Mi a rezgés a megmunkálásban és hogyan lehet csökkenteni őket?
Amikor az oszcilláció egy egyensúlyi pont körül történik, akkor a mechanikai jelenséget rezgésnek nevezik. A megmunkálási iparágban a rezgés – jellemzően a forgácsolási erőből vagy a szerszámból – nemkívánatos eredményekhez vezet. Ahhoz, hogy jelentős versenyelőnyhöz juthasson, meg kell értenie a rezgés okait, és tudnia kell, hogyan kell legyőzni azt.A rezgés olyan mechanikai jelenség, amelyben az egyensúlyi pont körül oszcilláció lép fel. Ezek az oszcillációk lehetnek periodikusak, mint az inga lengései, vagy véletlenszerűen, mint a gumiabroncs mozgása egy kavicsos úton.
Néha a rezgés kívánatos. Például a mobiltelefon megfelelően működik, mert a hang a levegő rezgése. A rezgés azonban gyakrabban energiát pazarol, miközben nemkívánatos deformációt és zajt okoz. Például a motorok, villanymotorok és más működő mechanikus eszközök rezgési mozgásai nagy része nem kívánatos. A kiegyensúlyozatlan forgó alkatrészek, az egyenetlen súrlódás, a fogaskerekek fogainak összecsípődése és egyéb problémák vibrációt okozhatnak, amit a gondos tervezés általában minimalizál.
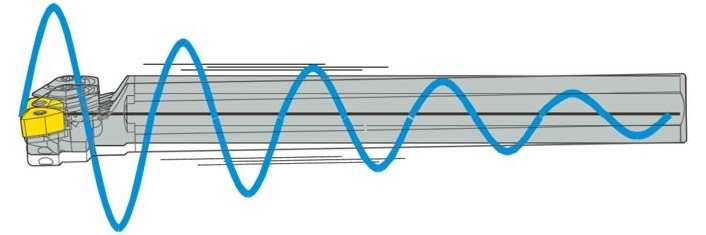
1. ábra Rezgések a vágószerszámokban
A szerszámgépek, munkadarabok és szerszámok nem teljesen merevek, és a forgácsolási erők rezgést tesznek lehetővé. A gép, a munkadarab és a vágószerszám dinamikus jellemzői korlátozhatják a vágási teljesítményt. A túl kis merevség, valamint az elégtelen rezgéscsillapítás problémákhoz vezethet az öngerjesztett rezgéssel vagy „chatter”. A jelenség alapismeretével a chatter kiszámíthatóvá válik, ami jobb vágási teljesítményt tesz lehetővé.
A megmunkálás közbeni vibrációnak számos negatív következménye van, amelyek közül a legfontosabbak a következők:
- A forgácsolóélek extra kopása és ellenőrizhetetlen, kiszámíthatatlan kopási fajták (pl. kitöredezett és repedt vágóélek), amelyek rontják a megmunkálás megbízhatóságát.
- Csökkent felületi minőség és megnövelt selejtezett vagy újramegmunkált munkadarab. Így a rezgés veszélyezteti a megmunkáló rendszert és problémákat okozhat a szállítási határidővel és a szállítási biztonsággal kapcsolatban.
- A rezgés előző két hatása negatívan jelentkezik a megmunkálás gazdaságosságára. A rezgés pénzbe kerül.
- Mivel a rezgés energiát igényel, energiát is pazarol és kihívást jelent a gépkezelők professzionalizmusa.
Ha vibrációs problémái vannak, lépjen kapcsolatba velünk
Tekintse meg a cikk kapcsolódó tartalmát, és fedezze fel néhány megoldásunkat
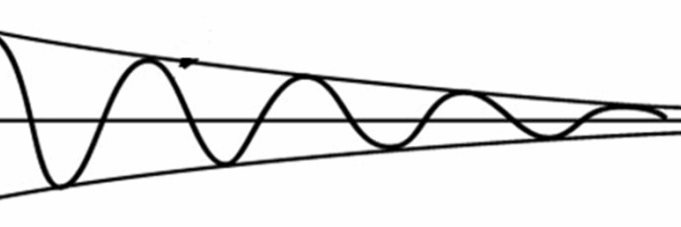
2. ánraSzabad rezgések
Szabad rezgés akkor lép fel, amikor egy kezdeti bemenet vibrációt vált ki egy mechanikus rendszerben, amely ezután szabadon rezeg. Ez ahhoz hasonlítható, ami akkor történik, amikor egy gyermek hintáját meghúzza, majd elengedi. A mechanikai rendszer ezután egy vagy több „természetes frekvencián” rezeg, majd nullára csillapodik.
Kényszerrezgés akkor lép fel, ha időben változó zavar (terhelés, elmozdulás vagy sebesség) hat egy mechanikai rendszerre. A zavar lehet periódikus, állandósult állapotú bemenet vagy véletlenszerű bemenet. Ha egy kiegyensúlyozatlan mosógép rázkódik vagy egy épület rezeg egy földrengés során, ezek a kényszerrezgésekre példák.
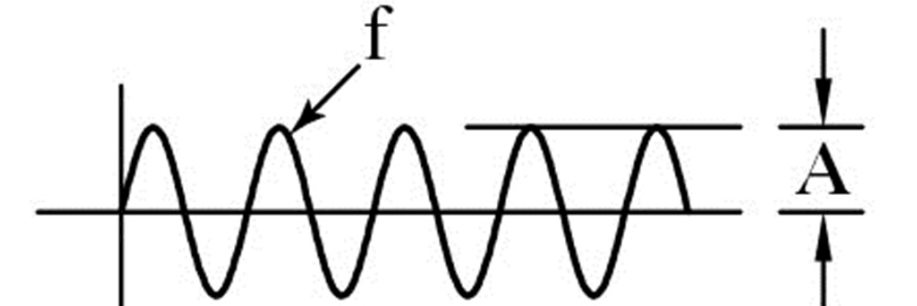
3. ábra: Kényszer rezgések (f = frekvencia és A = amplitúdó)
A rendszer frekvenciamenete a kényszerrezgés egyik legfontosabb jellemzője. A rezonancia nevű jelenségben a rezgés amplitúdója rendkívül nagyra nőhet, ha a kényszerfrekvencia megközelíti egy enyhén csillapított rendszer sajátfrekvenciáját. Egy rendszer sajátfrekvenciáját rezonanciafrekvenciának nevezzük. Amikor egy gyereket lök a hintán, akkor a megfelelő pillanatban kell tolnia, hogy a hinta egyre magasabbra menjen és a nagy mozgás nem igényel nagy erőt. A lökéseknek csak folyamatosan energiát kell hozzáadniuk a rendszerhez. A rotorcsapágyrendszerekben minden olyan forgási sebességet, amely rezonanciafrekvenciát gerjeszt, kritikus sebességnek nevezünk.
A mechanikai rendszer rezonanciája rendszeres meghibásodáshoz vezethet. Következésképpen a rezgéselemzésnek előre kell jeleznie, mikor fordulhat elő ilyen típusú rezonancia és meg kell határoznia a megelőző lépéseket. A további csillapítás jelentősen csökkentheti a rezgés nagyságát, csakúgy, mint a rendszer merevségének vagy tömegének megváltoztatása a sajátfrekvencia eltolódása érdekében a kényszerfrekvenciától. Ha a rendszer nem tud megváltozni, akkor esetleg a kényszerfrekvencia eltolódik (például az erőt generáló gép sebességének megváltoztatásával).
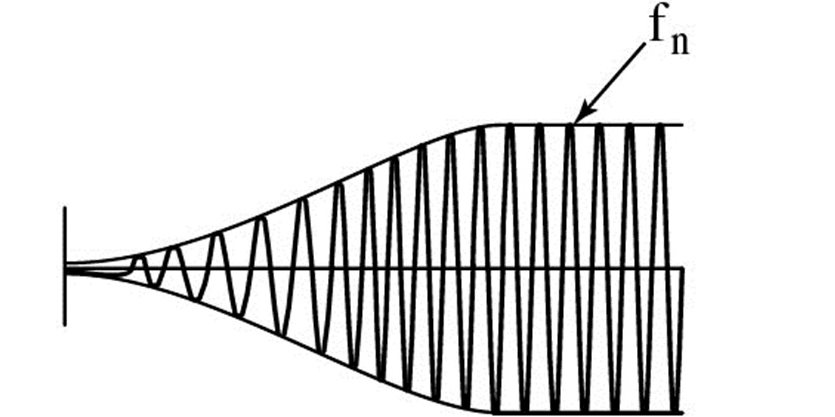
4. ábra Rezonancia rezgések.
Fedezze fel a mikrovibrációkkal kapcsolatos oktató adásunkat
Ugyanazok az erők, amelyek a fémet vágják, a vágószerszámra is hatnak. Ezek az erők deformálják, hajlítják a vágószerszámot és rezgéshez vezethetnek.
5. ábra Forgácsolási erők és a szerszám erősségének hiánya okozhat rezgést fém vágás során.
A forgácsolási erők dinamikus jellege rezonancia rezgéshez vezethet. Az ilyen helyzetek kockázata megnő karcsú forgácsolószerszámok vagy munkadarabok, túl nagy forgácsolóerők, csillapítóképesség hiányos szerszám- vagy munkadarab-anyagok, nem megfelelő vágási módszerek vagy nem megfelelő szerszámgeometria esetén.
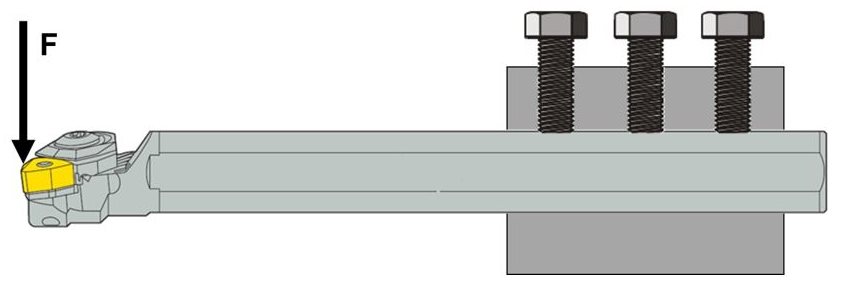
Az 6. ábrán egy acél szerszámtartó látható (átmérő 100 mm és 500 mm túlnyúlás hossz).
6. ábraBizonyos helyzetekben a dinamikus vágóerők rezonanciarezgésekhez vezethetnek
500 N statikus forgácsolási erővel ez a szerszám 25 µm-rel elhajolna. Ha a forgácsolási erő 142 Hz-es szinuszos elrendezésben változik, változó alakváltozás következhet be, amelynek amplitúdója 20-szor nagyobb, mint a statikus alakváltozás. Ez rezonanciarezgéshez vezetne.
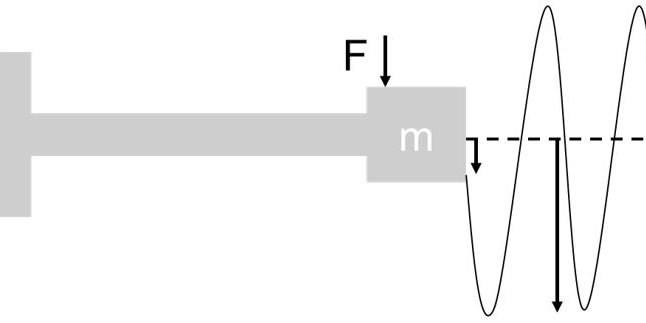
Rezonanciarezgés akkor léphet fel, ha a forgácsolóerő vágóélre gyakorolt hatásának frekvenciája megegyezik a vágószerszám sajátfrekvenciájával (rezonancia frekvencia). A forgácsolási körülmények változása (marás), erős, időszakos forgácstöredezés vagy akár az anyagszerkezet egyenetlensége okozhatja ezt a helyzetet (lásd 7. ábra).
A gépészek a rezonanciarezgést "chatter"-nek is nevezik. Önmagában a chatter nem igazán jelent problémát, de bizonyos helyzetekben a chatter veszélyeztetheti a folyamat minőségét az irányíthatatlan vágóél kopás vagy a munkadarab tökéletesen megmunkált felületkialakítása révén. Ezekben az esetekben szükség van a chatter visszaszorítására, amit a legkönnyebb elérni módosított forgácsolási feltételekkel, vagy egy második szakaszban módosított szerszámválasztással.
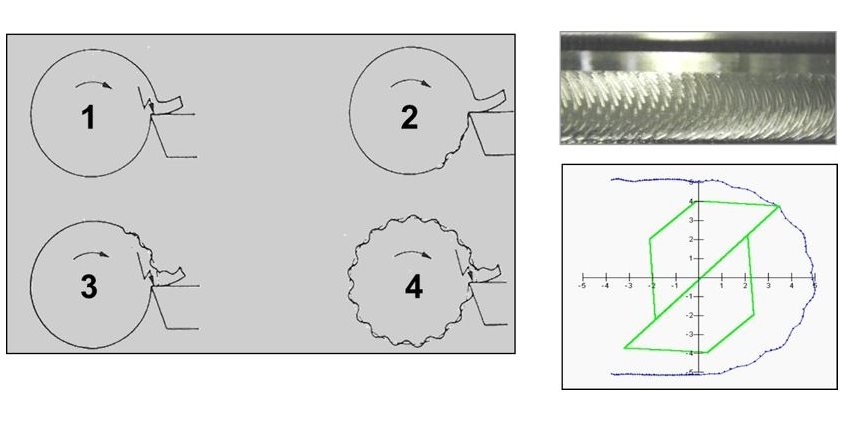
7. ábraAz anyagszerkezet hibája rezgést okozhat
A fenti példában az 1. fázis egy olyan helyzetet jelöl, amelyben egy anyagi szabálytalanság dinamikus komponenst hoz létre a forgácsolóerőben. A 2. fázisban a munkadarab anyagának ez az egyenetlensége a forgácsvastagság változását okozza. Ez folyamatos dinamikus forgácsolóerőkhöz vezet és amikor ezek frekvenciája megközelíti a szerszám sajátfrekvenciáját, rezonanciarezgés léphet fel.
A rezgés és a megmunkálási kockázatok elemzése során figyelembe kell venni a szerszámgép stabilitását. A szerszámgépek nem képesek korlátlan stabilitást biztosítani, és általában, mivel a szerszámgép-orsók fordulatszáma nő, a szerszámstabilitás csökken (lásd a 8. ábrát).
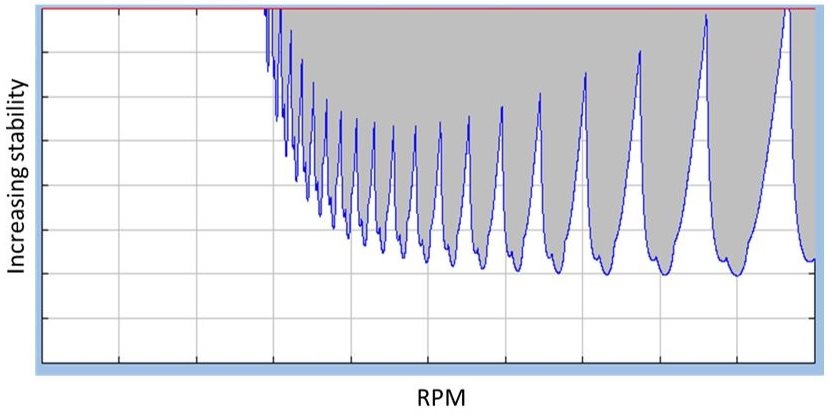
8. ábraStabilitási lebenyek (Tlusty és Tobias) szerszámgéphez.
Általában minél nagyobb a fordulatszám (fordulat/perc), amelynél a szerszámgép működik, annál nagyobb a vibráció kockázata. Bizonyos sebességeknél azonban a stabilitás növekszik. Egy adott forgácsolószerszámhoz kiválasztott fordulatszám alacsony stabilitási tartományba eshet, ami vibrációt válthat ki és ennek kiküszöbölése érdekében le kell lassítani a gépet. Ezzel szemben a kiválasztott fordulatszám nagy stabilitású tartományba eshet, ami lehetővé teszi, hogy a vágási feltételek magas szinten maradjanak. A rezgés elkerülése érdekében, különösen nagyobb fordulatszámú megmunkálás esetén, gondosan válassza ki a sebességeket.
Az általános mechanikában az alább látható modell (9. ábra) határozza meg egy oldalra befogott hengeres rúd (pl. furat esztergaszerszám tartó, maró, fúró stb.) hajlítását. Egyszerűbben, általánosabban fogalmazva, minél nagyobb a hajlítás vagy elhajlás, annál nagyobb a káros rezgés kockázata, beleértve a rezonanciarezgést is – és a kisebb szerszámhajlítás vagy elhajlás csökkenti a vibráció kockázatát.
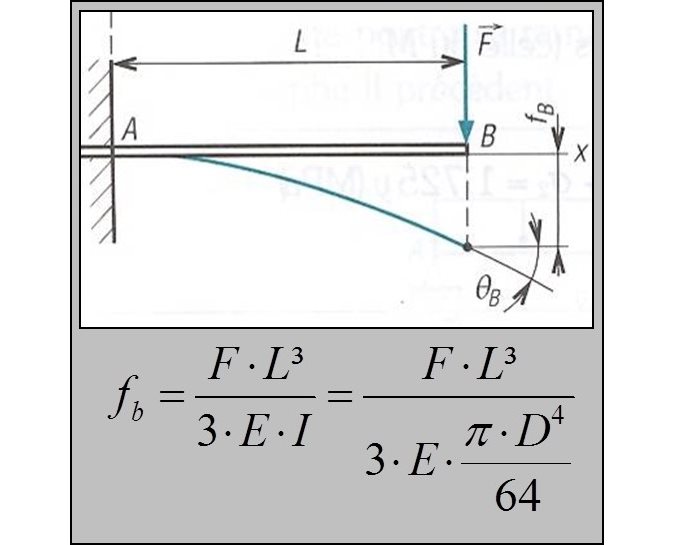
9. ábra : A hajlítás, az erő és az egyoldalas befogott hengeres rúd fő méretei közötti összefüggés.
Ily módon a csökkentett vibrációs kockázat minimálisra csökkenti a szerszám elhajlását vagy hajlítását.
Ezt többféleképpen lehet elérni.
- Csökkentse a forgácsolóerőket, vagy változtassa meg a vágóerők rendszerre gyakorolt hatásának irányát.
- Tegye merevebbé a szerszámot, nagyobb hajlítási ellenállással. A 10. ábrán látható képlet azt mutatja, hogy a túlnyúlás hosszának megkétszerezése az elhajlást 8-szorosára növeli, míg az átmérő megkétszerezése 16-szorosára csökkenti az elhajlást. Ezért a rövidebb vagy vastagabb szerszámok kisebb rezgésveszélyt jelentenek. Így a túlnyúlás aránya (L/D = nem alátámasztott hossz, vagy túlnyúlás, osztva az átmérővel) gyakran a rezgéskockázat gyors elemzésére szolgál. Néhány útmutatás a túlnyúlási arány alapján:
- Rezgés általában nem fordul elő, ha a túlnyúlási arány kisebb mint 3.
- A vibráció kockázata kúszik be, ha a túlnyúlás aránya 6 alatt van.
- Valószínűleg vibráció lép fel, ha a túlnyúlási arány kisebb mint 9.
- Ha a túlnyúlás aránya nagyobb, mint 9, a vibráció biztos és a klasszikus szerszámok gyakran nem tudják megoldani a problémát.
- Használjon merevebb szerszámanyagot. A rugalmassági modulus (E) egy elsődleges elem. Cserélje ki például az acél szerszámszárat keményfémre és a lehajlás mértéke akár 50%-kal is csökken. Ez a megközelítés kombinálható a kúpos szerszámok használatával.
Ha a túlnyúlás arányát használja a rezgés kockázatának előrejelzéséhez, ezt gondosan vegye figyelembe. A 9. ábra képletének további elemzése a 10. ábrán látható képlethez vezet, amely nagyon leleplező, ha ebben a formában írjuk és két példára alkalmazzuk. Először is egy 200-es túlnyúlású és 50 mm átmérőjű szerszám 4-es túlnyúlási aránnyal rendelkezik. Másodszor, egy másik, 100 mm hosszú és 25 mm átmérőjű szerszám is 4-es túlnyúlási aránnyal rendelkezik. Mindkét eszköz ugyanolyan rezgésveszélyt jelent? Alkalmazza ezeket az értékeket a 10. ábra képletében szereplő két szerszámra és azt tapasztalja, hogy a második szerszám kétszeres hajlítást és így dupla rezgéskockázatot mutat.
Ha a rezgés kockázata magas, a szerszám átmérője a legfontosabb.
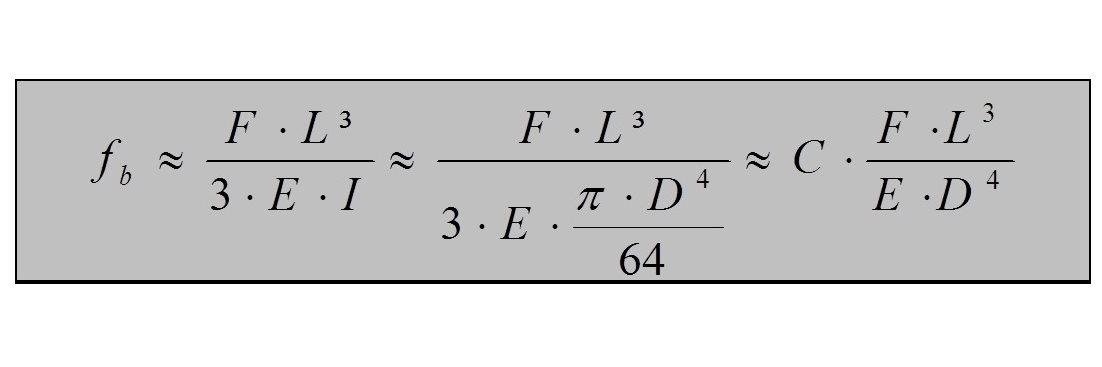
10. ábraKihajlás a túlnyúlás hossza és átmérője függvényében.
Néhány gyakorlati lépéssel minimálisra csökkentheti vagy elkerülheti a rezgés kockázatát. Az alábbi lépések segítségével módosíthatja a vágóeszközre ható vágóerő nagyságát vagy irányát.
- Használjon 90°-hoz közeli vágóél-szöget.
- Használjon kisebb csúcs rádiuszt és/vagy élesebb vágóélt.
- Csökkentse a fogásmélységet és növelje az előtolást.
- Változtassa a vágósebességet.
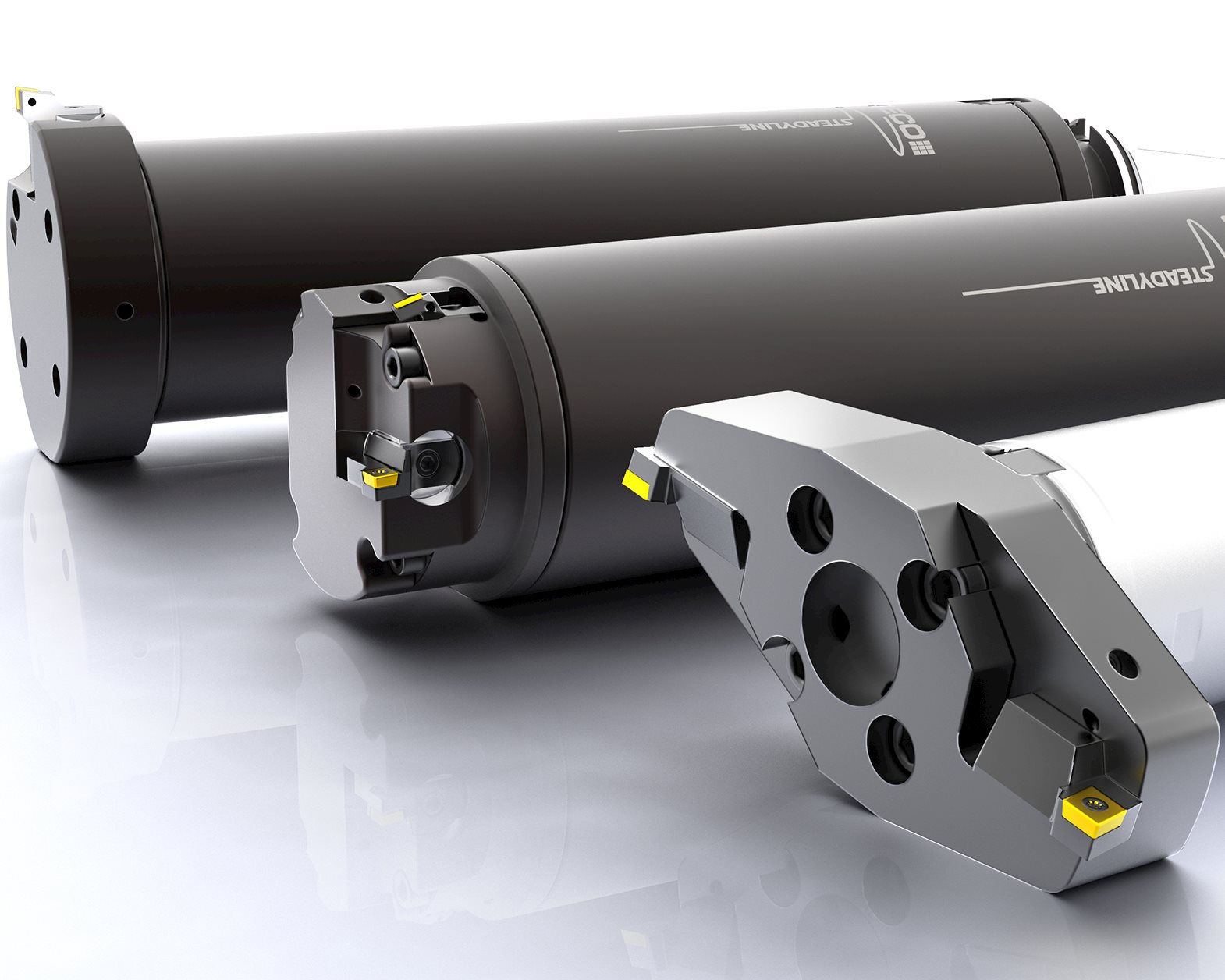
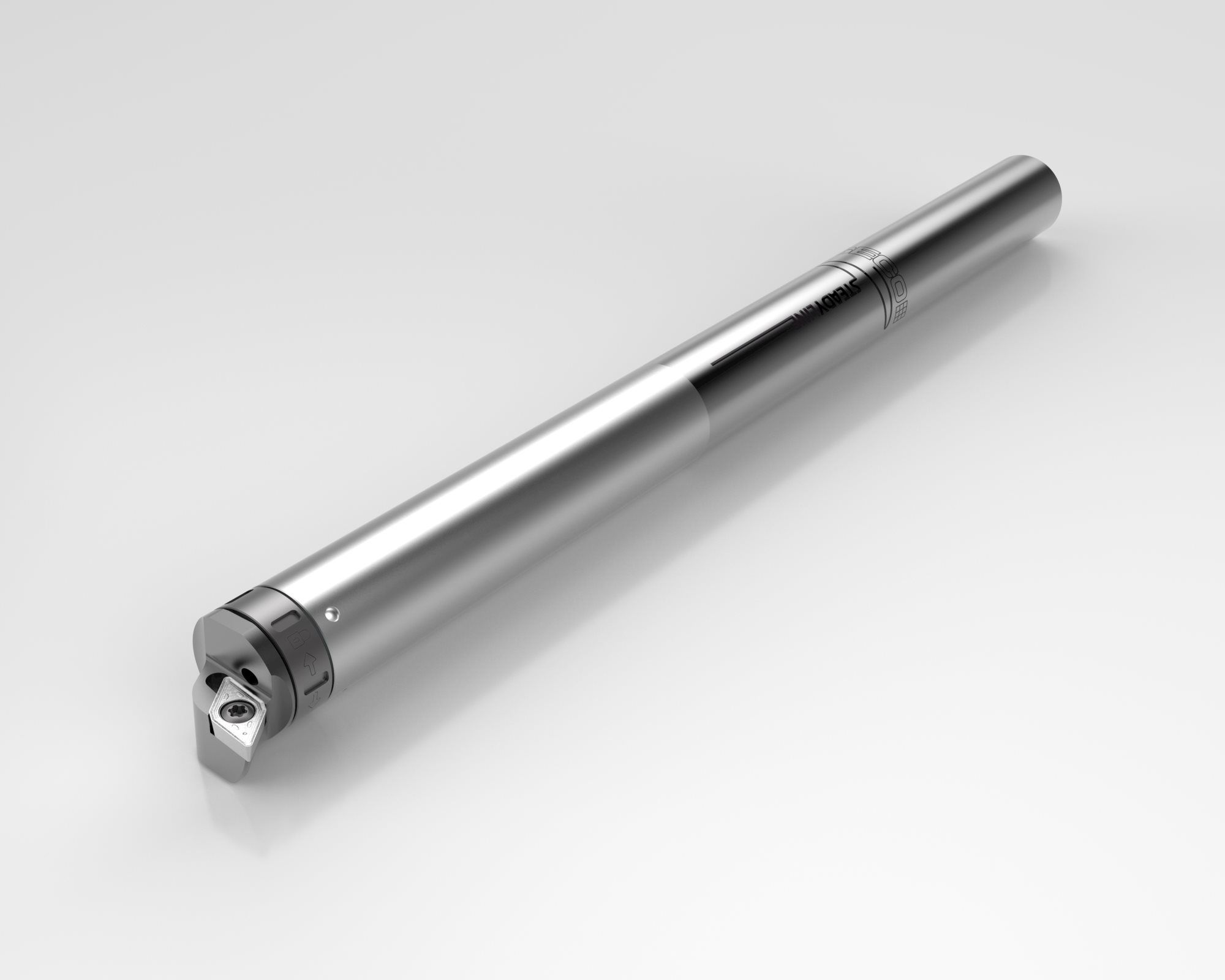
- Használjon jobb szerszámrögzítő rendszert (pl. Seco-Capto és Seco SteadyLine szerszámok).
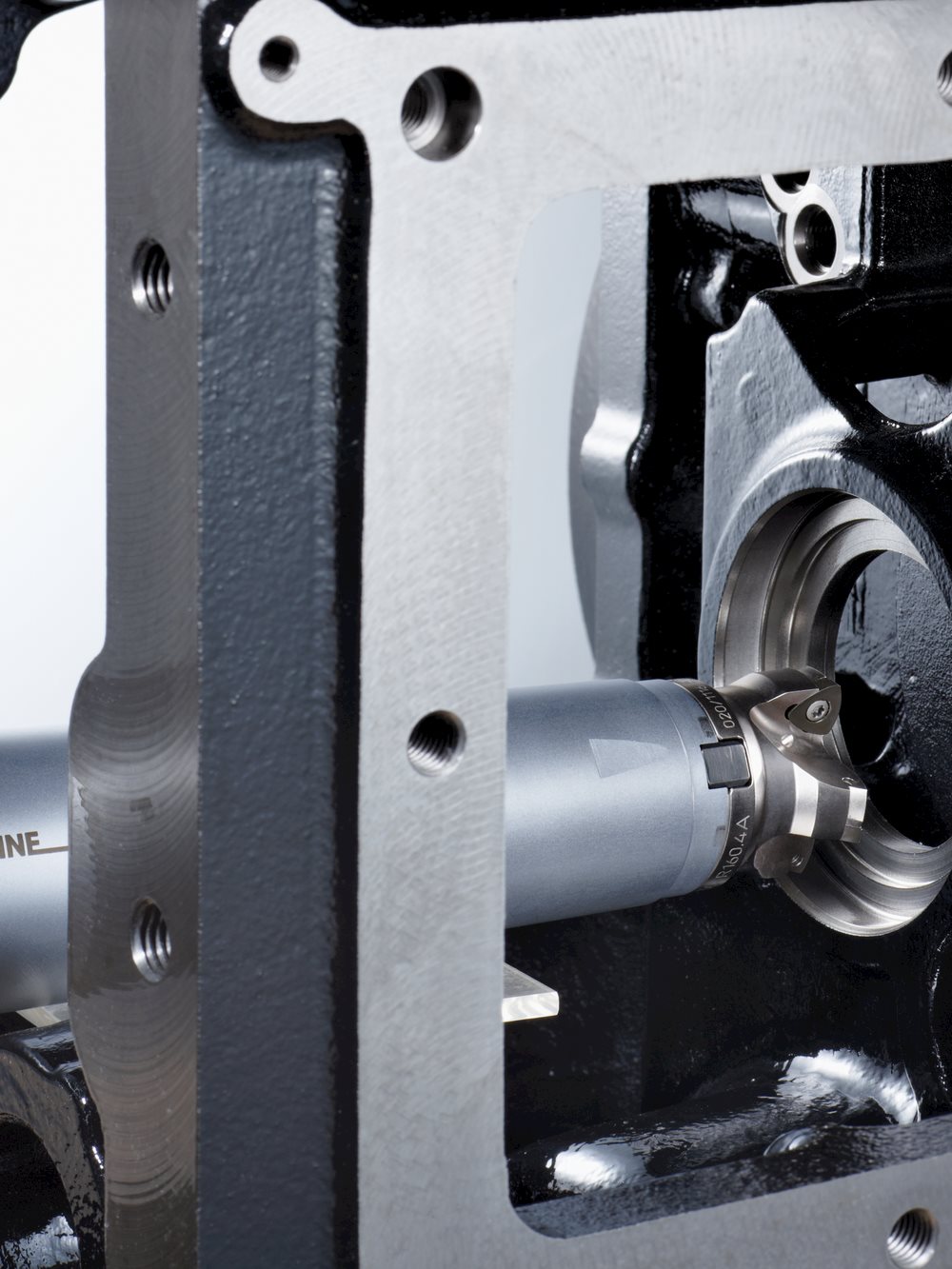
Alkalmazza az első tanácsokat – használjon 90°-hoz közeli élszöget – eltérő módon marási alkalmazásban. Az esztergáláshoz hasonlóan a keletkező forgácsolóerők nagyjából a vágóélekre merőlegesen hatnak (12. ábra). Ha figyelembe veszi a marószerszám orsóba való befogását és elakarja kerülni a hajlítási kockázatát (13. ábra), a vágóerő és az orsó „vonatkoztatási” pontja közötti távolság szorzatával határozza meg a rezgés kockázatát. Minden szerszámorsóban van egy rögzített referenciapont, amely körül az orsó elfordulhat.
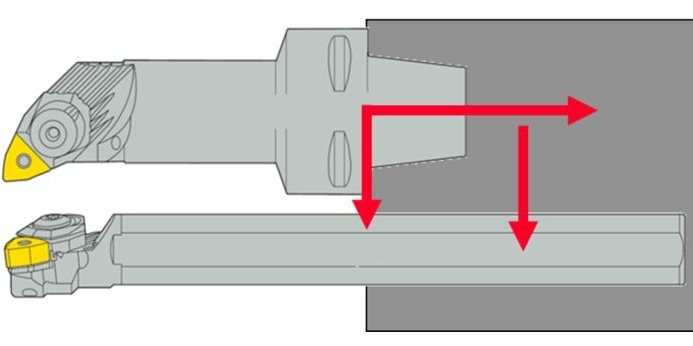
11. ábra A vágószerszám jobb befogása csökkenti a rezgések kockázatát.
Ha összehasonlítunk egy sarokmarót (a vágóél szöge 90°) egy nagy előtolású maróval (a vágóél szöge mindössze néhány fok), a forgácsolóerő iránya és a referenciapont közötti távolság kisebb, ezért a vibráció veszélye (azonos vágóerők mellett) kisebb.
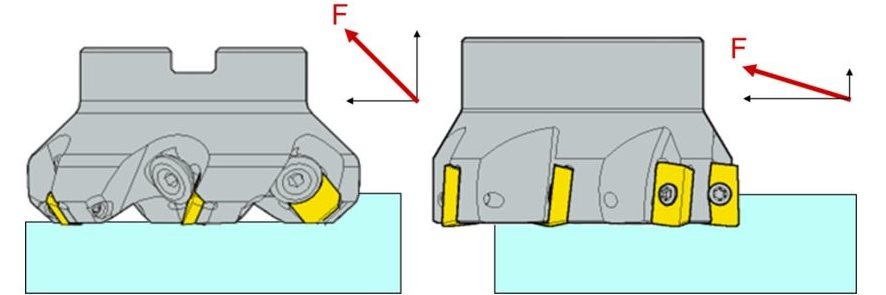
12. ábra : A forgácsolóerő nagysága és iránya marószerszámhoz (körülbelül merőleges a vágóélre).
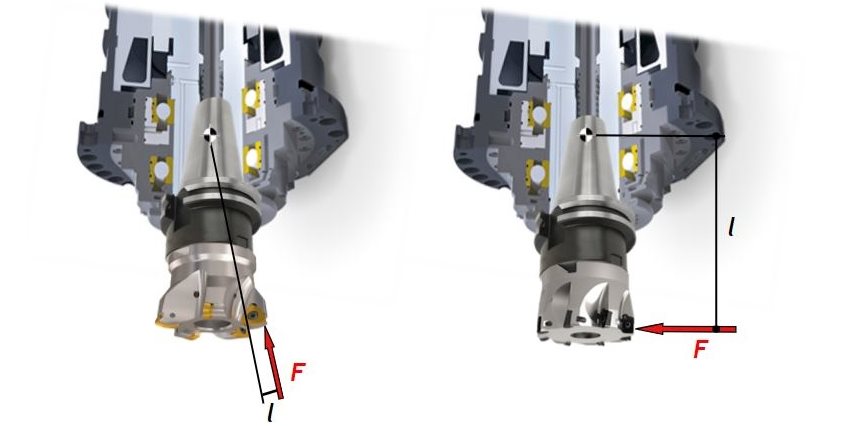
A 13. ábra(F x l) határozza meg a vibráció kockázatát a marásnál.
A marás közbeni vibrációs problémák megoldásához válassza ki a megfelelő szerszámokat és forgácsolási feltételeket a forgácsolóerők méretének és irányának megváltoztatásához.
- Válasszon sűrű fogosztású marókat és rögzítse azokat a lehető legkisebb túlnyúlással.
- Válasszon pozitív geometriájú vágóéleket.
- Válasszon kisebb átmérőjű marószerszámot, különösen a SteadyLine szerszámokkal.
- Válasszon ki egy kis vágóél-rádiuszt.
- Válasszon keményfém lapka minőséget vékonyabb bevonattal.
- Használjon nagy fogankénti előtolást. Csökkentse a forgási sebességet és tartsa fenn az asztal-előtolást a fogankénti nagyobb előtoláshoz. Ne csökkentse a fogankénti előtolást, ha rezgés történik.
- Csökkentse a vágás axiális és radiális mélységét.
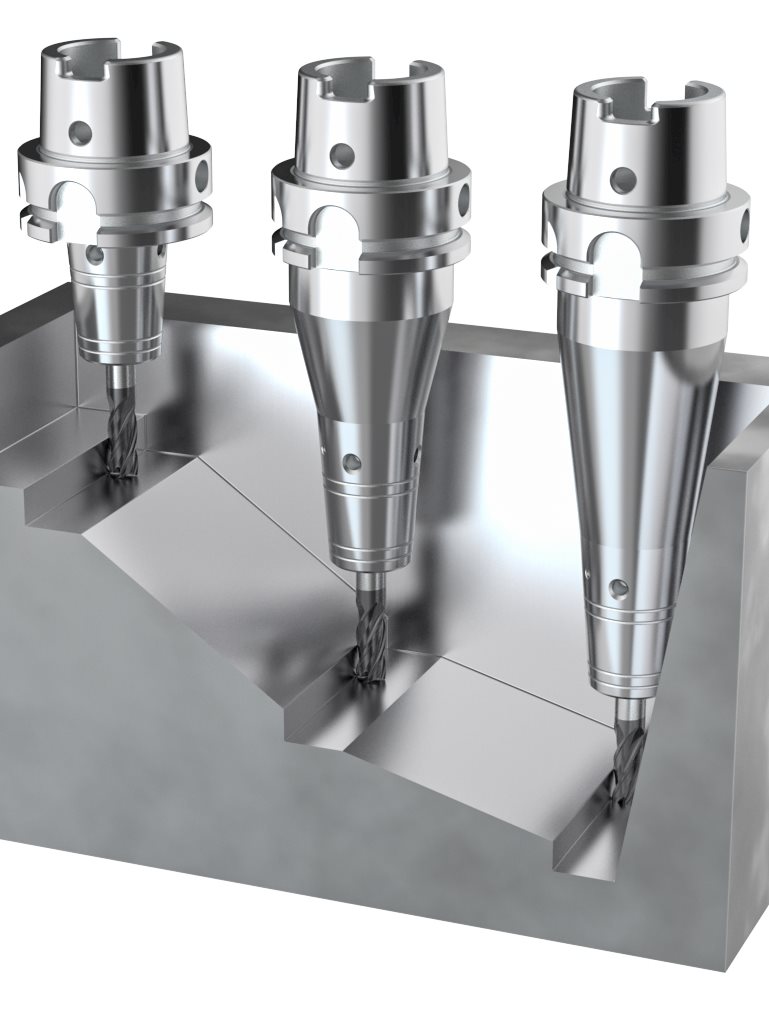
- Használjon stabil marószerszám-rögzítő rendszereket. Moduláris szerszámtartó rendszerek esetén a lehető legnagyobb csatlakozóméretet használja. Használjon kúpos szerszámbefogást.
- Állítsa a marószerszámot a munkadarab közepére. Alkalmazzon ellenirányú marási módot.
Kezdje a normál előtolással és vágási sebességgel. Ha rezgés keletkezik, fokozatosan végezze el a változtatásokat a következők szerint:
- Növelje a fordulatonkénti előtolást.
- Növelje a vágósebességet.
- Csökkentse a vágósebességet.
- Csökkentse az előtolást, amíg a rezgés el nem tűnik, vagy legalább a minimumra nem kerül.
Az alábbi lépések befolyásolják az esztergálás eredményét. Használja ezeket ellenőrzőlistaként a rezgéssel kapcsolatos hibaelhárításhoz.
- Válassza ki az alapvető szerszámrendszert és a méreteket a maximális stabilitás és merevség érdekében. A szerszámokat a lehető legrövidebb túlnyúlással rögzítse. Ez a szerszám magasabb sajátfrekvenciáját eredményezi, és csökkenti az elhajlást, ami megkönnyíti a vibráció elkerülését vagy annak csökkentését, ha előfordul.
- Gondosan válassza ki a lapka típusát és méretét, valamint a csúcs rádiuszát. Válassza ki a lehető legkisebb csúcs rádiuszt és ha lehetséges, csökkentse a passzív vágóerőt, csökkentse a fogásmélységet. Korlátozza a fogásmélységet, hogy minimálisra csökkentse a szerszám elhajlását és garantálja a munkadarab megfelelő megmunkálási tűrését. Ha a rezgés valószínű, válasszon egy kis csúcs szöggel (60° vagy 55°) rendelkező lapkát, hogy a könnyű vágást jó élszilárdsággal kombinálja.
- Válasszon éles forgácsolású és éles geometriájú lapkát a könnyű vágás és a kis szerszámelhajlás érdekében. Vegye figyelembe, hogy az élesebb vágóélek gyengébbek és megfelelő forgácstörést igényelnek.
- Válasszon szívósabb keményfém minőséget és élesebb geometriájú lapkát, bár ez kisebb szilárdságú vágóéleket eredményez, amelyek idő előtt kipattoghatnak vagy eltörhetnek. Az él megbízhatósága és a szerszám élettartamának növelése érdekében kompenzálja a gyengébb geometriát szívósabb vágóanyaggal.
- Gondosan válassza ki a vágási körülményeket, hogy minimálisra csökkentse a fogásmélységet. Súlyos rezgésveszély esetén olyan előtolást használjon, amely a csúcsrádiusz legalább 25%-át teszi ki. Értékelje ki a vágási sebességet, hogy elkerülje a megmunkálást egy olyan fordulatszám-tartományban, ahol a szerszámgép kevésbé stabil.
A következő lépések befolyásolják a fúrási eredményeket. Használja ezeket ellenőrzőlistaként a rezgéssel kapcsolatos hibaelhárításhoz.
- Ellenőrizze a túlnyúlás arányát és szükség esetén módosítsa a szerszámot. Használhat nagyobb szerszámátmérőt? Kúpos szerszámtípus? Moduláris szerszámtípus, melynek átmérője eltérő?
- Használja a lehető legjobb szerszámbefogást (Seco-Capto).
- Állítsa a vágóélt középmagasságba.
- Válasszon pozitív geometriájú és kis rádiuszú vágóéleket. Válasszon keményfém lapka minőséget vékonyabb bevonattal.
- Gondosan válassza ki a lapka típusát és méretét, valamint a csúcs rádiuszát. Válassza ki a lehető legkisebb csúcs rádiuszt és ha lehetséges, csökkentse a passzív vágóerőt, csökkentse a fogásmélységet. Korlátozza a fogásmélységet, hogy minimálisra csökkentse a szerszám elhajlását és garantálja a munkadarab megfelelő megmunkálási tűrését. Ha a rezgés valószínű, válasszon egy kis csúcs szöggel (60° vagy 55°) rendelkező lapkát, hogy a könnyű vágást jó élszilárdsággal kombinálja.
- Válasszon éles forgácsolású és éles geometriájú lapkát a könnyű vágás és a kis szerszámelhajlás érdekében. Vegye figyelembe, hogy az élesebb vágóélek gyengébbek és megfelelő forgácstörést igényelnek.
- Válasszon szívósabb keményfém minőséget és élesebb geometriájú lapkát, bár ez kisebb szilárdságú vágóéleket eredményez, amelyek idő előtt kipattoghatnak vagy eltörhetnek. Az él megbízhatósága és a szerszám élettartamának növelése érdekében kompenzálja a gyengébb geometriát szívósabb vágóanyaggal.
- Gondosan válassza ki a vágási körülményeket, hogy minimálisra csökkentse a fogásmélységet. Súlyos rezgésveszély esetén olyan előtolást használjon, amely a csúcsrádiusz legalább 25%-át teszi ki. Értékelje ki a vágási sebességet, hogy elkerülje a megmunkálást egy olyan fordulatszám-tartományban, ahol a szerszámgép kevésbé stabil.
További részletekre is kíváncsi? Örömmel segítünk Önnek a megmunkálási feltételek és eredmények optimalizálásában.
Kapcsolatfelvétel
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64