ทุกสิ่งที่คุณต้องรู้เกี่ยวกับการสั่นสะเทือนในการกัดปลายโซลิด
ปัจจัยสำคัญที่ส่งผลต่อการสั่นสะเทือนมีอะไรบ้าง เราจะป้องกันได้อย่างไร และสามารถคาดการณ์ได้อย่างไร?
การสั่นสะเทือนคืออะไร??
ในการกัดปลายโซลิด การสั่นสะเทือนหมายถึงการเคลื่อนที่ไปข้างหน้าและถอยหลังระหว่างเครื่องมือตัดและชิ้นงานระหว่างการตัดเฉือน แม้ว่าการสั่นสะเทือนขนาดเล็กบางระดับจะเกิดขึ้นอยู่เสมอและมักไม่เป็นอันตราย แต่การสั่นสะเทือนที่มากเกินไปอาจลุกลามกลายเป็นการสะท้าน ซึ่งส่งผลเสียต่อผิวสำเร็จ อายุการใช้งานเครื่องมือสั้นลง และอาจทำลายสปินเดิลหรือชิ้นส่วนอื่นของเครื่องจักรได้ ดังนั้น การจัดการการสั่นสะเทือนจึงมีความสำคัญต่อการรักษาความแม่นยำในการตัดเฉือนและประสิทธิภาพการผลิต
อะไรเป็นสาเหตุของการสะท้านในการตัดเฉือน?
การสะท้านเกิดขึ้นเมื่อแรงตัดเปลี่ยนแปลงอย่างรวดเร็วในขณะที่คมตัดแต่ละคมของดอกกัดเข้าและออกจากชิ้นงาน แรงตัดที่เปลี่ยนแปลงเหล่านี้สามารถทำให้เครื่องมือหรือชิ้นงานสั่น โดยเฉพาะอย่างยิ่งหากการตั้งค่าของคุณไม่มั่นคงเพียงพอ เมื่อเกิดการสะท้านขึ้นแล้ว มันสามารถขยายตัวอย่างต่อเนื่อง ทำให้ควบคุมได้ยากหากไม่ปรับพารามิเตอร์การตัดหรือปรับปรุงความเสถียรของการตั้งค่าของคุณ

5 เคล็ดลับในการลดการสะท้านในการตัดเฉือน
1. เลือกตำแหน่งดอกกัดอย่างรอบคอบ
โหลดที่เกิดขึ้นบนเครื่องมือตัดส่วนใหญ่เกิดจากวิธีที่เครื่องมือและคมตัดเข้าสู่ชิ้นงาน ในการกัดแบบทั่วไป หรือการกัด “ทวน” ดอกกัดจะหมุนสวนทางกับทิศทางการป้อน โดยคมตัดเข้าสู่ชิ้นงานที่ความหนาของเศษน้อยที่สุดและออกจากชิ้นงานที่ความหนาของเศษสูงสุด ในการกัดแบบไต่หรือการกัด “ตาม” ดอกกัดจะเคลื่อนที่ไปในทิศทางเดียวกับการป้อน โดยคมตัดเข้าสู่ชิ้นงานที่ความหนาของเศษสูงสุดและออกจากชิ้นงานที่ความหนาของเศษลดลงจนถึงจนถึงศูนย์ ในทั้งสองกรณี การทำงานจะสร้างเศษวัสดุรูปทรงเรียว
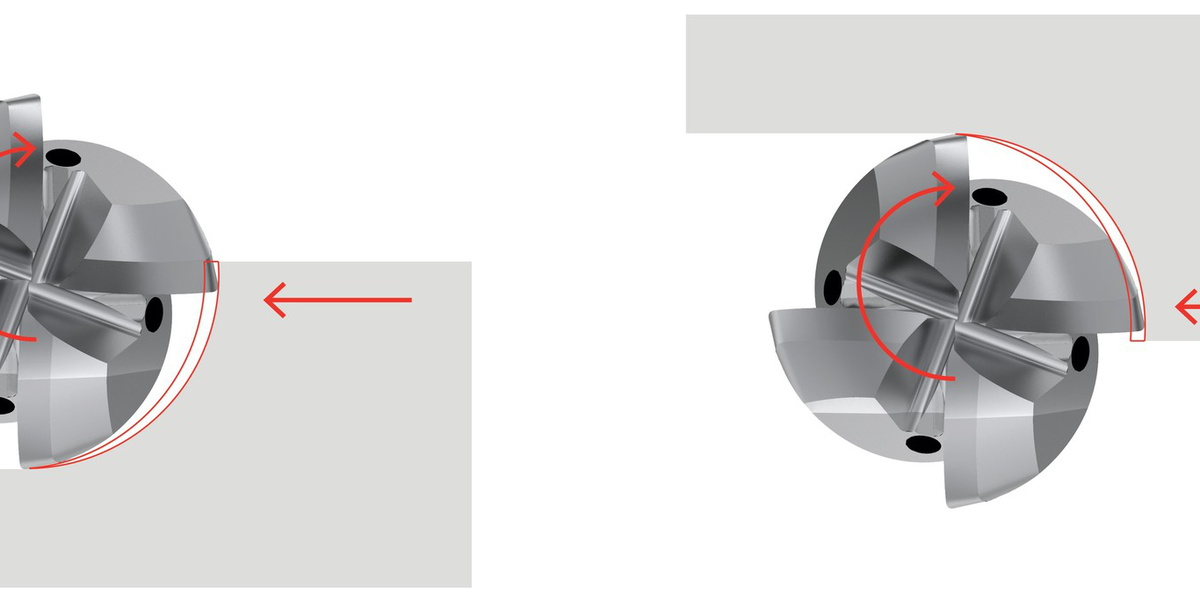
ในสถานการณ์ส่วนใหญ่ ซัพพลายเออร์เครื่องมือแนะนำให้ใช้การกัดตาม เพราะช่วยลดการเสียดสีและแรงเสียดทานที่เกิดขึ้นบริเวณจุดเข้าสู่ชิ้นงานของการกัดแบบทั่วไป นอกจากนี้ยังช่วยถ่ายเทความร้อนไปยังเศษได้ง่ายขึ้น ช่วยป้องกันทั้งชิ้นงานและเครื่องมือ เพราะเศษไหลออกไปด้านหลังของดอกกัด จึงช่วยลดความเสี่ยงในการตัดเศษซ้ำ
โดยทั่วไปแล้ว การกัดตามจะเป็นที่นิยมมากกว่า แต่ในบางกรณีการกัดแบบทั่วไปอาจเป็นตัวเลือก โดยเฉพาะอย่างยิ่งในเครื่องจักรรุ่นเก่าที่มีความมั่นคงน้อยหรือมีช่องว่างระหว่างเฟือง
2. ระยะยื่นที่สั้นลงช่วยยืดอายุการใช้งานของเครื่องมือ

ควรติดตั้งดอกกัดโซลิดของคุณให้มีระยะยื่นสั้นที่สุดเท่าที่จะเป็นไปได้ (ความยาวด้านนอกตัวจับยึดเครื่องมือ)
ดอกกัดที่มีความยาวเครื่องมือที่มากมีแนวโน้มที่จะเกิดการสั่นสะเทือน ซึ่งนำไปสู่การกะเทาะของคมตัด

เครื่องมือประเภทนี้จะเกิดการโก่งตัวมากขึ้นระหว่างการทำงาน ซึ่งจะนำไปสู่การสึกหรอด้านข้างที่เร็วขึ้น
3. เลือกตัวจับยึดเครื่องมือที่เหมาะสม

เมื่อประกอบเครื่องมือ จำเป็นต้องปฏิบัติตามหลักการพื้นฐานบางประการอย่างเคร่งครัด
แม้จะดูไม่ซับซ้อน แต่เครื่องมือต้องติดตั้งในตัวจับยึดเครื่องมือที่ถูกต้องเสมอ ยิ่งสั้นและใหญ่ยิ่งดี เพื่อให้ได้ความแข็งแกร่งสูงสุด และอุปกรณ์จับยึดจะต้องมีความมั่นคงอย่างสมบูรณ์เพื่อรองรับชิ้นงานอย่างเหมาะสม
การละเลยหลักการพื้นฐานเหล่านี้อาจนำไปสู่สภาพการทำงานที่ไม่ปลอดภัยและเป็นอันตราย

การเลือกตัวจับยึดเครื่องมือที่เหมาะสมเป็นสิ่งสำคัญอย่างยิ่งต่อการบรรลุประสิทธิภาพสูงสุดของเครื่องมือ
ที่ความเร็วสปินเดิลสูง (มากกว่า 12,000 rpm) การใช้ตัวจับยึดที่ปรับสมดุลละเอียดเป็นสิ่งจำเป็น เพื่อให้แน่ใจว่าค่ารันเอาท์ต่ำที่สุดและป้องกันการสั่นสะเทือนขนาดเล็ก

นอกจากนี้ เทคโนโลยีขั้นสูง เช่น หัวจับปลอกรัดความเที่ยงตรงสูงหรือหัวจับไฮดรอลิกที่รองรับการสั่นสะเทือนยังช่วยลดการสั่นสะเทือน ซึ่งช่วยืดอายุการใช้งานของเครื่องมือและปรับปรุงผิวสำเร็จให้ดีขึ้น
ความสะอาดก็มีบทบาทสำคัญเช่นกัน สิ่งสกปรกหรือเศษบนเครื่องมือหรือภายในตัวจับยึด สามารถทำลายรูและด้ามเครื่องมือ ส่งผลให้ประสิทธิภาพลดลง ความไม่แม่นยำของขนาด และเพิ่มการสั่นสะเทือนระหว่างการตัดเฉือน
ควรทำความสะอาดตัวจับยึดเครื่องมือและด้ามเครื่องมืออย่างทั่วถึง ก่อนประกอบเข้าด้วยกัน
ท้ายที่สุด ตัวจับยึดเครื่องมือคุณภาพสูงและได้รับการดูแลรักษาอย่างดี คือกุญแจสำคัญในการเพิ่มประสิทธิภาพสูงสุดจากเครื่องมือของคุณ
4. ตั้งเป้าให้ค่ารันเอาท์ต่ำ
ค่ารันเอาท์คือระดับที่เครื่องมือหรือสปินเดิลเคลื่อนออกจากแกนหมุนที่ตั้งไว้ ยิ่งค่ารันเอาท์รวมต่ำ การกระจายแรงตัดบนฟันแต่ละอันก็จะยิ่งดีขึ้น และอายุการใช้งานเครื่องมือจะยาวนานขึ้น
ค่ารันเอาท์ทำให้เครื่องมือสึกหรอก่อนเวลาและเกิดการสั่นสะเทือนมากเกินไป ซึ่งทำให้ผิวสำเร็จไม่ดีและอาจสร้างความเสียหายให้กับตลับลูกปืนของสปินเดิลได้ คุณรู้หรือไม่ว่า อายุการใช้งานเครื่องมือของคุณลดลงประมาณ 10% สำหรับค่ารันเอาท์ทุกๆ 0.02 มม.?
5. เครื่องมือเข้าชิ้นงานอย่างไร
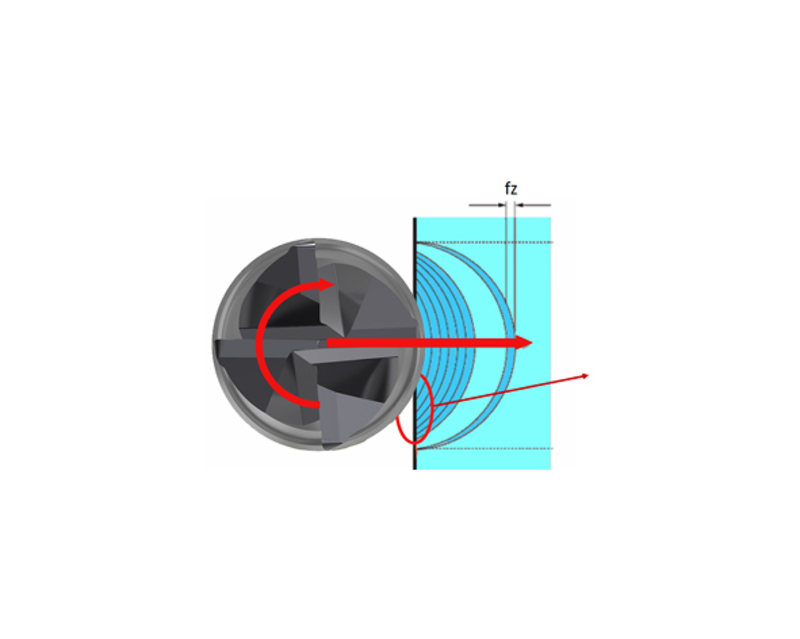
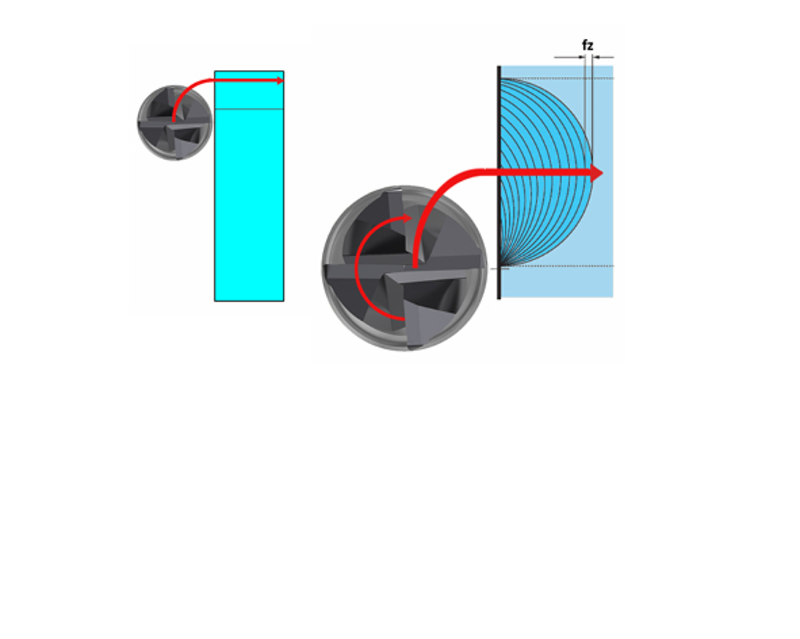
การตัดแบบหมุนเข้าชิ้นงานเป็นการเพิ่มอัตราป้อนและความลึกในการตัดทีละน้อยเมื่อเครื่องมือเข้าชิ้นงาน และเป็นวิธีที่แนะนำให้ใช้ด้วยเหตุผลหลายประการ ซึ่งช่วยเพิ่มประสิทธิภาพกระบวนการตัดเฉือนและปรับปรุงคุณภาพโดยรวมของชิ้นงานที่เสร็จสมบูรณ์
การใช้งานเฉพาะและวัสดุที่จะตัดเฉือน อาจต้องมีการปรับเปลี่ยนกลยุทธ์การตัดแบบหมุนเล็กน้อย แต่หลักการทั่วไปของการเข้าตัดอย่างค่อยเป็นค่อยไปมักมีความสำคัญมากกว่า
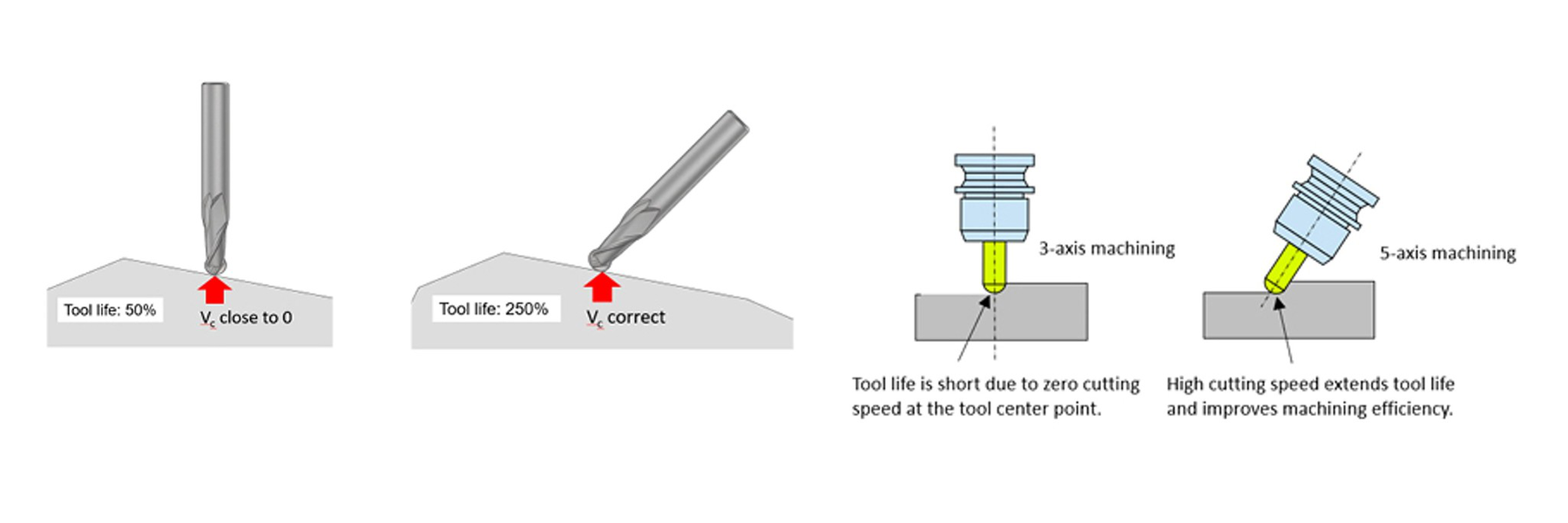
การเอียงสปินเดิลในการทำงานหลายแกน ช่วยให้เครื่องมือเข้าถึงชิ้นงานในมุมที่ดีที่สุด ช่วยลดการสะท้านและการสึกหรอของดอกกัด
ด้วยการเอียงสปินเดิล ทำให้เครื่องมือปลายมนยังสามารถรักษาความเร็วในการตัดที่สม่ำเสมอ ส่งผลให้ได้ผิวสำเร็จที่ดีขึ้น
สิ่งนี้มีความสำคัญอย่างยิ่ง เมื่อต้องตัดเฉือนพื้นผิวที่ซับซ้อนหรือชิ้นส่วนที่มีลักษณะโค้ง
วิธีคาดการณ์การสะท้านก่อนเริ่มการตัดเฉือน
ระบบกราฟเสถียรภาพการตัดเฉือนเป็นแนวคิดหลักในการตัดเฉือนแบบไดนามิกที่ช่วยคาดการณ์และจัดการการสั่นสะเทือนระหว่างการตัดเฉือน โดยพื้นฐานแล้ว ระบบนี้ช่วยให้ช่างเครื่องและวิศวกรสามารถวิเคราะห์เสถียรภาพของกระบวนการตัดเฉือน เพื่อปรับแต่งพารามิเตอร์ให้เหมาะสมและหลีกเลี่ยงปัญหาต่างๆ เช่น การสะท้าน
ระบบนี้มีพื้นฐานมาจากแนวคิดที่ว่าการผสมผสานของพารามิเตอร์การตัดบางอย่าง เช่น ความเร็วสปินเดิล อัตราป้อน และความลึกของการตัด อาจทำให้เกิดสภาวะการตัดเฉือนที่มั่นคงหรือไม่มั่นคงก็ได้ เมื่อนำการผสมผสานเหล่านี้มาพล็อตบนกราฟ จะเกิดเป็นรูปทรง “โค้ง” ที่ชัดเจน
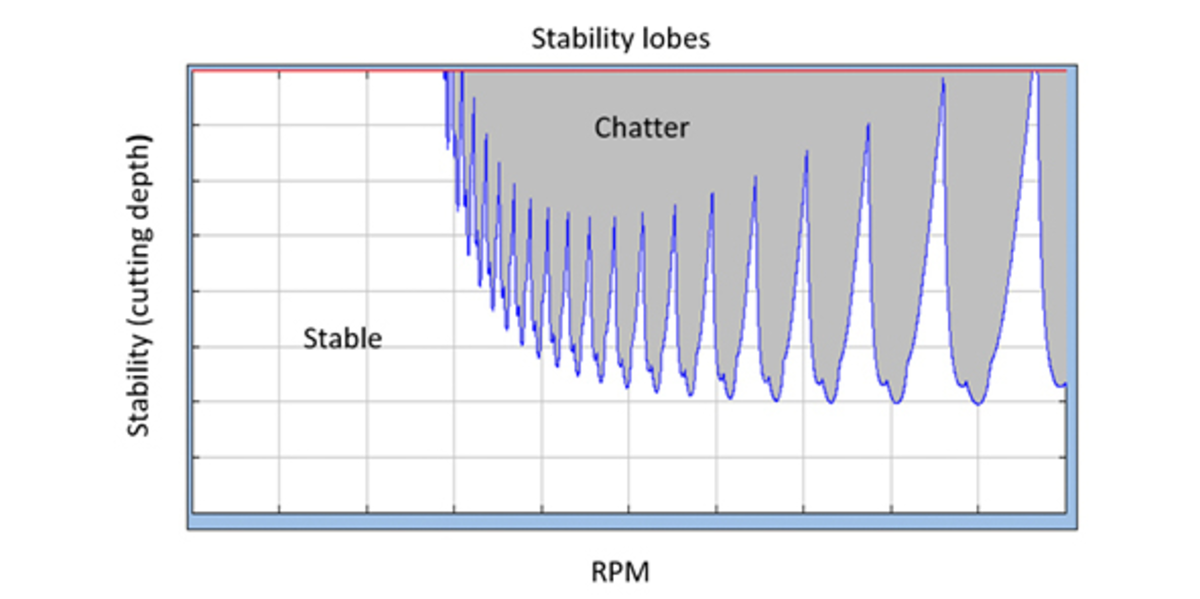
ในกราฟนี้ แกนแนวนอนมักแสดงความเร็วสปินเดิล (RPM) ส่วนแกนแนวตั้งจะแสดงความลึกในการตัด โค้งเหล่านี้ปรากฎขึ้นเนื่องจากปฏิสัมพันธ์ระหว่างความถี่ธรรมชาติของเครื่องมือตัดและชิ้นงาน รวมถึงไดนามิกของเครื่องจักรเองด้วย
โดยการอ้างอิงกราฟโค้งเสถียรภาพ ช่างเครื่องสามารถระบุพื้นที่การทำงานที่ปลอดภัยสำหรับการตั้งค่าเครื่องมือและวัสดุเฉพาะได้ สิ่งนี้ช่วยให้มั่นใจได้ว่าการตัดเฉือนเป็นไปอย่างราบรื่น ปราศจากการสะท้าน และส่งผลให้ได้ผิวสำเร็จที่ดีขึ้นและประสิทธิภาพที่ดีขึ้น
โดยสรุป ระบบกราฟโค้งเสถียรภาพการตัดเฉือน เป็นเครื่องมือที่ทรงพลังสำหรับการปรับปรุงเงื่อนไขการตัดเฉือนและเพิ่มคุณภาพโดยรวมของกระบวนการตัดโลหะ
กลยุทธ์การตัดเฉือนดอกกัดโซลิดเพื่อควบคุมการสั่นสะเทือน
การกัดแบบ Trochoidal
กลยุทธ์นี้แนะนำให้ใช้เพื่อช่วยลดการสั่นสะเทือนในบริเวณที่ท้าทาย เช่น มุมที่เส้นทางเครื่องมือแบบทั่วไปอาจนำไปสู่สภาพการตัดที่ไม่มั่นคง เส้นทางการตัดแบบ Trochoidal ช่วยให้เครื่องมือเคลื่อนเข้าสู่การตัดอย่างค่อยเป็นค่อยไป ช่วยลดแรงกระชากฉันพลันที่ทำให้เกิดการสั่นสะเทือนและการสะท้าน และยังช่วยให้การไหลของเศษดีขึ้น ป้องกันเครื่องมือทำงานหนักเกินไปและชำรุด
เส้นทางเครื่องมือแบบ adaptive
มีหลักการคล้ายกับการกัดแบบ trochoidal เส้นทางเครื่องมือแบบ adaptive ช่วยรักษาโหลดของเศษให้คงที่ ซึ่งช่วยลดความผันผวนของแรงตัดและหลีกเลี่ยงการสะสมของแรงสั่นสะเทือน มุมเกลียวที่แตกต่างกันมักถูกใช้ในกลยุทธ์นี้เพื่อขัดขวางการสะสมของคลื่นความถี่และลดการสะท้าน
การกัดอัตราป้อนสูง (HFM)
การกัดอัตราป้อนสูงช่วยควบคุมการสั่นสะเทือนโดยการผลักแรงตัดส่วนใหญ่เข้าสู่สปินเดิลในแนวแกนแทนที่จะเป็นแนวรัศมี ซึ่งทำให้สปินเดิลมีเสถียรภาพมากขึ้น อัตราป้อนสูงควบคู่กับความลึกของการตัดน้อย จะช่วยลดการสั่นสะเทือน โดยเฉพาะอย่างยิ่งกับเครื่องมือที่มีระยะยื่นยาว เส้นทางเครื่องมือที่สม่ำเสมอและการติดตั้งเครื่องมือที่แข็งแรง ช่วยลดแรงสั่นสะเทือนได้ขึ้น ทำให้การรวมกันนี้เหมาะอย่างยิ่งสำหรับการตัดเฉือนที่ราบรื่นและมั่นคงยิ่งขึ้น
การตัดเฉือนความเร็วสูง (HSM)
กลยุทธ์นี้ช่วยให้การตัดราบรื่นด้วยการใช้ความเร็วสปินเดิลสูงและความลึกของการตัดตื้น ซึ่งหมายความว่าเครื่องมือไม่เข้าสู่การตัดอย่างรุนแรงเกินไปและรักษาสภาวะการตัดที่มั่นคง ความเร็วสูงยังช่วยให้เศษหลุดออกอย่างรวดเร็ว ทำให้การตัดสะอาดและลดความร้อน นอกจากนี้ เครื่องจักรและเครื่องมือที่ใช้สำหรับ HSM มักถูกสร้างให้มีความแข็งแกร่งและแม่นยำเป็นพิเศษ ดังนั้นจึงสามารถดูดซับโหลดไดนามิกและรักษาความแม่นยำได้
สรุปสั้นๆ
การสั่นสะเทือนเป็นสิ่งที่หลีกเลี่ยงไม่ได้ในการกัดปลายโซลิด แต่ด้วยกลยุทธ์เครื่องมือ และการตั้งค่าที่เหมาะสม สามารถจัดการหรือป้องกันได้อย่างมีประสิทธิภาพ ตั้งแต่การเข้าใจสาเหตุของการสะท้านไปจนถึงการใช้กลยุทธ์การตัดเฉือนขั้นสูง เช่น การกัดแบบ trochoidal และการกัดความเร็วสูง ทุกขั้นตอนที่คุณดำเนินการเพื่อเพิ่มความมั่นคงจะช่วยเพิ่มอายุการใช้งานเครื่องมือ คุณภาพพื้นผิวและผลผลิตโดยรวม ด้วยการติดตามข้อมูลและการดำเนินการเชิงรุก คุณสามารถเปลี่ยนการสะท้านจากความท้าทาย ให้กลายเป็นปัจจัยที่ควบคุมได้ในความสำเร็จด้านการตัดเฉือนของคุณ