Vibrationen beim Fräsen mit Vollhartmetallwerkzeugen
Welche Faktoren beeinflussen Vibrationen, und wie können sie verhindert oder vorhergesagt werden?
Was sind Vibrationen?
Beim Fräsen mit Vollhartmetallwerkzeugen entstehen zwangsläufig leichte Schwingungen zwischen Werkzeug und Werkstück. Solche Mikrovibrationen sind meist unbedenklich. Nehmen sie jedoch zu, leidet die Oberflächengüte, die Werkzeugstandzeit sinkt, und auch Spindel oder Maschinenkomponenten können beschädigt werden. Die Kontrolle von Vibrationen ist daher entscheidend für eine präzise, stabile und wirtschaftliche Bearbeitung.
Warum entstehen Vibrationen?
Vibrationen treten auf, wenn sich die Schnittkräfte schnell ändern, also wenn die Schneiden des Fräsers in das Werkstück ein- und austreten. Diese wechselnden Belastungen können Werkzeug oder Werkstück in Schwingung versetzen, insbesondere bei instabiler Aufspannung. Haben sich Vibrationen einmal aufgebaut, verstärken sie sich selbst und lassen sich nur durch Anpassung der Schnittparameter oder Verbesserung der Stabilität stoppen.

5 Tipps zur Reduzierung von Vibrationen
1. Richtige Frässtrategie wählen
Die Belastung des Werkzeugs wird maßgeblich durch den Eintritt der Schneiden in das Werkstück bestimmt. Beim Gegenlauffräsen dreht der Fräser gegen die Vorschubrichtung, tritt bei minimaler Spandicke in das Material ein und verlässt es bei maximaler Spandicke. Beim Gleichlauffräsen bewegt sich der Fräser in Vorschubrichtung, tritt bei maximaler Spandicke ein und verlässt das Werkstück, während die Spandicke gegen null abnimmt. In beiden Fällen entsteht ein keilförmiger Span.
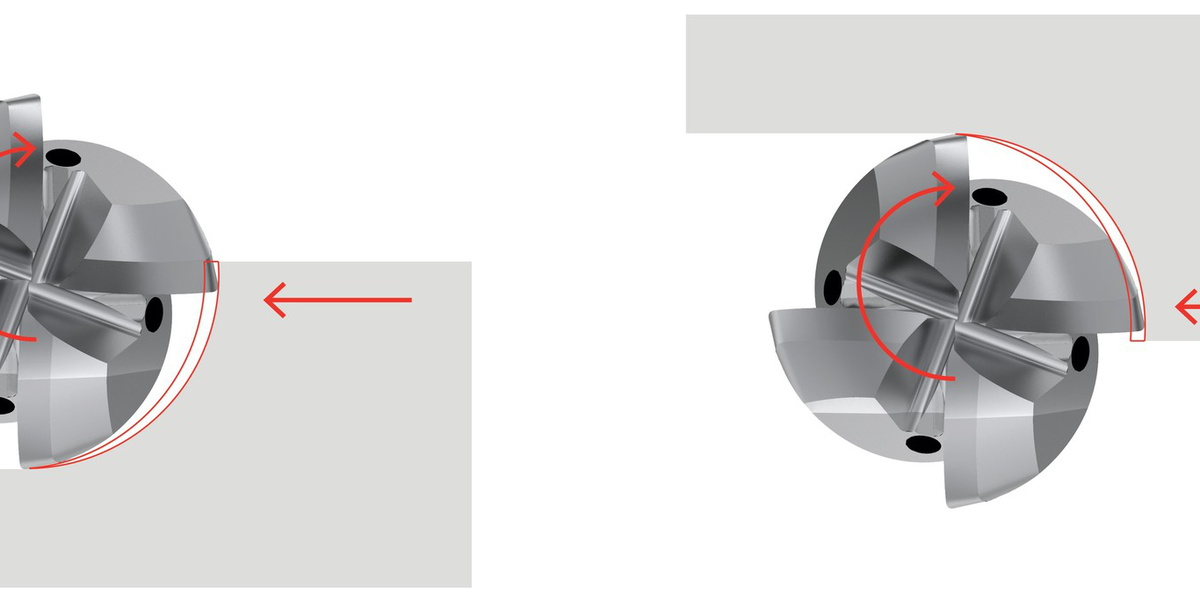
In den meisten Anwendungen wird Gleichlauffräsen empfohlen, da es die Reibung und das Aufreiben am Eintritt reduziert, die Wärme effizient in den Span ableitet und das Werkstück sowie das Werkzeug schont. Zudem fließen die Späne hinter dem Fräser ab, wodurch das Risiko zur Wiederaufnahme von Spänen minimiert wird.
Grundsätzlich ist Gleichlauffräsen vorzuziehen, jedoch kann in seltenen Fällen Gegenlauffräsen eine Alternative sein, insbesondere bei älteren Maschinen mit Spiel in der Vorschubmechanik.
2. Kürzere Auskragungen verwenden

Vollhartmetallfräser sollten stets mit der kürzest möglichen Auskragung (der freiliegenden Länge außerhalb des Werkzeughalters) gespannt werden.
Fräswerkzeuge mit großer Auskraglänge neigen stärker zu Vibrationen, was zu Schneidkantenausbrüchen führt

Zusätzlich erhöht sich die Werkzeugdurchbiegung während der Bearbeitung, was den Werkzeugverschleiß an den Flanken beschleunigt.
3. Richtigen Werkzeugaufnahme nutzen

Bei der Montage von Werkzeugen müssen grundlegende Richtlinien unbedingt beachtet werden.
Werkzeuge sollten immer in die passenden Werkzeugaufnahme eingesetzt werden, je kürzer und massiver die Werkzeugaufnamhe, desto höher die Stabilität. Eine vollständig stabile Befestigung ist entscheidend, um das Werkstück zuverlässig zu stützen.

Die Auswahl der richtigen Werkzeugaufnahme ist maßgeblich für die optimale Werkzeugleistung.
Bei hohen Spindeldrehzahlen (über 12.000 U/min) sind fein ausgewuchtete Werkzeugaufnahmen unverzichtbar, um einen minimalen Rundlauf zu gewährleisten und Mikrovibrationen zu vermeiden.

Fortschrittliche Technologien wie hochpräzise Spannzangenfutter oder hydraulische Spannfutter bieten zusätzlich einen dämpfenden Effekt, der Vibrationen reduziert, die Werkzeugstandzeit erhöht und die Oberflächenqualität verbessert.
Auch Sauberkeit spielt eine zentrale Rolle: Schmutz oder Späne auf Werkzeug oder in der Werkzeugaufnahme können Bohrung und Werkzeugschaft beschädigen, was zu Leistungseinbußen, Maßungenauigkeiten und erhöhten Vibrationen führt.
Letztlich ist eine hochwertige, gut gewartete Werkzeugaufnahme der Schlüssel, um die bestmögliche Leistung aus Ihrer Werkzeugkonfiguration herauszuholen.
4. Rundlaufabweichung gering halten
Der Rundlauf beschreibt die Abweichung eines Werkzeugs oder einer Spindel von der idealen Rotationsachse. Je geringer der Gesamtrundlauf, desto gleichmäßiger verteilt sich die Schnittkraft auf die einzelnen Schneiden und desto höher die Werkzeugstandzeit.
Ein erhöhter Rundlauf führt zu vorzeitigem Werkzeugverschleiß und verstärkter Vibrationsneigung, was wiederum eine schlechte Oberflächengüte und im Extremfall sogar Schäden an den Spindellagern verursachen kann. Bereits eine Abweichung von 0,02 mm reduziert die Werkzeuglebensdauer um etwa zehn Prozent.
5. Werkzeugeintritt ins Werkstück
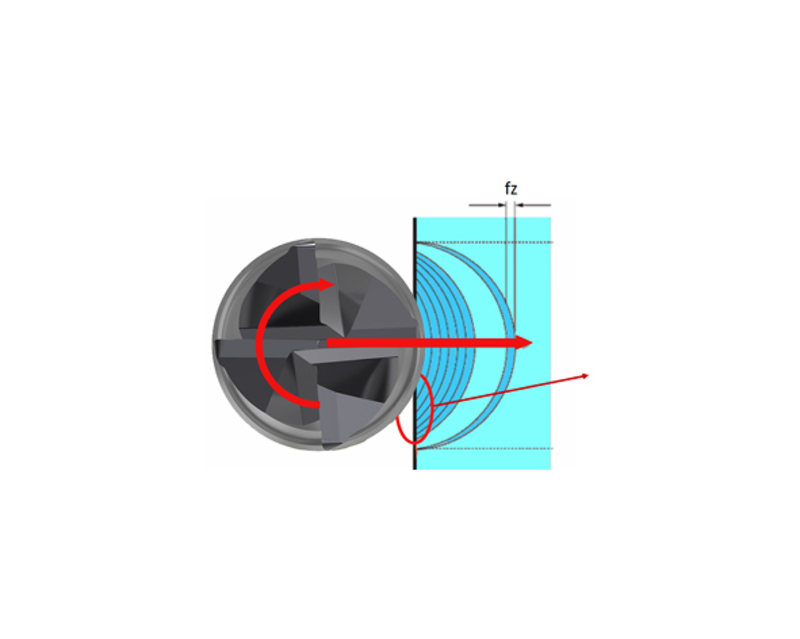
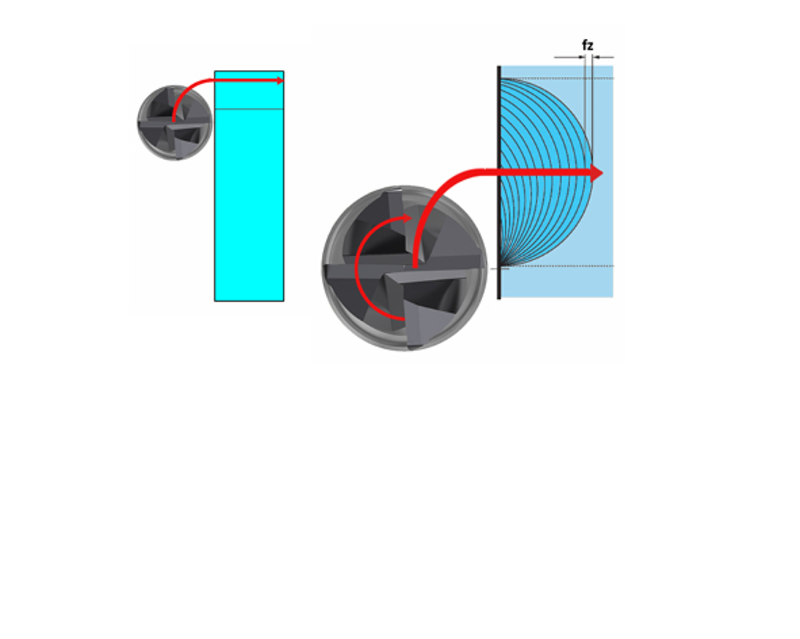
Ein rollender Eintritt in den Schnitt bedeutet, dass Vorschub und Schnitttiefe beim Eingriff des Werkzeugs in das Werkstück schrittweise erhöht werden. Diese Vorgehensweise wird aus mehreren Gründen empfohlen: Sie verbessert den Bearbeitungsprozess und sorgt für eine höhere Oberflächengüte.
Je nach Anwendung und Werkstoff können Anpassungen an der Eintrittsstrategie erforderlich sein, doch das allgemeine Prinzip des schrittweisen Eingriffs ist in den meisten Fällen von entscheidender Bedeutung.
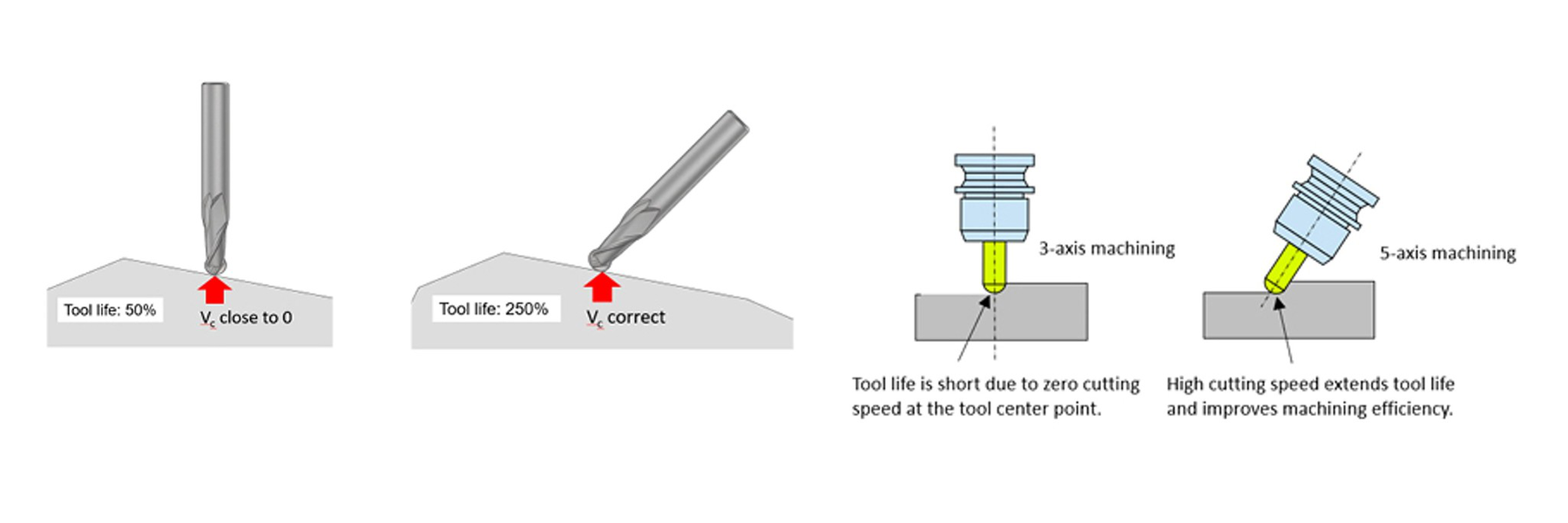
Bei mehrachsigen Bearbeitungen ermöglicht eine Spindelneigung, das Werkzeug in einem optimalen Winkel an das Werkstück heranzuführen. Dies reduziert Vibrationen und Werkzeugverschleiß.
Durch das Neigen der Spindel kann ein Kugelfräser zudem eine konstante Schnittgeschwindigkeit beibehalten, was zu einer besseren Oberflächenqualität führt.
Diese Vorgehensweise ist besonders wichtig bei der Bearbeitung komplexer Geometrien oder konturierter Bauteile.
Vibrationen schon vor der Bearbeitung vorhersagen
Das Stabilitätsliniendiagramm ist ein zentrales Konzept der Zerspanungsdynamik, das hilft, Vibrationen während der Bearbeitung vorherzusagen und zu kontrollieren. Es ermöglicht die Analyse der Stabilität des Fräsprozesses, um Schnittparameter gezielt anzupassen und Vibrationen zu vermeiden.
Die Grundlage ist die Erkenntnis, dass bestimmte Kombinationen von Schnittparametern wie Spindeldrehzahl, Vorschub und Schnitttiefe entweder stabile oder instabile Bearbeitungsbedingungen erzeugen. Werden diese Kombinationen in einem Diagramm dargestellt, entstehen charakteristische Lamellen (lobes).
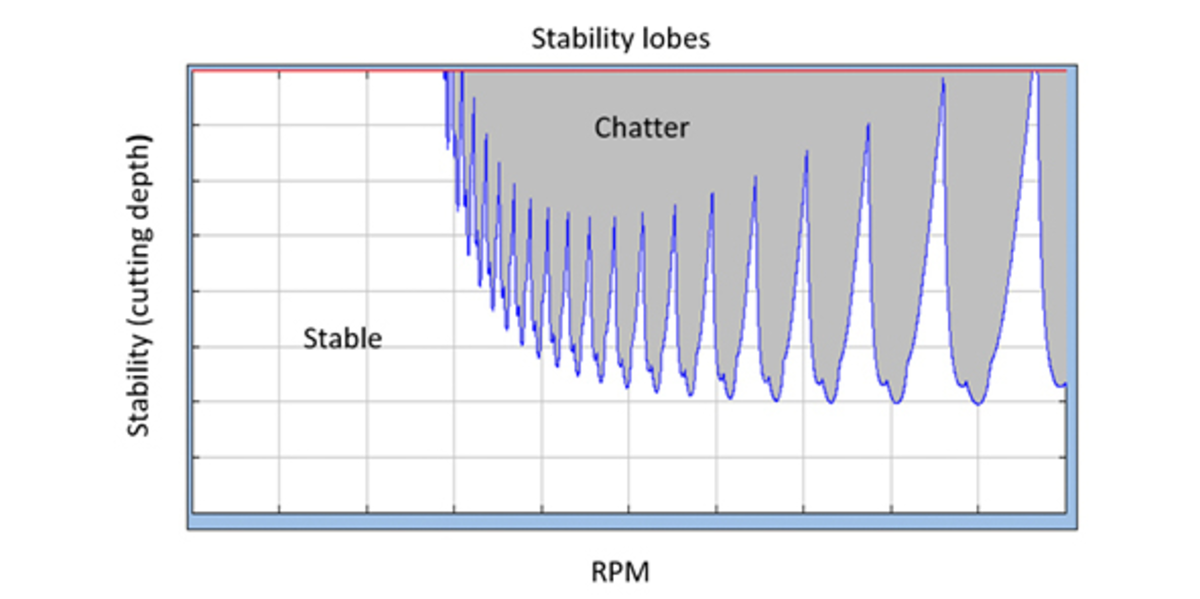
Auf der horizontalen Achse wird in der Regel die Spindeldrehzahl (in U/min) abgetragen, auf der vertikalen Achse die Schnitttiefe. Die Lamellen entstehen durch die Wechselwirkung zwischen den Eigenfrequenzen von Werkzeug und Werkstück sowie den dynamischen Eigenschaften der Maschine.
Durch die Nutzung eines Stabilitätsliniendiagramms lassen sich sichere Bearbeitungsbereiche für eine bestimmte Werkzeug-Werkstoff-Kombination identifizieren. Dies führt zu stabileren Barbeitungsbedingunge, verbessert die Oberflächengüte und steigert die Effizienz.
Kurz gesagt: Das Stabilitätsliniendiagramm ist ein leistungsstarkes Werkzeug zur Optimierung von Schnittbedingungen und zur Verbesserung der Bauteilqualität in der Zerspanung.
Frässtrategien zur Kontrolle von Vibrationen bei Vollhartmetallfräsern
Trochoidales Fräsen
Diese Strategie eignet sich besonders für kritische Bereiche wie Ecken, in denen konventionelle Werkzeugwege zu instabilen Schnittbedingungen führen können. Trochoidale Werkzeugwege ermöglichen einen sanften Eintritt in den Schnitt, wodurch plötzliche Kraftspitzen vermieden werden. Gleichzeitig wird der Spanfluss verbessert, was Werkzeugüberlastung und Ausfälle verhindert.
Adaptive Werkzeugwege
Nach ähnlichen Prinzipien wie das trochoidale Fräsen sorgen adaptive Werkzeugwege für eine konstante Spandicke. Dies minimiert Kraftschwankungen und verhindert den Aufbau von Vibrationen. Häufig werden Werkzeuge mit variabler Drallsteigung eingesetzt, um Vibrationen zu reduzieren
Hochvorschubfräsen
Beim Hochvorschubfräsen werden die Schnittkräfte überwiegend axial in die Spindel eingeleitet, anstatt radial, was die Bearbeitung stabiler macht. Hohe Vorschübe in Kombination mit geringen Schnitttiefen senken die Schnittkräfte und reduzieren Vibrationen, insbesondere bei Werkzeugen mit großer Auskraglänge. Gleichmäßige Werkzeugwege und eine stabile Werkzeugspannung verstärken die Dämpfungseffekte und sorgen für eine ruhige, prozesssichere Bearbeitung.
Hochgeschwindigkeitsbearbeitung
Diese Strategie setzt auf hohe Spindeldrehzahlen und geringe Zustellungen, wodurch das Werkzeug sanft in den Schnitt eintritt und stabile Schnittbedingungen entstehen. Die hohen Drehzahlen fördern einen schnellen Spanabtransport, halten die Schnittzone sauber und reduzieren die Wärmeentwicklung. Maschinen und Werkzeuge für die Hochgeschwindigkeitsbearbeitung sind in der Regel besonders stabil und präzise, sodass dynamische Belastungen gut absorbiert werden und die Maßgenauigkeit erhalten bleibt.
Zusammenfassung
Vibrationen sind beim Vollhartmetalltfräsern unvermeidbar, können jedoch durch geeignete Strategien, Werkzeuge und stabile Spannsysteme effektiv kontrolliert oder sogar verhindert werden. Vom den Ursachen von Vibration bis hin zur Anwendung moderner Frässtrategien wie trochoidalem und Hochgeschwindigkeitsfräsen, jede Maßnahme zur Erhöhung der Stabilität verbessert Werkzeugstandzeit, Oberflächengütet und Produktivität. Mit einem proaktiven Ansatz werden Vibrationen von einer Herausforderung zu einem beherrschbaren Faktor in der Zerspanung.