ソリッドエンドミル加工における振動のすべて
What are some key factors that influence vibrations, how can you prevent them and how can you predict them?振動に影響を与える主な要因は何か、どのように防止し、予測できるか?
振動とは何か?
ソリッドエンドミル加工において、振動とは加工中に切削工具と被削材の間で発生する往復運動を指します。 ある程度の微振動は常に存在し、多くの場合無害ですが、過度の振動は「びびり(チャター)」に発展し、表面品質の低下、工具寿命の短縮、さらにはスピンドルや他の機械部品の損傷を引き起こす可能性があります。 したがって、振動を管理することは、加工精度と生産性を維持するために不可欠です。
加工におけるびびりの原因は?
びびりは、エンドミルの各刃が被削材に食い込んだり離れたりする際に、切削抵抗が急激に変化することで発生します。 このように変化する負荷は、工具や被削材を揺らす原因となり、特にセットアップが十分に安定していない場合に顕著です。 一度びびりが発生すると、勢いを増して制御が困難になり、切削パラメータを調整したり、セットアップの安定性を改善したりしないと収まらなくなります。

加工におけるびびりを抑制するための5つのポイント
1. アップカット vs. ダウンカット、適切な選択
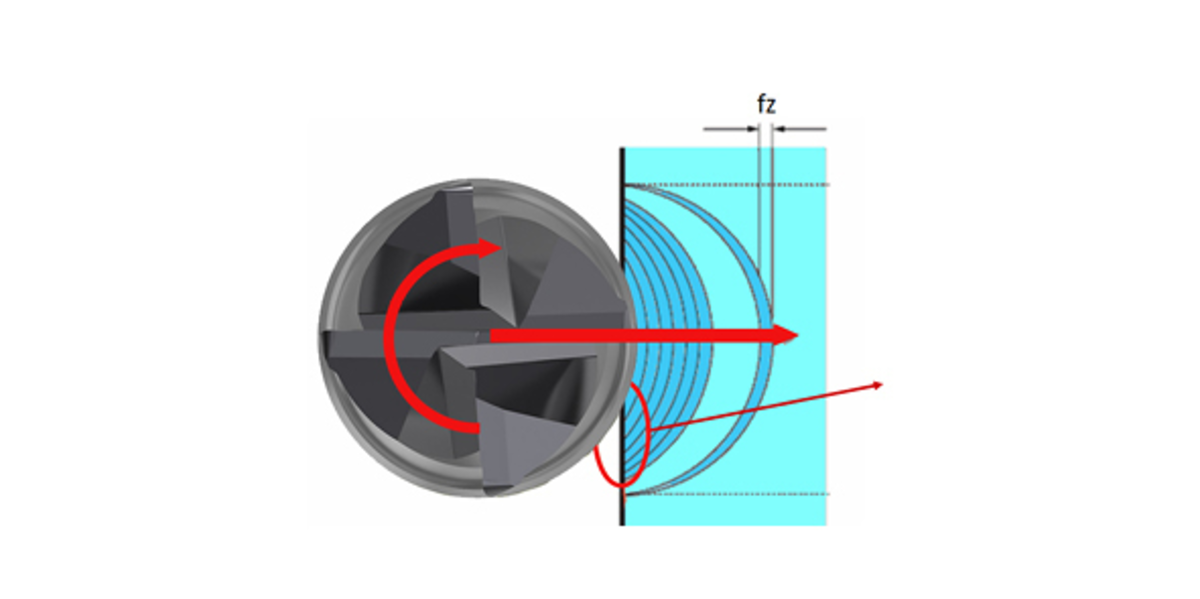
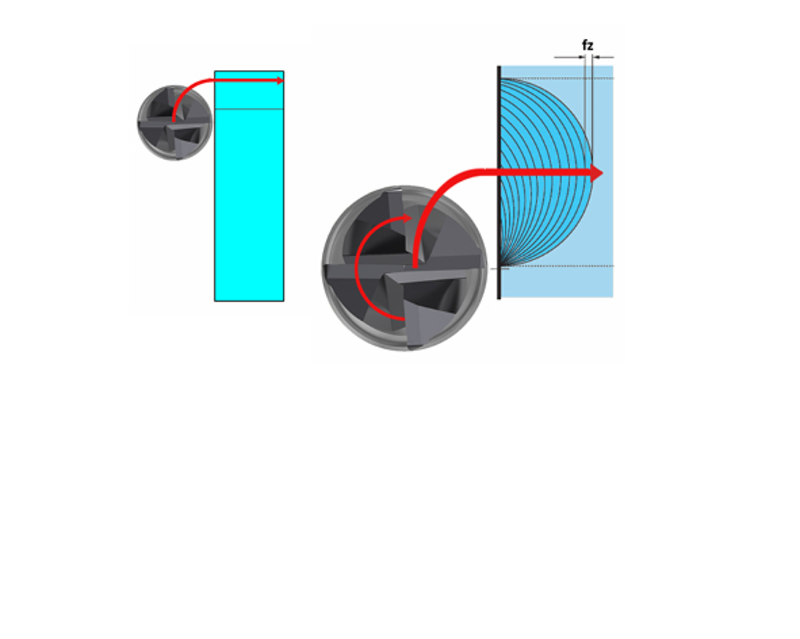
切削工具にかかる負荷は、主に工具とその切れ刃が被削材にどのように入るかによって決まります。 アップカット(上向き削り)では、カッターは送り方向とは逆向きに回転し、最小の切りくず厚さで被削材に進入し、最大の切りくず厚さで退出します。 ダウンカット(下向き削り)では、カッターは送り方向と同じ向きに動き、最大の切りくず厚さで被削材に進入し、切りくず厚さがゼロになるにつれて退出します。 どちらの場合も、先細りの切りくずが生成されます。
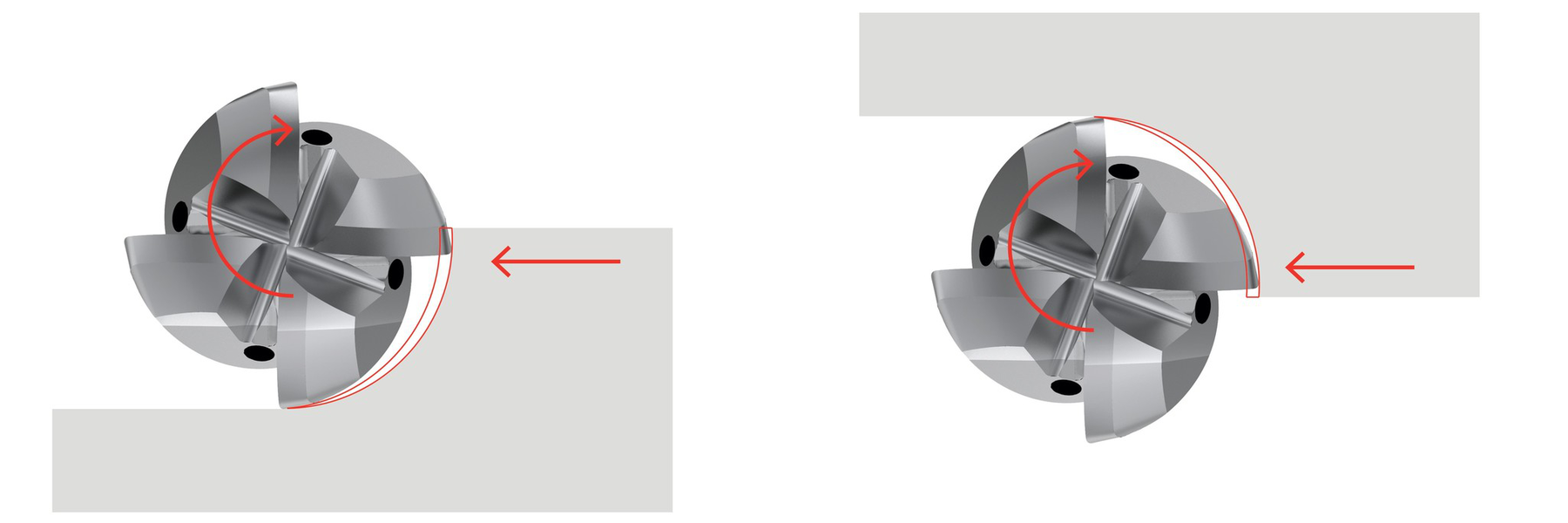
ほとんどの場合、工具メーカーはダウンカットを推奨します。なぜなら、アップカットの進入時に発生するこすれや摩擦を最小限に抑えるからです。 また、熱を切りくずへと効率的に伝え、被削材と工具の両方を保護し、切りくずがカッターの後方に流れるため、再切削のリスクを最小限に抑えます。
一般的にはダウンカットが望ましいですが、バックラッシュの問題がある古い、不安定な機械では、まれにアップカットが代替案となることがあります。
2. オーバーハングを短くして工具寿命を延長

ソリッドエンドミルは、常に可能な限り短い突出し長さ(オーバーハング、ツールホルダーの外側の支持されていない長さ)で取り付けてください。
工具長の長いフライスは振動しやすく、これが切れ刃のチッピングにつながります。

この種の工具は加工中により大きくたわみ、結果としてより速い逃げ面摩耗(フランク摩耗)につながります。
3. 適切なツールホルダーの選択

工具を組み立てる際には、いくつかの基本的なガイドラインに従うことが不可欠です。
簡単に見えるかもしれませんが、工具は常に正しいツールホルダーに取り付ける必要があり(最適な剛性を得るためには、より短く、太い方が良い)、治具は被削材を適切に支持するために完全に安定している必要があります。
これらの基本を無視すると、危険な作業環境につながる可能性があります。

最適な工具性能を達成するためには、適切なツールホルダーを選択することが非常に重要です。
高い主軸回転数(12,000 rpm以上)では、振れを最小限に抑え、微振動を防ぐために、精密にバランスの取れたホルダーを使用することが不可欠です。

さらに、高精度コレットチャックやハイドロリックチャックなどの先進技術は、振動を低減する減衰効果を発揮し、工具寿命を延ばし、表面品位を向上させます。
清潔さも重要な役割を果たします。 工具やホルダー内部の汚れや切りくずは、内径や工具シャンクを損傷させ、性能低下、寸法不正確、加工中の振動増加につながる可能性があります。
ツールホルダーと工具シャンクを組み合わせる前には、必ず徹底的に清掃してください。
最終的に、高品質で手入れの行き届いたツールホルダーは、ツーリングセットアップから最高のパフォーマンスを引き出すための鍵です。
4. 低い振れを目指す
振れ(ランナウト)とは、工具や主軸が意図した回転軸からずれる度合いのことです。 総振れが小さいほど、各刃への切削抵抗の分散が良くなり、工具寿命が長くなります。
振れは工具の早期摩耗や過度の振動を引き起こし、それが表面仕上げの悪化やスピンドルベアリングの損傷につながることさえあります。 振れが0.02mm増えるごとに、工具寿命が約10%減少することをご存知でしたか?
5. 工具が被削材にどのように接触するか
「転がり込み切削」は、工具が被削材に接触する際に送り速度と切り込み深さを徐々に増加させる方法であり、加工プロセスを強化し、完成部品の全体的な品質を向上させるなど、いくつかの理由で推奨されます。
特定の用途や被削材によっては、転がり込み戦略にいくつかの調整が必要になる場合がありますが、徐々に食い込ませるという一般原則は、多くの場合、有効です。
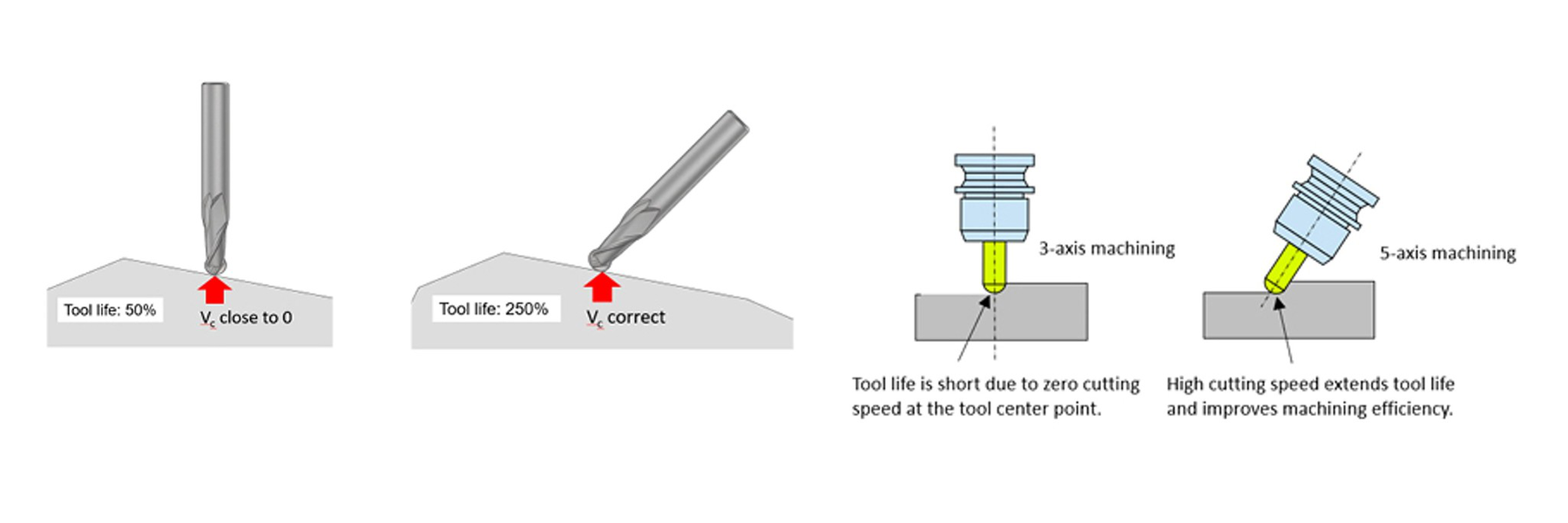
多軸加工における主軸の傾斜により、工具は最適な角度で被削材にアプローチでき、エンドミルのびびりや摩耗を低減できます。
主軸を傾けることで、ボールノーズ工具は一定の切削速度を維持でき、より良い表面仕上げが得られます。
これは特に、複雑な曲面や輪郭部品を加工する場合に重要です。
加工開始前にびびりを予測する方法
「安定性線図(または安定性ローブ図)」は、加工動力学における重要な概念であり、切削作業中の振動を予測・管理するのに役立ちます。 これは基本的に、オペレーターやエンジニアが切削プロセスの安定性を分析し、パラメータを微調整してびびりのような問題を回避できるようにするシステムです。
これは、主軸回転数、送り速度、切り込み深さなどの特定の切削パラメータの組み合わせが、安定的または不安定な切削条件につながる可能性があるという考えに基づいています。 これらの組み合わせをグラフにプロットすると、明確な「ローブ」が形成されます。
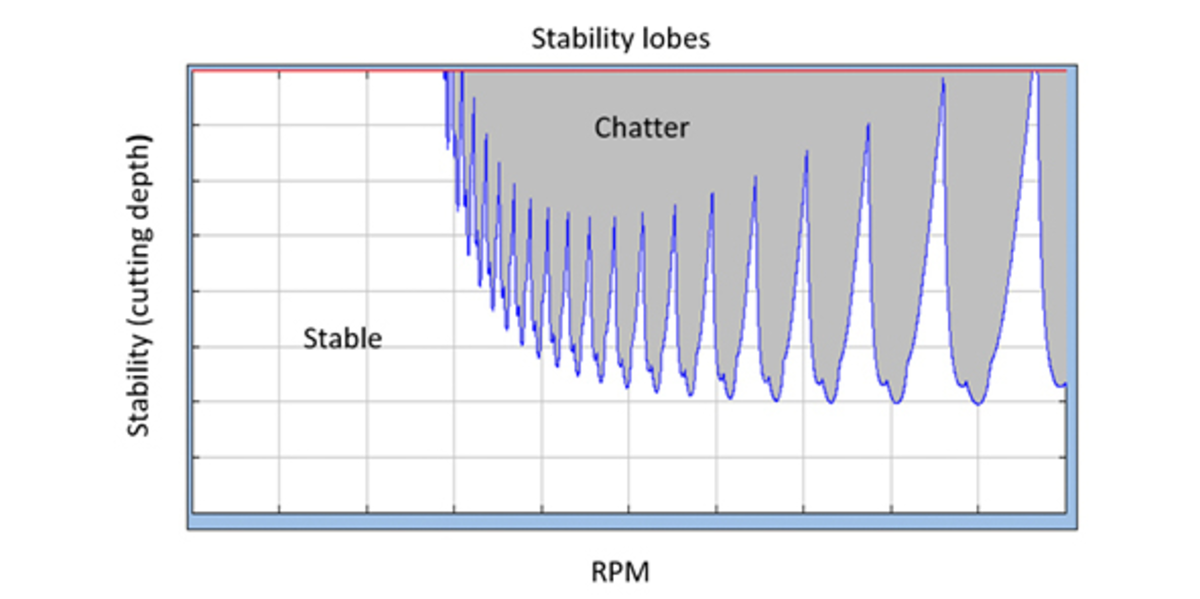
このチャートでは、横軸は通常、主軸回転数(RPM)を、縦軸は切り込み深さを表します。 これらのローブは、切削工具と被削材の固有振動数、および機械自体のダイナミクスとの相互作用によって現れます。
安定性線図を参照することで、機械工は特定の工具と材料のセットアップに対する安全な操作領域を特定できます。 これにより、びびりのないスムーズな加工が保証され、より良い表面仕上げと効率の向上がもたらされます。
要するに、加工安定性線図システムは、切削条件を最適化し、金属切削作業の全体的な品質を向上させるための強力なリソースです。
振動を制御するためのソリッドエンドミル加工戦略
トロコイド加工
この戦略は、従来のツールパスが不安定な切削条件につながる可能性のあるコーナーなどの困難な領域で振動を低減するために推奨されます。 トロコイドパスにより、工具が徐々に切り込み、振動やびびりの原因となる急激な力のピークを低減します。 また、切りくずの流れを改善し、工具の過負荷や破損を防ぎます。
アダプティブ・ツールパス
トロコイド加工と同様の原理を共有するアダプティブ・パスは、一定の切りくず負荷を維持し、力の変動を最小限に抑え、振動の蓄積を回避します。 この戦略では、調和振動の蓄積を妨げ、びびりを抑制するために、不等ねじれ角(不等リード)がよく使用されます。
高送り加工(HFM)
高送り加工は、切削抵抗のほとんどを半径方向ではなく軸方向に主軸に押し込むことで振動を制御するため、より安定しています。 切り込み深さを小さくして送り速度を高くすると、特にリーチの長い工具で、切削抵抗と振動が低下します。 一貫したツールパスと剛性の高い工具セットアップは、振動をさらに減衰させます。この組み合わせはよりスムーズで安定した加工に最適です。
高速加工(HSM)
この戦略は、速い主軸回転数と浅い切り込みを使用することで、工具が過度に積極的に切り込まず、安定した切削状態を維持し、スムーズな加工を実現します。 また、高速であることは、切りくずが素早く排出され、切削部をきれいに保ち、熱を低減することも意味します。 さらに、HSMに使用される機械と工具は、通常、非常に剛性が高く精密に作られているため、動的負荷が吸収され、精度が維持されます。
まとめ
振動はソリッドエンドミル加工において避けられない現象ですが、適切な戦略、工具、セットアップにより、効果的に管理または防止することができます。 びびりの原因の理解から、トロコイド加工や高速加工(HSM)といった高度な加工戦略の適用に至るまで、安定性の確保に向けたあらゆる取り組みが、工具寿命、表面品位、そして全体的な生産性の向上につながります。 常に情報を入手し、積極的に行動することで、びびりを課題から、加工の成功における制御可能な要因に変えることができます。