Todo lo que necesita saber sobre las vibraciones en el fresado de extremo sólido
¿Cuáles son algunos de los factores clave que influyen en las vibraciones, cómo se pueden prevenir y cómo se pueden predecir?
¿Qué son las vibraciones?
En el fresado de extremo sólido, la vibración se refiere a los movimientos de vaivén entre la herramienta de corte y la pieza de trabajo durante el mecanizado. Aunque siempre existe un cierto nivel de microvibración a menudo inofensivo, el exceso de vibración puede convertirse en rebote (chatter), lo que afecta negativamente al acabado superficial, acorta la vida útil de la herramienta y puede dañar el husillo u otros componentes de la máquina. Por lo tanto, la gestión de la vibración es esencial para mantener la precisión y la productividad del mecanizado.
¿Qué causa el chatter o rebote en el mecanizado?
El chatter o rebote ocurre cuando las fuerzas de corte cambian rápidamente a medida que cada filo de corte de la fresa enteriza se engancha y se desengancha con la pieza de trabajo. Estas cargas variables pueden hacer que la herramienta o la pieza de trabajo tiemblen, especialmente si su sistema no es lo suficientemente estable. Una vez que aparece el rebote, puede ganar impulso, dificultando controlarlo sin ajustar los parámetros de corte o mejorar la estabilidad de su sistema.

5 consejos sobre cómo reducir el rebote en el mecanizado
1. Elija la posición de la fresa de forma correcta
Las cargas en la herramienta de corte son causadas principalmente por la forma en que la herramienta y sus filos de corte entran en la pieza de trabajo. En el fresado convencional o “ascendente”, la fresa gira en dirección contraria al avance, entrando en la pieza de trabajo con el grosor mínimo de la viruta y saliendo con el grosor máximo de la misma. En el fresado en subida o “down milling”, la herramienta de corte se mueve en la misma dirección que el avance, entrando en la pieza con el grosor máximo de viruta y saliendo a medida que el grosor de la viruta disminuye hasta cero. En ambos casos, la operación produce una viruta de forma cónica.
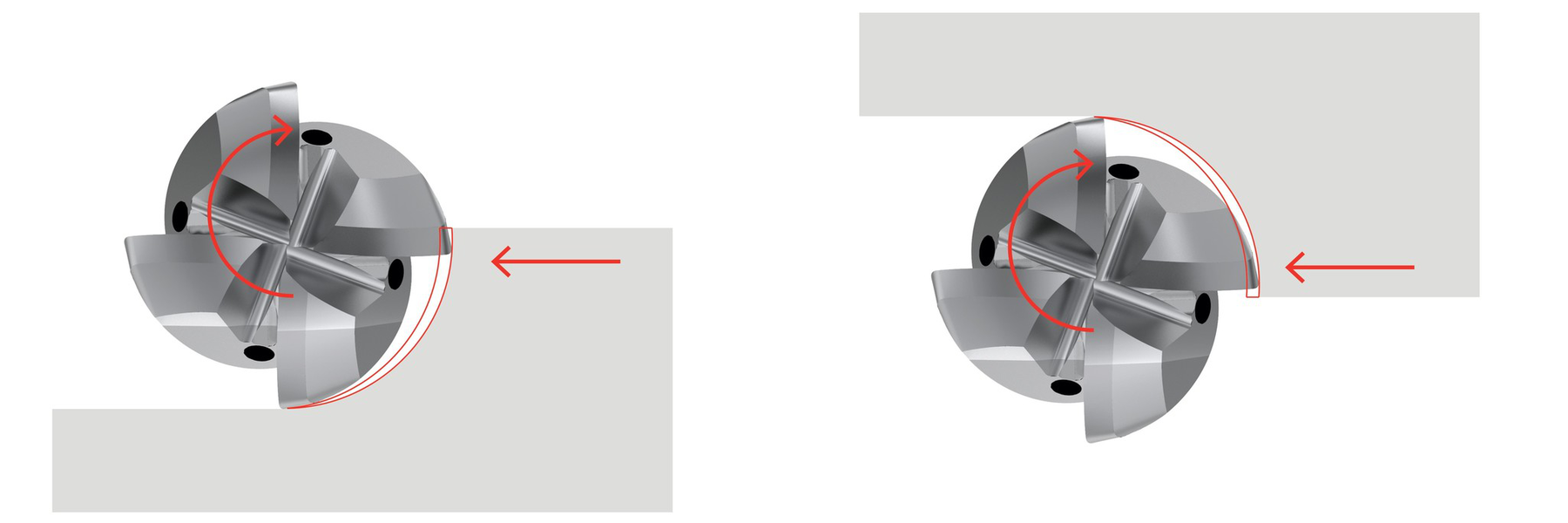
En la mayoría de las situaciones, los proveedores de herramientas recomiendan el fresado descendente porque minimiza el rozamiento y la fricción que se producen a la entrada del fresado convencional. También facilita la transferencia de calor a la viruta, protegiendo tanto la pieza de trabajo como la herramienta y, a medida que las virutas fluyen detrás de la fresa, minimiza el riesgo de acuñamiento.
En general, es preferible el fresado descendente o down milling, pero en raras ocasiones el fresado convencional podría ser una alternativa, especialmente en máquinas más antiguas y menos estables con problemas de reacción.
2. Los voladizos más cortos ayudan a prolongar la vida útil de la herramienta

Voladizos más cortos alargan la vida útil de la herramienta
Monte siempre su fresa enteriza de metal duro con el voladizo más corto posible (la longitud libre fuera del portaherramientas).

Este tipo de herramientas se desviará más durante la operación, lo que también provocará un desgaste más rápido del flanco.
3. Seleccione el portaherramientas correcto

Al montar herramientas, es esencial seguir algunas pautas fundamentales.
Si bien puede parecer sencillo, las herramientas siempre deben montarse en el portaherramientas correcto (cuanto más corto y voluminoso, mejor para una rigidez óptima). La fijación debe ser completamente estable para soportar adecuadamente la pieza de trabajo.
Ignorar estos conceptos básicos puede conducir a condiciones de trabajo inseguras y peligrosas.

Seleccionar el soporte de herramienta adecuado es crucial para lograr un rendimiento óptimo de la herramienta.
A altas velocidades del husillo (por encima de 12.000 rpm), el uso de soportes equilibrados finos es esencial para asegurar un mínimo descentrado y evitar micro-vibraciones.

PortapinzasAdemás, las tecnologías avanzadas como los portapinzas de alta precisión o los portapinzas hidráulicos ofrecen un efecto amortiguador que ayuda a reducir la vibración, lo que prolonga la vida útil de la herramienta y mejora el acabado de la superficie.
La limpieza también juega un papel vital. La suciedad o las virutas en la herramienta o en el interior del soporte pueden dañar el agujero y el vástago de la herramienta, lo que conduce a un rendimiento reducido, imprecisiones dimensionales y una mayor vibración durante el mecanizado.
Limpie siempre bien el portaherramientas y el vástago de la herramienta antes de combinarlos.
En última instancia, un portaherramientas de alta calidad y bien mantenido es clave para obtener el mejor rendimiento posible de su sistema de herramientas.
4. Apunta a un bajo descentrado
El descentrado es el grado en que una herramienta o husillo se aleja de su eje de rotación previsto. Cuanto menor sea el descentrado total, mejor será la distribución de las fuerzas de corte en cada diente y más durará la herramienta.
El descentrado causa un desgaste prematuro de las herramientas y vibraciones excesivas, que a su vez pueden causar un acabado superficial deficiente e incluso dañar los rodamientos del husillo. ¿Sabía que la vida útil de la herramienta se reduce en un 10% por cada 0,02 mm de descentrado?
5. Cómo la herramienta se encuentra con la pieza de trabajo
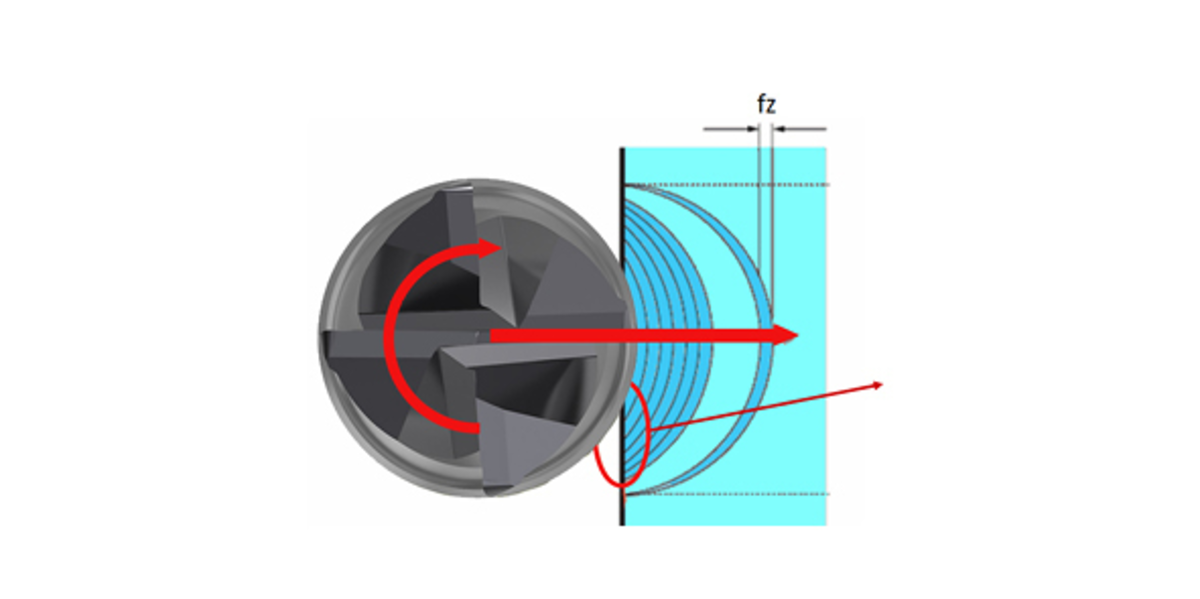
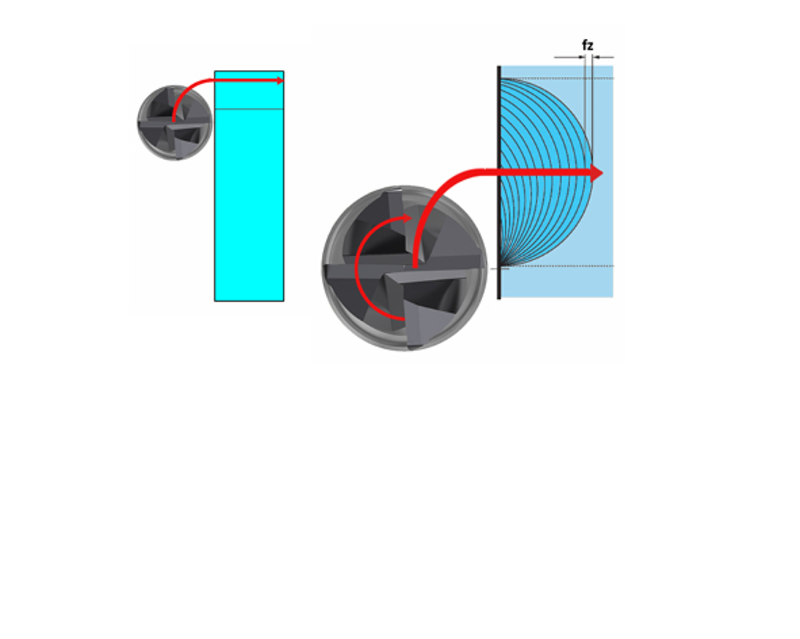
Entrar en el corte de forma progresiva mantiene las virutas finas a la salida Resultando en una mejor vida útil de la herramienta y en un menor número de vibraciones
“Entrar en el corte de forma progresiva” consiste en aumentar gradualmente la velocidad de avance y la profundidad de corte a medida que la herramienta entra en contacto con la pieza de trabajo. Se recomienda ya que mejora el proceso de mecanizado y aumenta la calidad general de la pieza acabada.
La aplicación específica y el material a mecanizar pueden requerir algunos ajustes en la estrategia de entrada progresiva, pero el principio general de compromiso gradual suele ser más relevante que no aplicarlo.
La inclinación del husillo en operaciones multieje permite que la herramienta se acerque a la pieza de trabajo en el ángulo óptimo, reduciendo el rebote (chatter) y el desgaste de la fresa enteriza.
Al inclinar el husillo, una herramienta de punta esférica también puede mantener una velocidad de corte constante, lo que resulta en un mejor acabado superficial.
Esto es especialmente importante al mecanizar superficies complejas o piezas contorneadas.
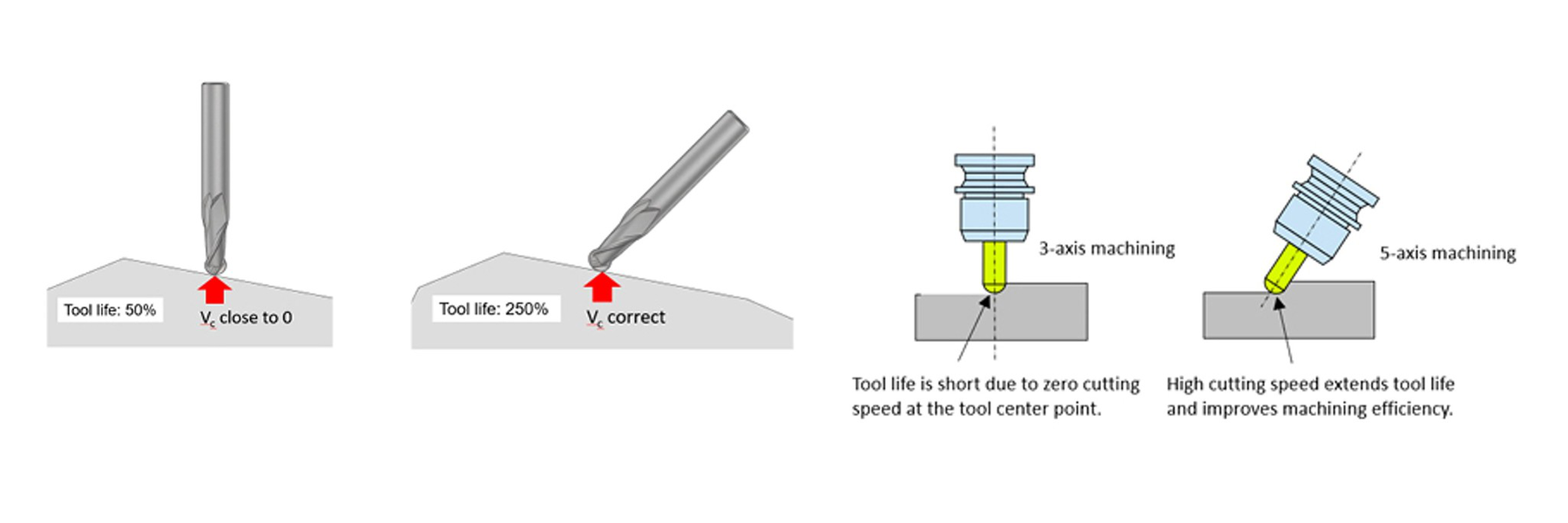
Efecto de la inclinación del vástago en la velocidad de corte con herramientas de punta esférica
Cómo predecir el rebote antes de empezar a mecanizar
El Sistema de Lóbulos de Estabilidad en el Mecanizado es un concepto clave en la dinámica del mecanizado que ayuda a predecir y controlar las vibraciones durante las operaciones de corte. Es esencialmente un sistema que permite a los maquinistas e ingenieros analizar la estabilidad de su proceso de corte para que puedan ajustar los parámetros y evitar problemas como el rebote.
Se basa en la idea de que ciertas combinaciones de parámetros de corte, como la velocidad del husillo, la velocidad de avance y la profundidad de corte, pueden generar condiciones de corte estables o inestables Cuando estas combinaciones se trazan en un gráfico, forman distintos “lóbulos”.
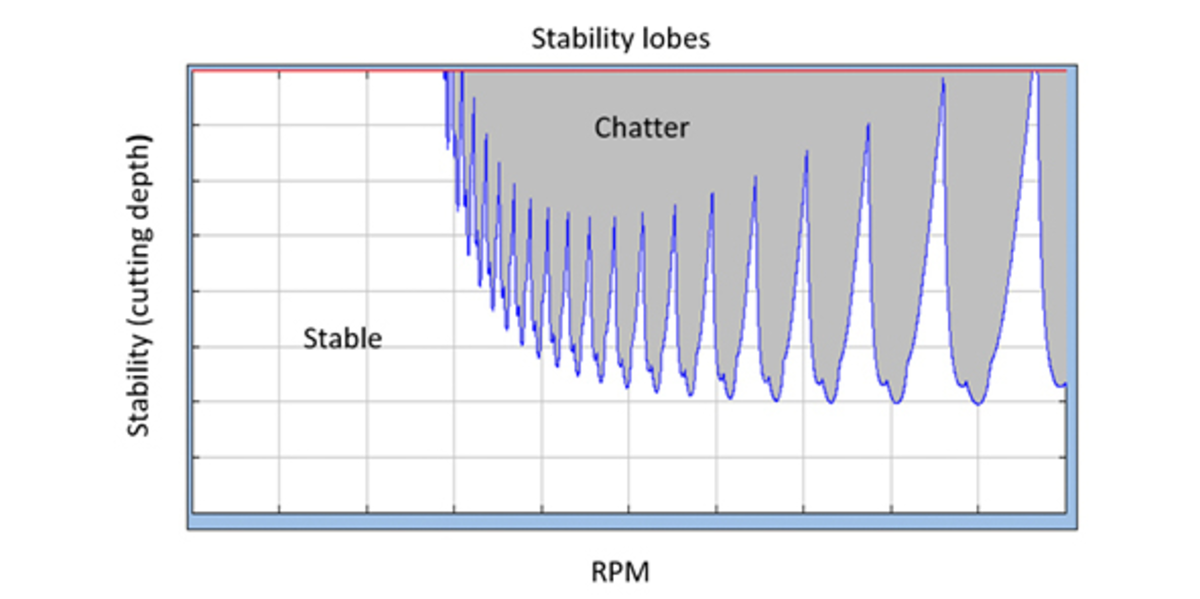
En esta gráfica, el eje horizontal normlamente muestra la velocidad del husillo (en RPM), mientras que el eje vertical representa la profundidad de corte. Estos lóbulos aparecen debido a la interacción entre las frecuencias naturales de la herramienta de corte y la pieza de trabajo, junto con la dinámica de la propia máquina.
Al consultar un diagrama de lóbulos de estabilidad, los operarios pueden identificar las zonas de operación seguras para una configuración específica de herramienta y material Esto ayuda a garantizar un mecanizado más suave, libre de fuerzas de rebote, generando mejores acabados superficiales y aumentando la eficiencia.
En resumen, el sistema de lóbulos de estabilidad de mecanizado es un poderoso recurso para optimizar las condiciones de corte y mejorar la calidad general de las operaciones de corte de metales.
Estrategias de mecanizado de fresas enterizas de metal duro para control de la vibración
Fresado trocoidal
Se recomienda esta estrategia para reducir las vibraciones en áreas difíciles como las esquinas donde las trayectorias de las herramientas convencionales pueden conducir a condiciones de corte inestables. Las trayectorias trocoidales permiten que la herramienta se desplace hacia el corte de forma gradual, lo que reduce los picos de fuerza repentinos que causan vibración y rebote. También permite un mejor flujo de la viruta, evitando la sobrecarga y el fallo de la herramienta.
Trayectorias de herramientas adaptativas
Con unos principios similares al fresado trocoidal, los recorridos adaptativos mantienen una carga de viruta constante, lo que minimiza las fluctuaciones de fuerza y evita la acumulación de vibraciones. Los ángulos de hélice variables se utilizan a menudo en esta estrategia para interrumpir la acumulación armónica y reducir el rebote.
Fresas de Alto Avance HFM
El fresado de alto avance controla las vibraciones empujando la mayoría de las fuerzas de corte axialmente dentro del husillo en lugar de radialmente, lo que lo hace más estable. Las altas velocidades de avance con pequeñas profundidades de corte reducen las fuerzas de corte y la vibración, especialmente con herramientas de largo alcance. Los recorridos de herramienta consistentes y los sistemas de herramienta rígidos amortiguan aún más las vibraciones, haciendo que esta combinación sea ideal para un mecanizado más suave y estable.
Mecanizado a alta velocidad (MAV)
Esta estrategia mantiene las cosas suaves mediante el uso de velocidades de husillo rápidas y cortes más ligeros, lo que significa que la herramienta no entra en el corte demasiado agresivamente y mantiene una condición de corte estable. Las altas velocidades también significan que las virutas se salgan del camino rápidamente, manteniendo el corte limpio y reduciendo el calor. Además, las máquinas y herramientas utilizadas para HSM generalmente están diseñadas para ser extra rígidas y precisas, por lo que las cargas dinámicas se absorben y se mantiene la precisión.
Para concluir
La vibración es una parte inevitable del fresado de extremo sólido, pero con las estrategias, herramientas y configuración correctas, se puede gestionar eficazmente o incluso prevenir. Desde comprender las causas del rebote hasta aplicar estrategias avanzadas de mecanizado (como el fresado trocoidal y de alta velocidad), cada paso que dé hacia la estabilidad mejorará la vida útil de la herramienta, la calidad de la superficie y la productividad en general. Manteniéndose informado y proactivo, puede convertir el “chatter” de un trabajo exigente en un factor controlable para el éxito de su mecanizado.