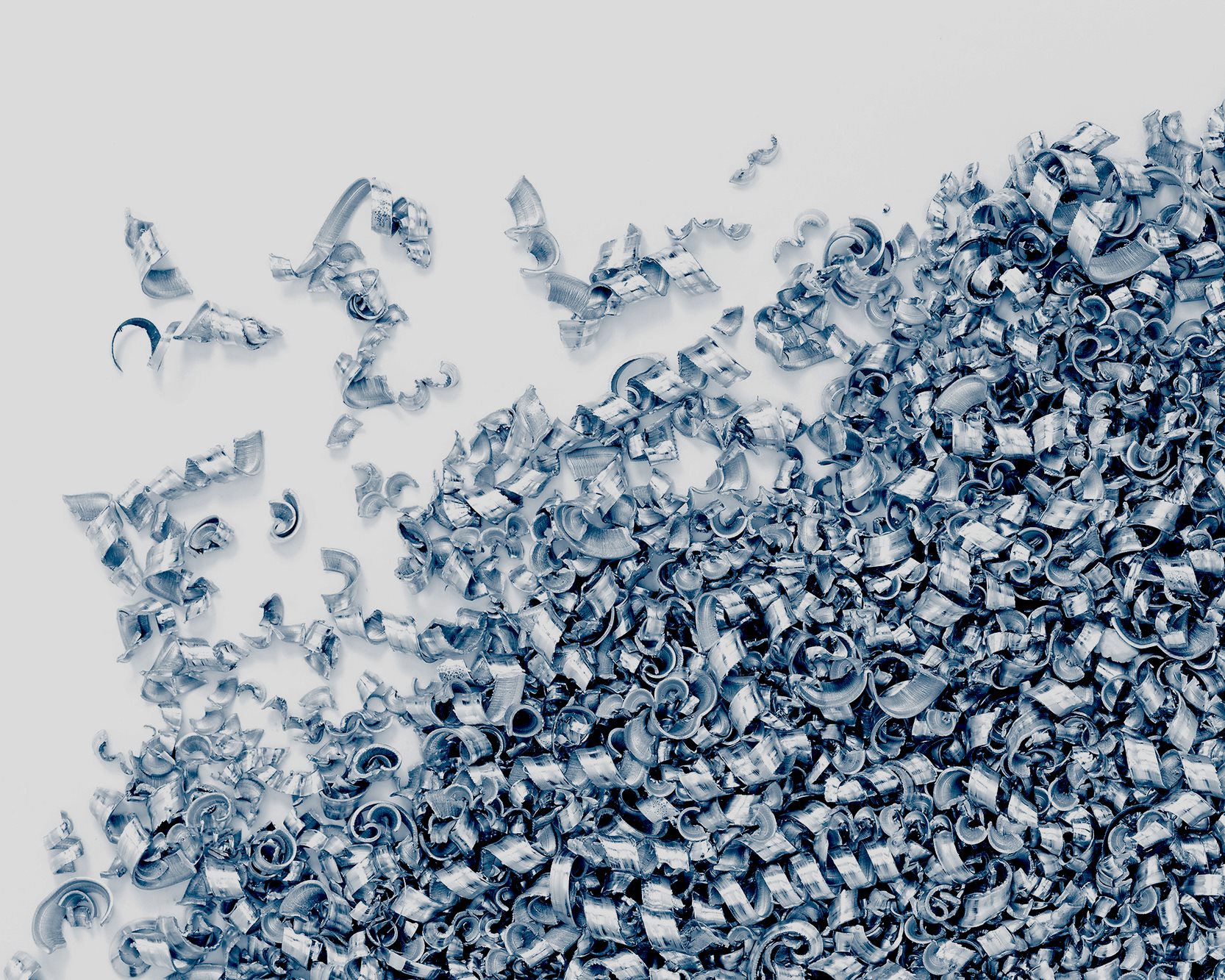
Bir atölye, bir işleme sürecinin tüm temel unsurlarına sahip olabilir - doğru takım tezgahı yetenekleri, uygun takım tutma ve parça sıkıştırma ve... yerinde, ancak uygulama için yanlış takımgeometrisini seçtiyse, optimize edilmiş parça üretimine ulaşmak mümkün değildir. Takım geometrileri kritik öneme sahiptir, çünkü bunlar takım ömrünü, talaşkontrolünü, kenar stabilitesini ve mikro kesme özelliklerini doğrudan etkiler ve bunların hepsi de genel işleme maliyetlerini etkiler.
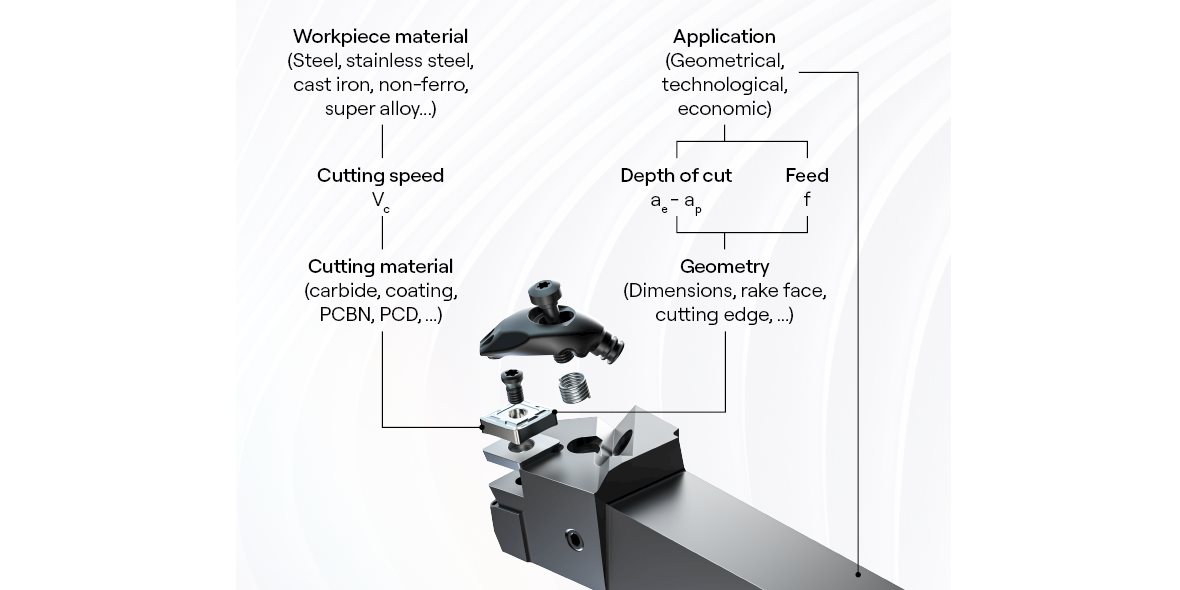
Kesici takımların seçimi öncelikle işlenmesi gereken iş parçası malzemesine dayanır. Ancak iş parçası malzeme özellikleri ve takım özelliklerinin birlikte çalışması gerekir. İkisinin bir bağlantısı olmalıdır ve bu hız, ilerlemeve kesme derinliği gibi kesme koşullarıyla tanımlanır. Kesme hızı, iş parçası malzemesi ile kesme malzemesi arasındaki bağlantıdır; kesme ve ilerleme derinlikleri, takım geometrisini uygulama tipine bağlar ve bazılarına iş parçası malzemesini de uzatır.
Bir takımın formu ve şekli ile boyutları onun geometrisidir ve geometrinin çeşitli unsurlar içerdiğini belirler.
Önemlerden biri son çizginin eğimi, şekli ve boyutudur. Kesme kenarı ne kadar uzun olursa, kullanılabilecek kesme derinliği de o kadar derin olur. Kesme kenarı çizgileri kaba işleme geometrileri için daha uzun, ince talaş işleme operasyonları için daha kısadır. En son geometrinin bir başka yönü de mikro ölçekte görünüşüdür. Bu seviyede, kesme kenarı çizgileri düz veya kavislidir, düz veya eğiktir ve “kalın veya ince” dir.
Geometrinin diğer elemanları tırmık yüzü, kesme noktası, boşluk yüzü ve geçiş (T) arazisidir. Tırmık yüzü konumlandırma geometrisi, son kenar çizgisini oluşturmak için geçen iki ovalıktan biridir. Talaşın oluştuğu şekliyle üzerinde kayacağı ve tahliye edileceği takım kısmıdır; kesme noktası tipi, konumu ve geometrisi ise işlemde ana kesme kenarının işlenen parça seviyesinde bittiği yerdir. esasen yüzey. Açık yüz konumu geometrisi, kesme kenarı çizgisini oluşturmak için kesişen iki düzlükten ikincisidir. Açık yüz konumu ikili bir amaca hizmet eder: kesici kenarın iş parçası malzemelerine nüfuz etmesini mümkün kılmak ve kesici kenara stabilite sağlamak.
Tırmık yüzü ile kesme kenarı çizgisi arasında T-land bulunur. PCBN ve seramik araçlarında, uygun T-Land geometrisi başarı ve başarısızlık arasındaki fark olabilir. Bu kesme malzemelerinden yapılmış ancak yanlış T-Land geometrisi ile birleştirilmiş uçları kullanmak, takımı birkaç saniye içinde yok edecektir.
Gerçek işlemede, kesme kenarı geometrisi söz konusu olduğunda da üç ayrım vardır. Bunlar nominal, gerçek ve etkili geometridir.
Nominal kesici kenar geometrisi, kesici kenar konumlandırmasına göre bir kesici takımın (düz tırmık yüzlü) Birleşik tırmık yüzü geometrisidir. Bu pozisyonlar negatif, nötr ve pozitif en son konumlardır.
- Daha yüksek süneklik ve yapıştırma eğilimi olan iş parçası malzemeleri ve uygun kesme koşullarında daha düşük ilerlemeve kesme derinlikleri (son işlem) içeren işlemler için pozitif son teknoloji geometrileri önerilir.
- Negatif son teknoloji geometrileri, daha yüksek sertliğe ve aşındırıcılığa sahip malzemeler ve daha yüksek ilerleme ve kesme derinliğine (pürüzlü) sahip işlemler için uygundur.
- Nötr kesme geometrileri, kesme kenarının şeklinin dişleme, form profilleme ve diğer işlemlerde olduğu gibi işlenmiş yüzeye tam olarak yansıtılması gerektiğinde önerilir.
Modern bir kesici takım , düz olmayan tırmık yüz geometrisinin (talaş kırma geometrisi), son teknoloji geometrisinin (kesme kenarı işlemi) ve T-Land geometrisinin bir bileşimi olan gerçek bir kesme geometrisine sahiptir. Bununla birlikte, kesme koşulları ve takımınkesme verileri bilinmiyorsa, gerçek kesme geometrisi hakkında hiçbir şey söylenemez, çünkü bu belirli bir gerçek değildir, ancak takımın nasıl kullanıldığına bağlı olacaktır.
Bir takımın etkili geometrisi, kesme kenarının işleme işlemi sırasında nasıl çalışacağını belirleyen “sanal” bir geometridir. Bu davranış kesme koşullarından etkilenir - ağır iş işleme, sert işleme, mikro işleme vb. - ve süreç sırasında gerçek kesme verileri.
Inline Content - Gridded Links
Tags: 'geometry_factor'
Max links: 1
Takımın kendisi (malzeme, form ve şekil) ve kesici kenarının nasıl konumlandırıldığı, etkili takım performansında rol oynar. İyi bir takım geometrisi, düzgün kullanılmazsa kötü sonuçlar verir ve aynı şey doğru kullanılan yanlış takımgeometrisi hakkında da söylenebilir. Geometri yanlışsa, işleme işlemi baştan zarar görür.
Teori ve pratik arasında ayrım yapmak için, geometri bir kesme kenarının nasıl göründüğü, ne kadar büyük olduğu, yarıçapı, pah tipi vb. Ancak eşit olarak, daha fazla değilse, önemli olan, bu kesme kenarının nasıl konumlandırıldığıdır, yani kesme hareketiyle ilgili olarak hangi yönde tutulduğu anlamına gelir.
Kesici kenar konumlandırma tamamen güç ve stabilite ile ilgilidir. Bir kesici kenarı doğru bir şekilde konumlandırmak için, atölyeler takımın malzemesini, karmaşıklığını (bir kenar, iki kenar) ve geometrisini bilmelidir, çünkü optimum konumlandırma / takım kelepçeleme bu faktörlere bağlı olarak değişecektir.
Kesici kenar bir takıma , takım ise tebağlıdır. Bu bağlantı doğru, güçlü ve istikrarlı olmalıdır. Bir atölye doğru kesici geometrisine sahip olabilir ve kesici kenarı bir tutucuda doğru bir şekilde konumlandırılabilir, ancak bu tutucunun aşırı tükenmesi varsa, tüm işleme işlemi başarısız olur.
Bir takım geometrisinin her bir özelliği, takım ömrü, talaş kontrolü veya kenar stabilitesi için bir amaca hizmet eder. Bu özellikler, uç şekli ve boyutlarını; kesici kenar uzunluğunu; birincil ve ikincil kesici kenarları; kesme noktasının konumu ve geometrisini; kenar çizgisi, tırmık ve boşluk yüz konumunu; kesici kenar açısını; tırmık yüzü geometrisini ve mikro kesici kenar geometrisini içerir.
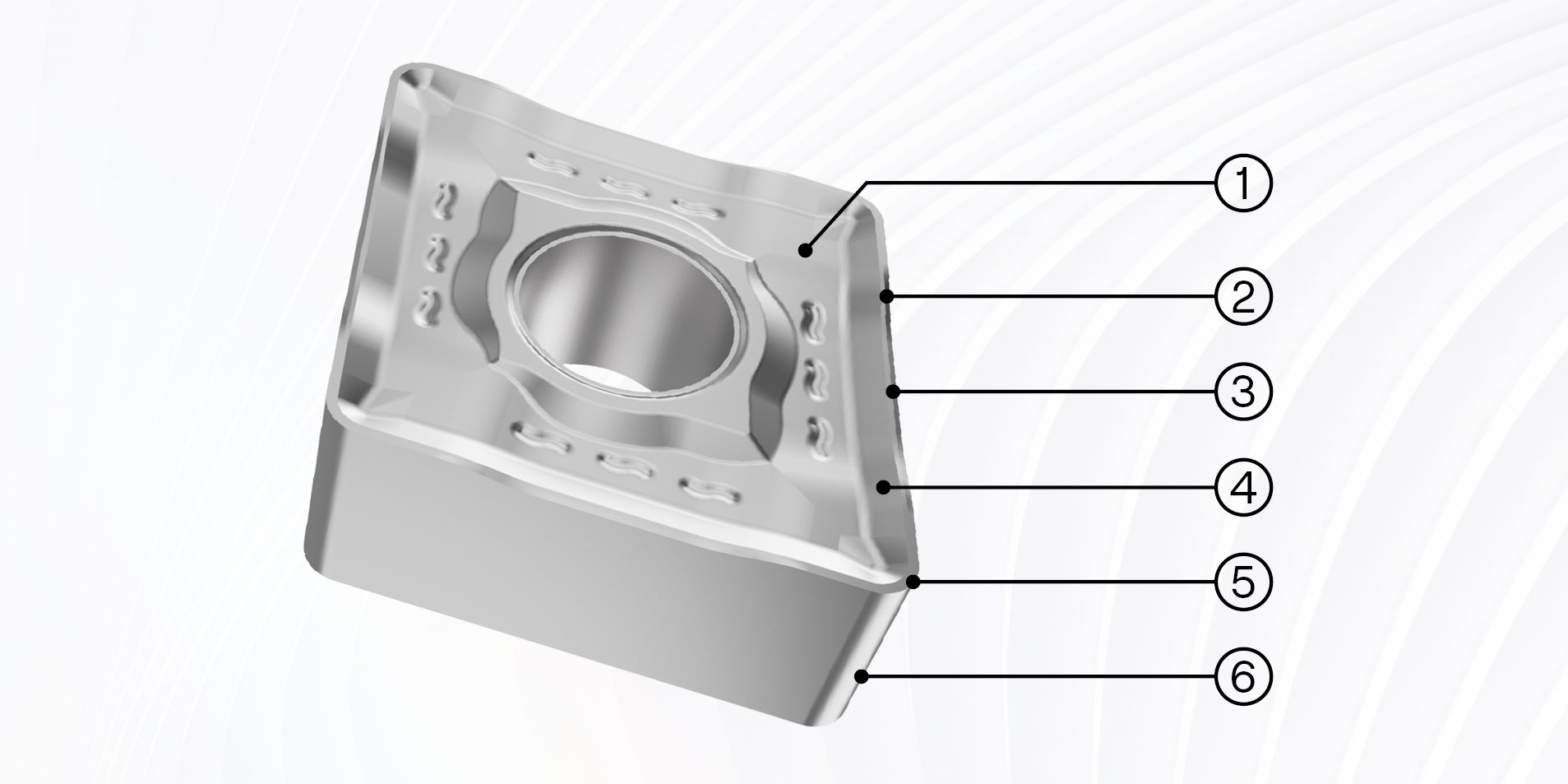
- Kesme kenarı taşıyıcısının genel şekli ve boyutları
- Kesme kenarı çizgisi tipi ve konumu
- Kesme kenarı geometrisi
- Tırmık yüzü konumu
- Kesme noktası tipi ve geometrisi
- Boşluk yüz konumu geometrisi
- Tırmık yüzü, boşluk yüzü ve noktası ile tanımlanan bir parçanın global şekli , takım mukavemeti üzerinde büyük bir etkiye sahiptir. Takımın nokta açısı ne kadar büyükse, takım kırılmaya karşı genel direnci de o kadar yüksektir.
- Kesici kenarın uzunluğu, takımın alabileceği maksimum kesme derinliğini belirler.
- Bir takımın birincil kesici kenarı gerçek işleme işlemini gerçekleştirir. Bu kenar kesme noktasında biter ve bunun ötesine uzandığında, ikincil kesme kenarı olarak adlandırılır - kazıyıcı veya silecek kesme kenarı olarak da adlandırılır. İkincil kesme kenarı, nokta geometrisi ve ilerleme ile birlikte iş parçası yüzey cilası kalitesini önemli ölçüde etkiler.
- Kesme noktasının mukavemeti daha yüksek kesme koşulları sağlar. Daha güçlü noktalar daha büyük kesme derinlikleri ve daha yüksek ilerleme sağlar.
- Kenar çizgisi, tırmık ve boşluk yüzü konumu, en son teknolojiye sahip bir çizginin konumlandırılmasını sağlar. Buna eğim açısı (veya sarmal açı) denir ve kesme kenarı açısının kesme yönüne kıyasla nasıl yönlendirildiğini kapsar. Bu geometrik eleman, işlemin güvenilirliği ve kesme basıncı için takım ömrü için taoluşumunu etkilemek için kullanılır.
- Kesici kenar açısı, kesici kenarların nasıl konumlandırılacağını da tanımlar. Uç açısı veya kesici kenar açısı, takımla kullanılan ilerlemekarşılaştırıldığında bir kesici kenarın konumlandırılmasıdır.
- Tırmık yüzü geometrisi, talaşların nasıl oluştuğunu ve boşaltıldığını etkiler . Bu bağlamda, uygulamaya atıfta bulunan keskin, orta ve güçlü geometriler vardır. İnce veya keskin bir geometri sonlandırma, ortalama çalışma için orta geometri ve kaba işleme uygulamaları için güçlü bir geometri içindir.
- Mikro son teknoloji geometrisi çok küçüktür ve son teknoloji hattında görülen aşınma nedeniyle işleme sırasında değişir.
Bir geometrinin davranışı, takımın kullanıldığı kesme koşullarına bağlıdır. Bir koşul kümesinden diğerine, bir takımın davranışı ve performansı geometrisi değişmemiş olsa bile değişecektir. Bu kesme koşulları arasında nötr kesme geometrileri, pozitif kesme geometrileri ve negatif kesme geometrileri bulunmaktadır.
Nötr kesme geometrisi, etkin tırmığın sıfır derece olduğu ve kesme yönü ile kesme tırmığı arasındaki açının 90 derece olduğu anlamına gelir. Belirli bir mukavemete sahip takım ile kesme işleminin kendisi arasında, kesme kenarına işleme yükleri koyan bir denge vardır.
Pozitif kesme geometrisi, kesme yönü ile kesme tırmığı arasındaki açının 90 dereceden büyük olması ve böylece pozitif etkili bir tırmık oluşturmasıdır. Bu, yeni denge noktasının takıma etki eden yüklerin daha düşük olduğu, ancak takımın yüklere dayanma kabiliyetinin de azaldığı anlamına gelir. Pozitif kesim, kolay kesme uygulamalarında veya takım üzerindeki yüklerin daha sığ kesme derinlikleri ve daha düşük ilerlemelerde olduğu gibi daha düşük olduğu durumlarda etkilidir.
Negatif kesme işlemleri, kesme yönü ile kesme tırmığı arasındaki açı 90 dereceden az olduğunda gerçekleşir. Bu uygulama, kesme kenarına etki eden yüksek yükler beklendiğinde kullanılır.
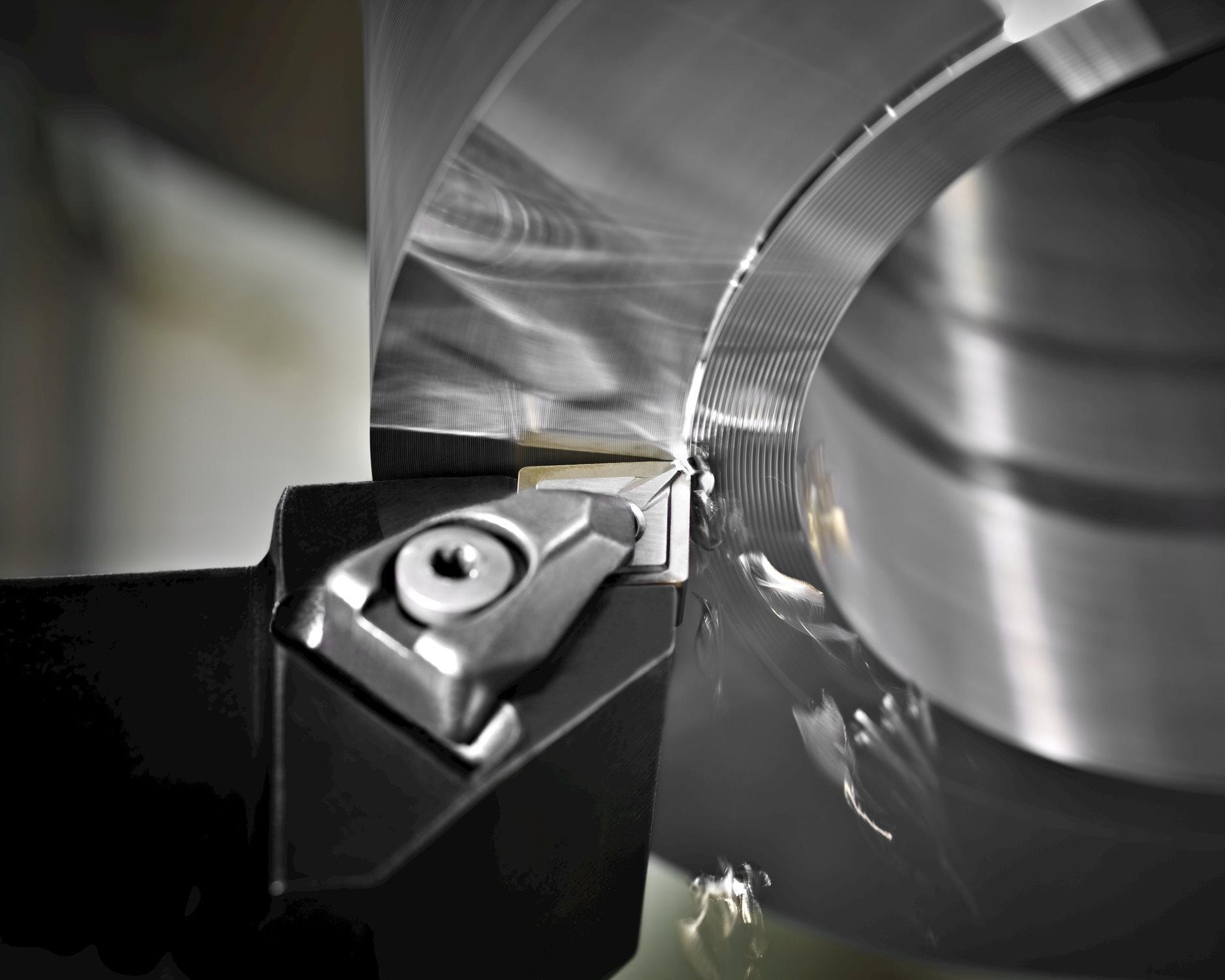
Hangi takımın yapıldığı önemli olsa da, uygulama perspektifinden neyin mümkün olduğunu belirleyen şekilleri veya geometrileridir. İşleme için iyi işleyen bir takım belirlemek iki şeydir: Birincisi, ktakım malzemesi ve iş parçası malzemesinin kombinasyonunun dengede olması gerekir ve dengeleme elemanı kesme hızıdır.

İkincisi, uygulama ve kesme geometrisinin de dengede olması gerektiğidir . Bu ikinci nedenle, atölyelerinen son geometriler ve işleme süreçlerini optimize etmede tüm farkı nasıl yarattıkları hakkında bilgi sahibi olmaları gerekir.
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64