จะเลือกเกรดงานกัดให้เหมาะกับโลหะที่ไม่ใช่เหล็กได้อย่างไร?
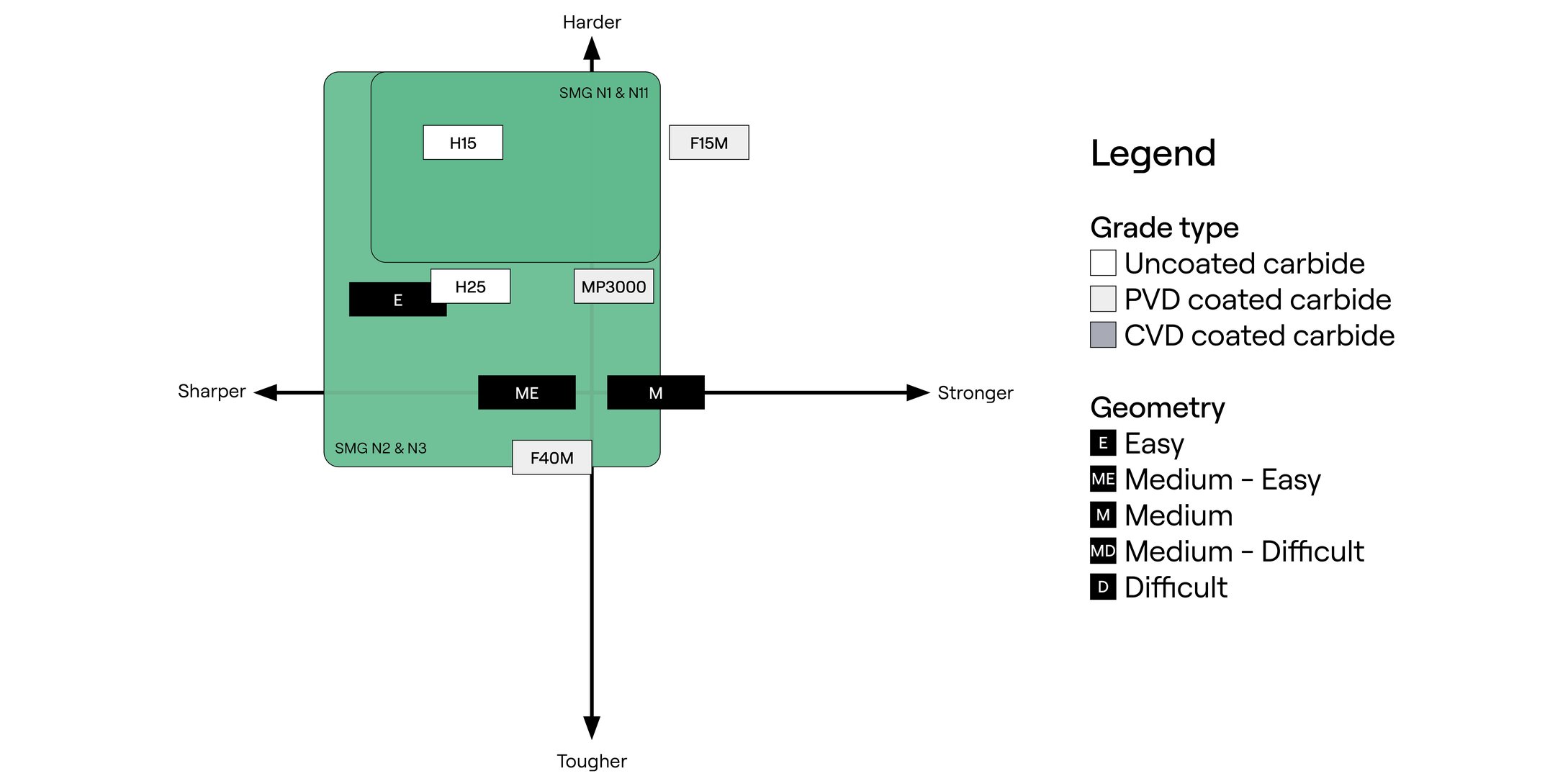
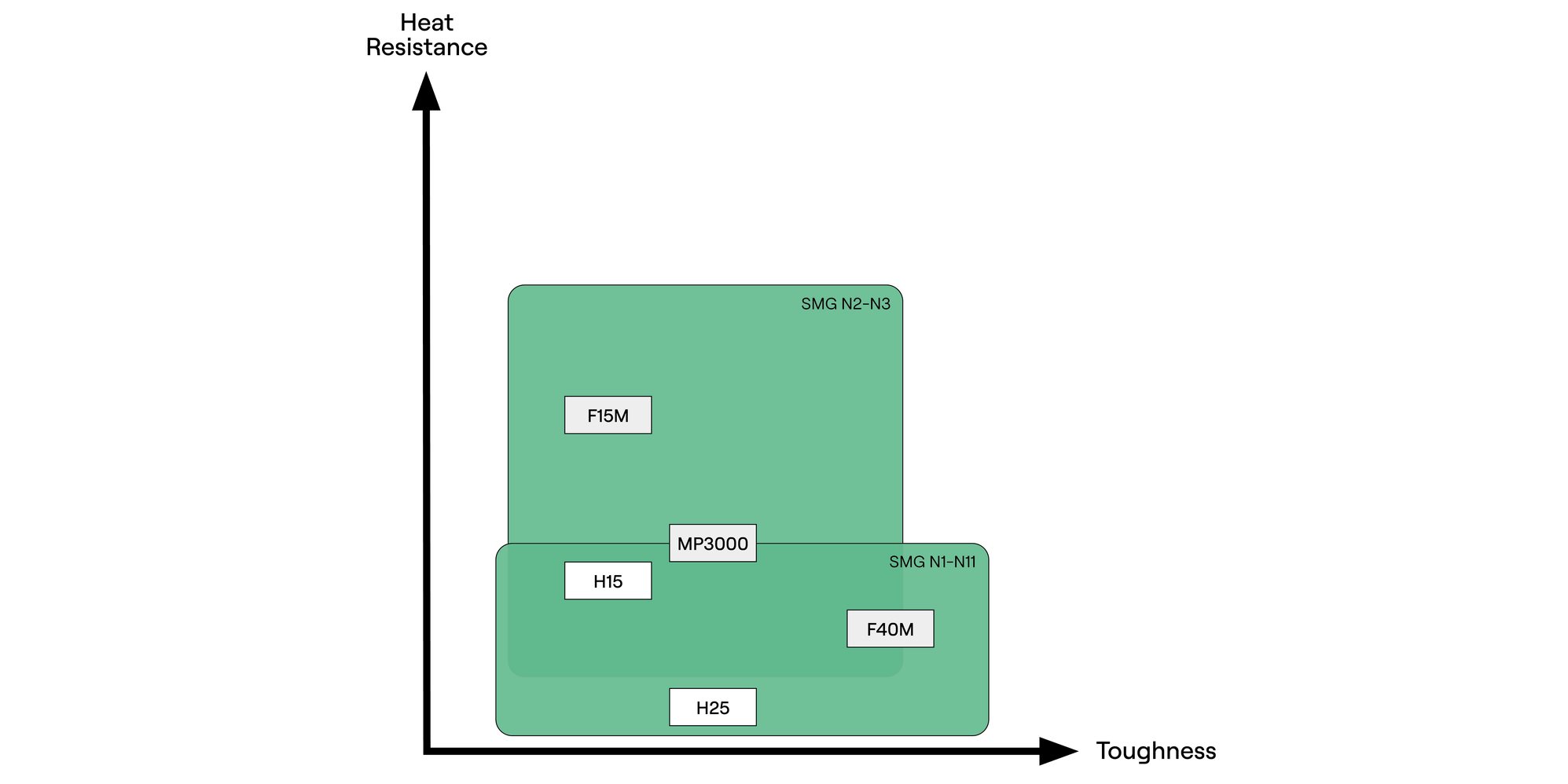
แผนผังเกรดงานกัดโลหะที่ไม่ใช่เหล็ก และวิธีเลือกเกรดที่เหมาะสมSMG N (โลหะที่ไม่ใช่เหล็ก) แบ่งออกเป็น 5 กลุ่มย่อย เพื่อจับคุณลักษณะเฉพาะของวัสดุและลดความซับซ้อนของวัสดุเฉพาะทุกประเภท
ขึ้นอยู่กับการใช้งานของเกรด ตัวเลือกแรกและตัวเลือกรองจะถูกจัดเตรียมไว้สำหรับแต่ละกลุ่มย่อย นี่คือคำแนะนำเกรดเริ่มต้นซึ่งสามารถปรับให้เหมาะสมโดยขึ้นอยู่กับการใช้งาน โดยอ้างอิงตามแผนผังเกรดที่กล่าวถึงด้านล่าง
|
SMG
|
คำอธิบาย
|
ค่าอ้างอิง
|
ตัวเลือกแรก
|
ตัวเลือกรอง
|
|
N1
|
อะลูมิเนียมอัลลอย,
Si < 9%
|
AW-7075
|
ไม่เคลือบ: H25
เคลือบผิว: F15M
|
ไม่เคลือบ: H15
เคลือบผิว: MP3000
|
|
N2
|
อะลูมิเนียมอัลลอย,
9% < Si < 16%
|
AC-44200\nSi = 12%
|
ไม่เคลือบ: H15
เคลือบผิว: F15M
|
ไม่เคลือบ: H25
เคลือบผิว: F15M
|
|
N3
|
อะลูมิเนียมอัลลอย,
Si >16%
|
AlSi17Cu5
|
ไม่เคลือบ: H15
เคลือบผิว: F15M
|
ไม่เคลือบ: H25
เคลือบผิว: F15M
|
|
N11
|
อัลลอยทองแดง
|
CW614N
|
ไม่เคลือบ: H25
เคลือบผิว: MP3000
|
ไม่เคลือบ: H15
เคลือบผิว: F40M
|
ดูเนื้อหานี้โดยละเอียด
ดูกลุ่มผลิตภัณฑ์ของเรา
คาร์ไบด์ P10 / เกรนละเอียดเป็นพิเศษ
การเคลือบ ไม่เคลือบ + ขัดเงา
สี เทา
SMG N1 – N11 / K1 – K2
การหล่อเย็น แห้ง + ใช้น้ำ
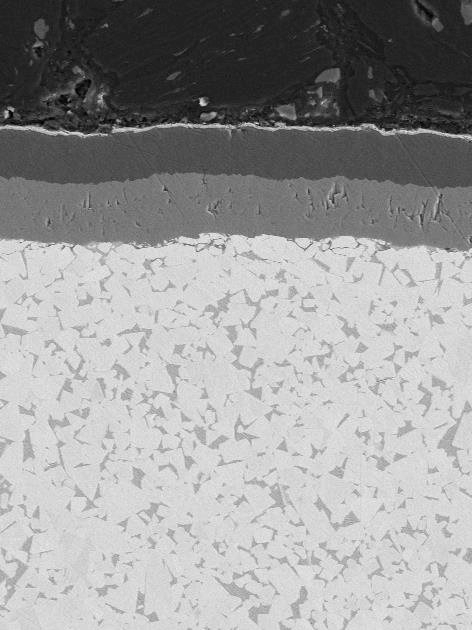
การใช้งาน เกรดที่ไม่เคลือบแต่ขัดเงา ทนทานต่อการสึกหรอ ให้ประสิทธิภาพสูงสุดในโลหะที่ไม่ใช่เหล็ก เนื่องจากพื้นผิวมีเกรนละเอียดเป็นพิเศษและขัดเงา เหมาะสำหรับอะลูมิเนียมที่มีปริมาณซิลิคอนที่สูง
ตัวเลือกเกรดที่เหนียวขึ้น -
ตัวเลือกเกรดที่แข็งขึ้น H25
คาร์ไบด์ P20 / เกรนละเอียดเป็นพิเศษ
การเคลือบ ไม่เคลือบ + ขัดเงา
สี เทา
SMG N1 – N11 / K1 – K2 / S1 – S2
การหล่อเย็น แห้ง + ใช้น้ำ
การใช้งาน เกรดที่ไม่เคลือบแต่ขัดเงา ทนทานต่อการสึกหรอ ให้ประสิทธิภาพสูงสุดในโลหะที่ไม่ใช่เหล็ก เนื่องจากพื้นผิวมีเกรนละเอียดเป็นพิเศษและขัดเงา เหมาะอย่างยิ่งสำหรับการกัดหยาบที่มีความทนทานมากขึ้น ตัวเลือกสำหรับอัลลอยที่มีส่วนผสมไทเทเนียม กรณีที่ต้องใช้เม็ดมีดที่ไม่เคลือบผิว
ตัวเลือกเกรดที่เหนียวขึ้น F40M
ตัวเลือกเกรดที่แข็งขึ้น H15 / HX
คาร์ไบด์ P20 / เกรนละเอียดเป็นพิเศษ
การเคลือบ ไม่เคลือบ + ขัดเงา
สี เทา
SMG N1 – N11 / K1 – K2
การหล่อเย็น แห้ง + ใช้น้ำ
การใช้งาน เกรดที่ไม่เคลือบแต่ขัดเงา ทนทานต่อการสึกหรอ ให้ประสิทธิภาพสูงสุดในโลหะที่ไม่ใช่เหล็ก เนื่องจากพื้นผิวมีเกรนละเอียดเป็นพิเศษและขัดเงา เหมาะอย่างยิ่งสำหรับการกัดหยาบที่มีความทนทานมากขึ้น
ตัวเลือกเกรดที่เหนียวขึ้น H25
ตัวเลือกเกรดที่แข็งขึ้น H15
คาร์ไบด์ P10 / เกรนละเอียดเป็นพิเศษ
การเคลือบ PVD TiAlN/TiN
สี ทอง
SMG N1 – N11 / K1 – K8 / H8 – H21
การหล่อเย็น แห้ง + ใช้น้ำ
การใช้งาน ในรุ่น H15 เคลือบ PVD เกรดที่แข็งและต้านทานการสึกหรอสำหรับการกัดหยาบอะลูมิเนียมและอัลลอยที่ไม่ใช่เหล็ก ให้ประสิทธิภาพสูงสุดในกรณีที่มีการสึกหรอจากการเสียดสีสูงเกินไป เมื่อตัดเฉือนโลหะที่ไม่ใช่เหล็ก ซึ่งมีปริมาณ Si สูง เกรดที่ดีเยี่ยม ที่รวมทั้งการลบคมและการป้องกันคมตัด สำหรับการตัดเฉือนความเร็วสูงในเหล็กชุบแข็ง เหมาะอย่างยิ่งสำหรับการกัดผิวสำเร็จเหล็กหล่อและเหล็กกล้า
ตัวเลือกที่เหนียวขึ้น MP3000 / F30M / MK2050
ตัวเลือกเกรดที่แข็งขึ้น MH1000
คาร์ไบด์ P30 / เกรนละเอียดเป็นพิเศษ
การเคลือบ PVD TiAlN/TiN
สี ทอง
SMG P1 – P12 / M1 – M3 / S1 - S13 / K1 – K7 / N1 - N11
การหล่อเย็น แห้ง + ใช้น้ำ
การใช้งาน เกรดอเนกประสงค์ที่สุดซึ่งสามารถรองรับวัสดุทุกประเภท ให้ประสิทธิภาพสูงในเหล็กกล้าอัลลอยต่ำถึงปานกลาง สเตนเลสและวัสดุที่มีส่วนผสมของไทเทเนียม เกรดที่มีการเคลือบแบบ PVD สำหรับการกัดหยาบปานกลางจนถึงผิวสำเร็จ ตัวเลือกแรกสำหรับการกัดด้วยอัตราป้อนงานต่ำและ/หรือความเร็วตัดต่ำ เหมาะสมที่สุดสำหรับงานกัดที่เสี่ยงต่อการสะท้านและมีการใช้การหล่อเย็น
ตัวเลือกเกรดที่เหนียวขึ้น MP2050
ตัวเลือกเกรดที่แข็งขึ้น MS2050
คาร์ไบด์ P20 / เกรนละเอียดเป็นพิเศษ
การเคลือบ PVD TiAlN/TiN
สี ทอง
SMG P1 – P8 / M1 – M3 / H8 – H21 / N1 - N11
การหล่อเย็น แห้ง + ใช้น้ำ
การใช้งาน เกรดที่มีเกรนละเอียดเคลือบ PVD สำหรับงานกัดหยาบละเอียดถึงปานกลางและงานผิวสำเร็จ เกรดที่เหมาะสำหรับเหล็กกล้าที่มีความเค้นแรงดึงต่ำและประสิทธิภาพสูงสุดในเหล็กชุบแข็ง รุ่น H25 เคลือบ PVD ให้ประสิทธิภาพสูงสุดในกรณีที่มีการสึกหรอจากการเสียดสีสูงเกินไป เมื่อตัดเฉือนโลหะที่ไม่ใช่เหล็ก ซึ่งมีปริมาณ Si สูง
ตัวเลือกเกรดที่เหนียวขึ้น MS2050 / F40M
ตัวเลือกเกรดที่แข็งขึ้น MK2050
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64