HOW TO MAXIMIZE MATERIAL REMOVAL WHILE MINIMIZING TOOL WEAR
Can you improve material removal rate while increasing tool life, minimizing tool wear, and maintaining process security?
The short answer is yes. You can get that, with additional benefits that include:
- Reduced machine cycles
- Reduced finishing operations
- Safe unmanned operations
- Minimum heat build-up
HOW IS THIS POSSIBLE?
Where component and set up fit, Advanced roughing (AR) is the answer for those who want to improve material removal rate while still maintaining process security compared to traditional milling strategies such as slotting and side milling. The AR concept consists in incorporating two different machining principles – resulting in unprecedented advantages not realized before.
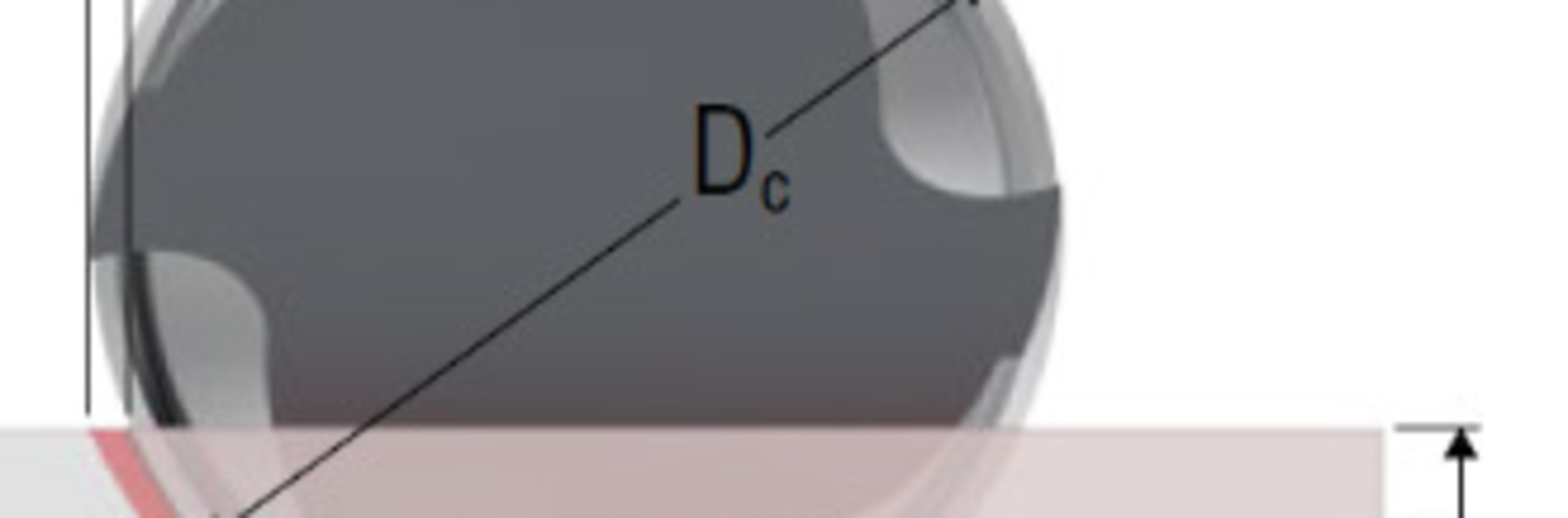

- Thinning the chip: By decreasing the tool radial engagement or stepover (a e ) to 42% (40° contact) or less. When less than half the tool diameter (Dc) is engaged in the cut, the average chip thickness (hm) decreases. This principle is also applied in the high-speed strategies, which were implemented globally in the early 1990’s and were particularly effective in hardenend steel machining. To achieve similar efficiencies compared to classical machining, the cutting speed needed an impulse. This was achieved by high speed spindles when 15-40.000 RPM spindles were introduced.
- Constant load: If chip load remains constant, the chip thinning is very effective and while adapting many other settings continuously the constant flow of material allows the process to be extremely reliable and efficient. The tool life of the cutting tool is also prolonged since the machining is constant and the thermal load is constant. It is important to manage heat removal, to avoid sudden and early tool failure. Material scientists have been aware of this theoretical possibility for over 50 years, but unfortunately technology was not up to speed. In the last 5 years, cam systems enabled the realization of these theories.
ADVANCED ROUGHING: YES OR NO?
First and most important is to understand the effectiveness in relation to certain component or component features. In some cases, it is very well possible the current strategy is still the best possible. Or that an alternative strategy might be more effective than Advanced roughing, it depends on many factors but in general it can be stated that: a powerful machine and a very solid set-up allowing large full slotting cuts is faster than Advanced roughing strategies.
A less stable and/or very shallow or very deep component feature is very well suitable for high-feed machining strategies since we lead the the primary machining forces in the axial direction.
WHEN TO USE ADVANCED ROUGHING
If we define our window of opportunities for Advanced roughing: Any 2D 2.5D and 3D component machined on a typical machining 5-50Kw with and RPM of 3000- 50000 and modern controls and post processor.
To safely implement advanced roughing strategies, it’s important to have:
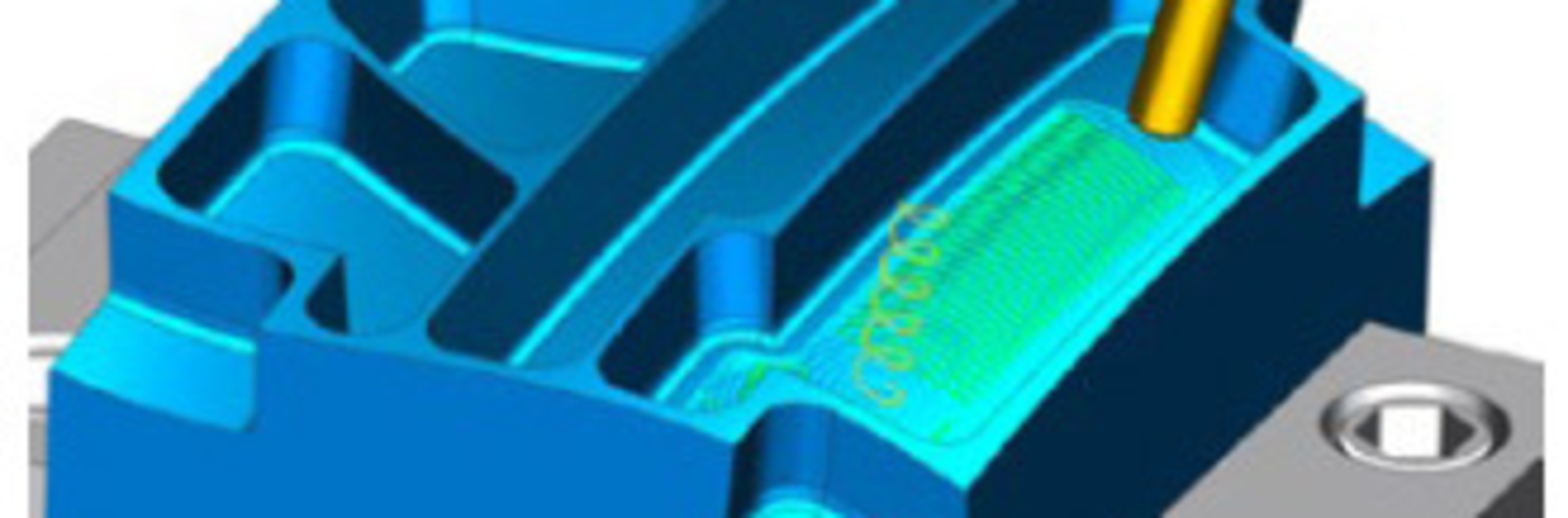
- Modern CAM software technology with dedicated modules that focus on toolpath optimization. These are called different in many programmes yet essentially all do the same; making the roughing path constant.
- CNC machines combining rigidity, power, accuracy, high speed & feed movement and lookahead function for accurate and continuous toolpaths. The machine is essential and as mentioned before there are critical requirements to allow the strategy to be applied and offer maximized benefits. Look-ahead and linear drive axis are allowing smooth toolpaths to be ran as programmed. Of course, also on older, less-suitable, machines a basic advanced roughing cycle can be applied.
- High-end cutting tools with geometries and coatings created to optimize material removal for specific material. Seco Tools offers premium tools for such applications.
TIPS TO ENTER THE ADVANCED ROUGHING WORLD AND TO MAXIMIZE THE BENEFITS WHILE DOING SO!
- Fine-tune stepover: Complex toolpaths are generated automatically in your cam (additional) module. These should always be aligned with the actual tool you use. The geometry and especially the number of flutes determines the maximum stepover or engagement angle. 4 and 5 flute tools can easily handle 15-40% where multi flute-tools can handle less. 6 flutes 8-12% more than six 5%.
- Minimize runout: Run out in the setup of tool + holder is to be minimized. While running at relative high cutting speeds the run out impacts tool life significant. Key to remember is a run out higher than 0,01 can reduce the tool life with as much as 50%. Make sure to use a strong solid holder, such as Seco Tools milling chucks (5672), hydraulic holder (5831) or shrink fit holder.
- CAM / toolpaths: The use of CAM software is will speed up programming and also will generate the best toolpaths. Allowing you to work as efficient as possible. There are hundreds of different CAM suppliers and almost all offer Advanced roughing toolpath programming or make use of a fully integrated solution. Find the best one for your specific needs and experience. The names used in CAM systems also widely differ. If in doubt, SECO can support you to identify the right strategy in your respective CAM package.
- Depths of cut (APMX): The effectiveness of AR increases when the depth of cut can be increased. So, a 2D wall, or shoulder, is ideal to maximize the AR benefit. The basic depth of cut that is advised is 2 to 4 * the diameter of the end mill. When complexity increases Z-leveling and high-feed milling are interesting strategies. Or the strategies can be combined. Seco offers advanced, dedicated solid endmills.
- Cutting parameters: In the different materials different cutting data should be used to allow the tool to last as long as possible and to make the machining cycle as reliable as possible at the same time. Seco Tools offers the pre-set data in Suggest and in the pdf catalogs. These data fit the respective tool in the AR-strategy and are defined during the development of the specific tools.
- Chip splitter: Also, often enclosed cavities or smaller areas need to be machined. Here it could be extremely helpful to choose a tool with chip-splitter. Allowing the removed material to exit from the critical cutting area, preventing chip-jamming and double cuts.
- Entering the material (ramp or helical): Often a cycle that consumes just as much time as the advanced roughing part. To make sure the entering part is reliable and fast, always double check the position and the size of the entry compared to the diameter of the cutter. Two nice rules of thumb are: 1.2*DC minimum ø of entry and 5° ramp and helical ramp max. This application case with the machining of a tibial tray is an interesting example where the ramping angle and the advanced roughing strategy are used.
- Workpiece quality/finishing operations: On the finishing operation a similar pass can be programmed. ensure constant cutting edge and corner radius that fits the stock and end-shape of the component.
- Special tools for special requirements: In a component many features are found. Some cannot be covered by a standard tooling solution. Think of undercuts and or other complex shapes. For requirements like this special tailored end mills can be designed that offer a solution while using the existing machines controls and CAM. Most of the square shoulder solutions can be configured by customers in My Design, Seco’s new automatic custom tooling configurator (registration is needed).
Do you have any specific challenge, goal, or question related to solid end milling? Contact us, we will be glad to help you!