车削应用
在车削加工过程中,使用车床旋转工件,同时切削工具沿直径移动,小心翼翼地剃掉多余的材料以形成圆柱形。车削是加工圆柱形部件或外表面时的首选作,精度无与伦比。

在制造业秘诀中,机械加工是将原材料转化为用于各个行业的精密工程部件的基本过程。
在众多可用的技术中,有三个关键工艺脱颖而出:车削、铣削和孔加工。
通常被称为“金属切削操作”,每种方法都具有独特的特性,并部署在特定场景中以实现不同的形状和结果。
在本文中,我们深入探讨了这些加工过程的复杂性,阐明了它们的基本原理和应用。
车削:创建完美的圆柱
想象一下,将一块原材料精确而巧妙地塑造成一个完美的圆柱体。这就是车削发挥作用的地方。在这个加工过程中,使用车床旋转工件,而切削刀具沿直径移动,小心翼翼地剃掉多余的材料以形成圆柱形。车削是加工圆柱形部件或外表面时的首选操作,精度无与伦比。
车削的主要优势之一在于切削刃和工件之间的持续啮合。这种无缝交互确保了稳定的工艺,从而形成平稳、连续的切屑。车削的优雅在于它能够产生均匀的表面,使其成为各个行业不可或缺的技术。
解码 CNC 车削切削参数
在车削中,加工过程受三个主要切削条件控制:切削速度 (vc)、进给率 (f) 和切削深度 (ap)。这些参数在定义操作的效率和精度方面都起着关键作用。
在 CNC 车削的秘密中,实现最佳切削条件对于高效生产高质量零件至关重要。在本文中,我们深入研究了 CNC 车削的基本切削条件并探讨了它们的应用。
切削速度
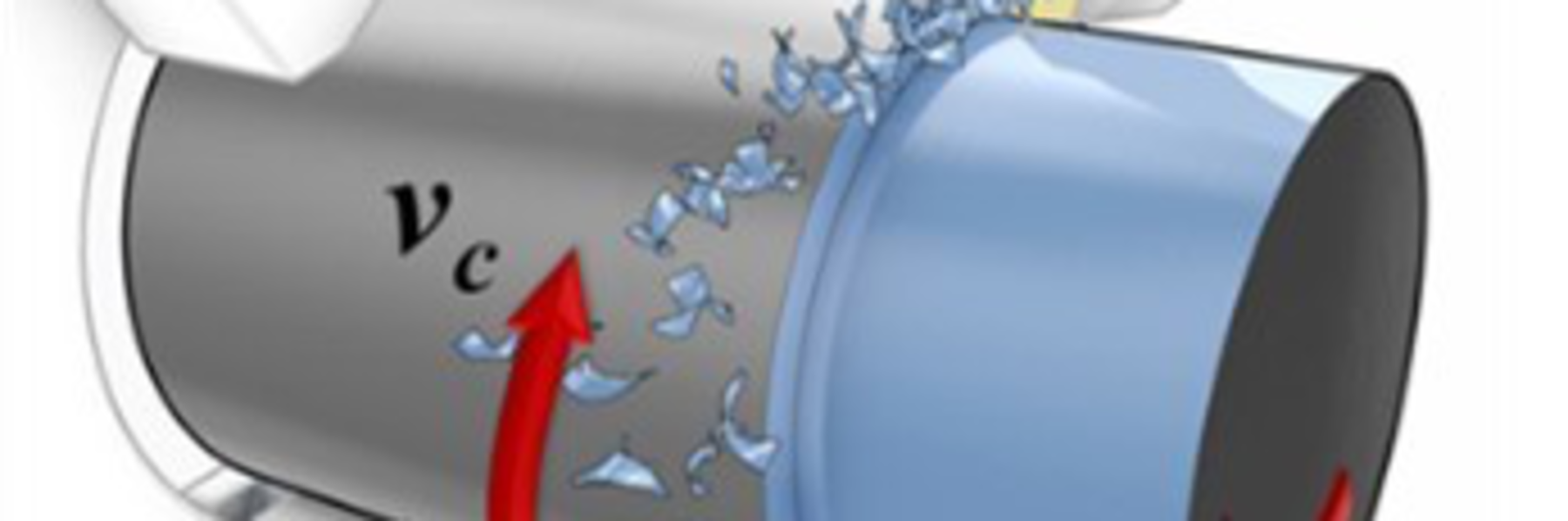
“切削速度”表示沿旋转工件圆周相对于切削刃的表面速度。
在 CNC 车床上,即使工件的圆周尺寸减小,机床也能保持工件的表面速度。
它以米/分钟 (m/min) 或英尺/分钟 (sf/min) 表示,数学符号为“Vc”。
重要的是不要将“切削速度”与每分钟转数 (RPM) 混淆,后者是指在一分钟内围绕固定轴完成的圈数。
“RPM” 在整个作过程中保持不变,并从主轴的轴线测量。要在“切削速度”和“RPM”之间进行转换,可以使用特定的公式。
进给

另一个重要参数是“进给”,也称为每转进给量和进给率。
“进给”表示切削刀具在每次主轴旋转时沿工件长度前进的距离。
该动态度量以毫米/转 (mm/rev) 或英寸/转 (inch/rev) 表示,其数学符号为“f”。
切削深度
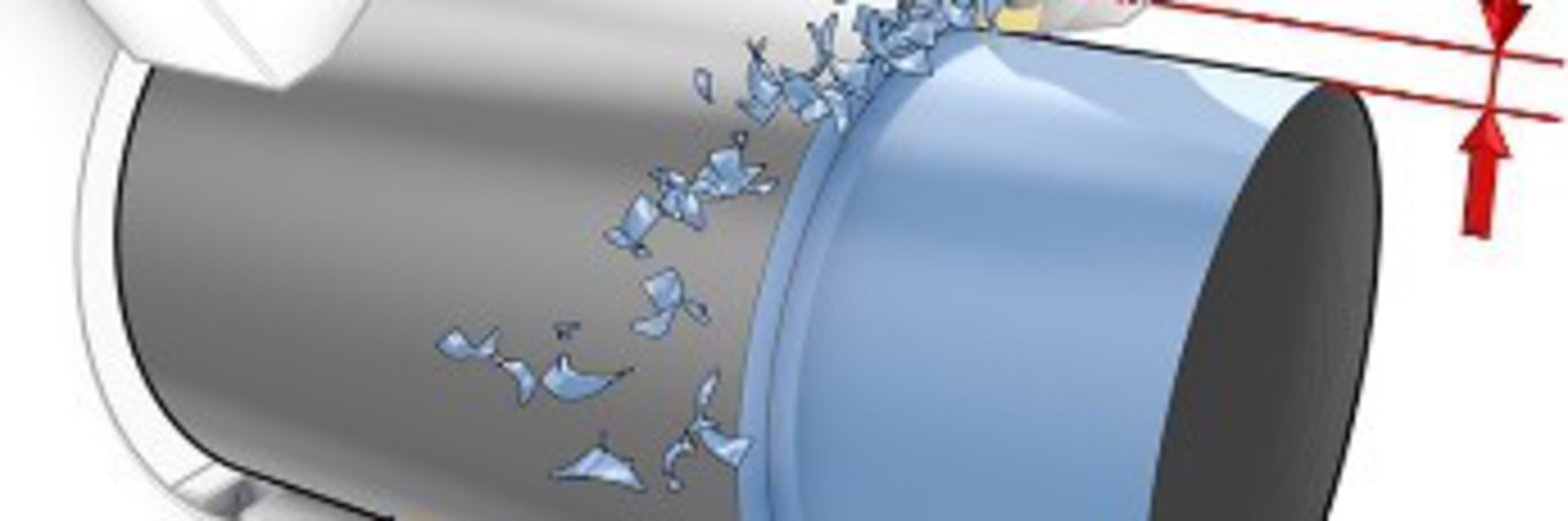
最后,“Depth of Cut”(切削深度)显示切削刀具在每次走刀过程中去除的金属量。
该垂直距离是从加工表面到工件的未切削表面测量的。
例如,当一次走刀将直径为 100 mm 的工件车削到 90 mm 时,得到的“切削深度”将为 5 mm。
它的数学符号是 “ap”。
车削三要素
了解车削中的切削参数是实现高效和精确加工过程的基础。切削速度、进给率和切削深度这三重奏在决定作的效率和精度方面起着至关重要的作用。通过掌握这些基本参数,机械师可以提高车削精度和效率,从而在 CNC 加工的秘密中生产出高质量的零件。
CNC 车削操作和策略初学者指南

欢迎阅读“CNC 车削操作初学者指南”,这是您了解每个作的定义和功能的门户。我们的目标是逐步帮助您全面了解这些基本流程。
我进入 CNC 车削世界的旅程始于我早期的学徒时代,从那时起,我一直对它的简单优雅保持着深刻的欣赏。正是这种热情驱使我与新一代机械师分享我的知识。不起眼的 CNC 车床经常被 CNC 铣床所掩盖,但它已经取得了显着的进步,它值得成为人们关注的焦点。
让我们从探索 “turning” 这个迷人的世界开始。在这个加工过程中,使用车床旋转工件,而切削刀具沿直径移动,小心翼翼地剃掉多余的材料以形成圆柱形。在这个宏伟的过程中,我们遇到了各种各样的车削操作,每一种都有其独特的目的。
让我们开始探索各种车削操作,阐明它们的复杂性和实际应用。
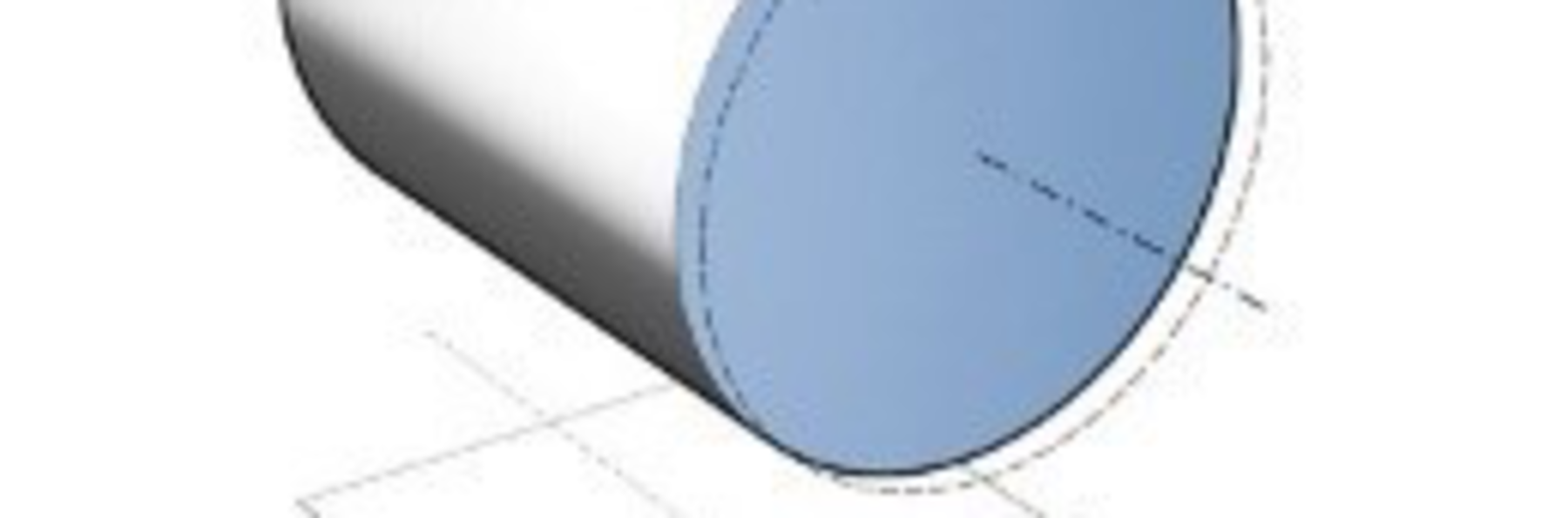
OD 车削 (圆柱面)
OD 车削无疑是最常见的车削作。
它涉及从工件的外径或圆柱形表面去除多余的材料,直到达到所需的直径。
方肩车削 (带方肩的圆柱曲面)
方肩车削是一种制造直径突然变化的工件的技术。
这导致了独特的“阶梯式”外观,使其成为具有独特几何要求的零件的宝贵作。

锥度车削 (锥形表面)
另一方面,锥度车削是一种在不同直径的表面之间产生逐渐过渡的过程。
这是通过工件和切削刀具之间的倾斜运动来实现的,从而可以创建锥形零件。
倒角车削
与阶梯车削一样,倒角车削在车削直径不同的曲面之间引入倾斜过渡。
此操作用于向工件添加倒角或斜边。

轮廓车削 (轮廓曲面)
轮廓车削涉及切削刀具仔细遵循预定义的路径,以在工件上创建特定的几何轮廓。
虽然可能需要多次走刀才能生成形状,但现在在 MDT 工具的帮助下,这种情况可以大大减少。
此外,您可以使用昂贵的自定义形状刀具,这些刀具可以在一次通过中获得相同的轮廓形状。此作对于生产复杂和定制的形状至关重要。
摆线车削 (轮廓表面和深槽)
摆线车削采用优化的刀具路径和进刀/退刀运动,以最大限度地提高材料去除率。它结合了各种机床轴和圆形可转位刀片,提高了粗加工作的效率。这些类型操作的理想刀具是多向车削 (MDT) 刀具。
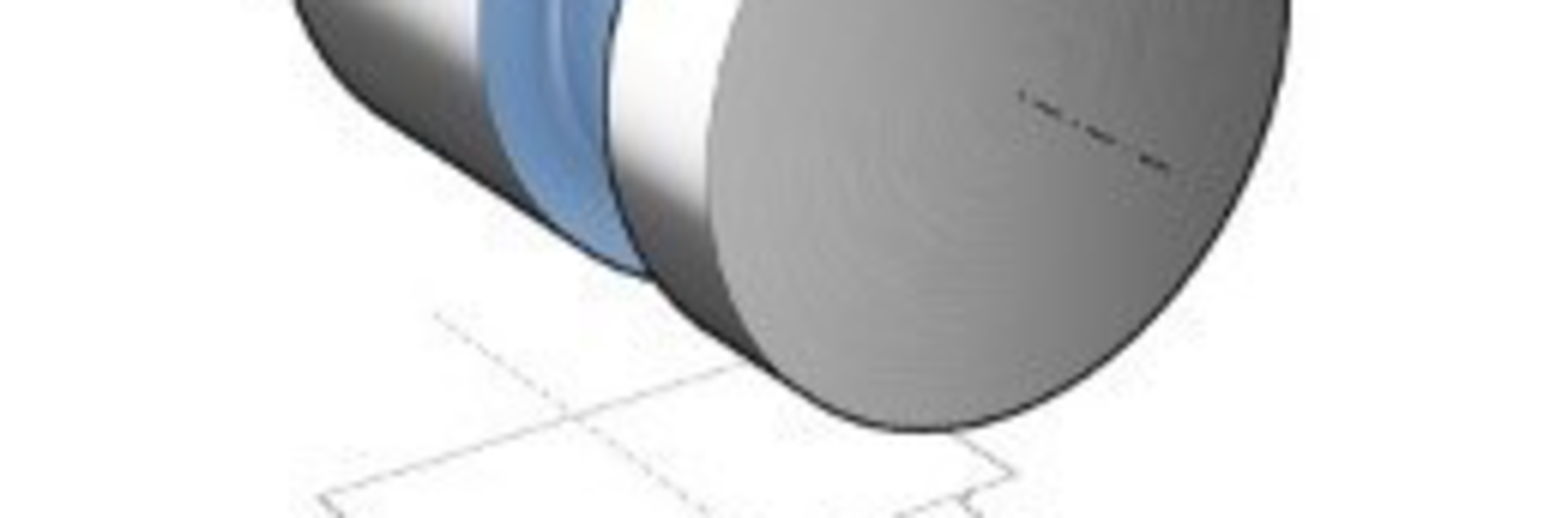
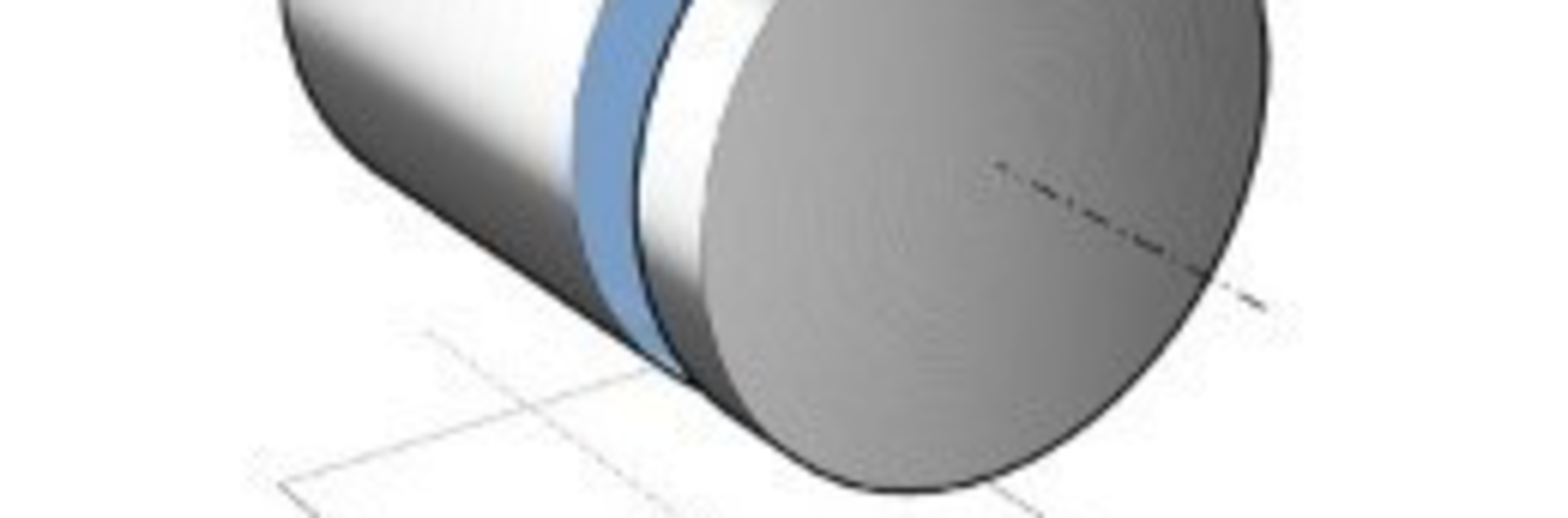
端面车削 (平面)
端面车削是一种缩短工件长度的加工操作,解决了当工件长度略微超过预期尺寸时可能出现的差异。
切削刀具沿工件的半径移动以获得所需的零件长度,确保工件的末端垂直于其旋转轴。
切断
切断是在工件加工成指定尺寸和形状后应用的车削操作。
它涉及在加工周期结束时切断工件的一部分。
切削刀具逐渐穿过工件,垂直穿过其旋转轴,直到零件脱落。
它可用于分离实心圆棒或管材。
Y 轴切断
与主要向下施加切削力、通过 X 轴运动对相对较弱且无支撑的刀片施加应力的传统切断刀具不同,Y 轴切断将大部分切削力沿刀片的长轴引导至坚固的刀架。
这是一个相对较新的工艺,仅适用于具有 Y 轴的 CNC 车床。
割槽
割槽需要在工件上形成一个窄切口。
切割的宽度取决于所使用的切削刀具,对于较宽的凹槽,刀具可能会在工件上多次遵循相同的路径。
存在两种不同类型的切槽操作。
轴向切槽 (端面) 在工件表面形成狭窄的切口,径向切槽 (外圆和内圆) 通过径向移动到工件侧面来去除材料。
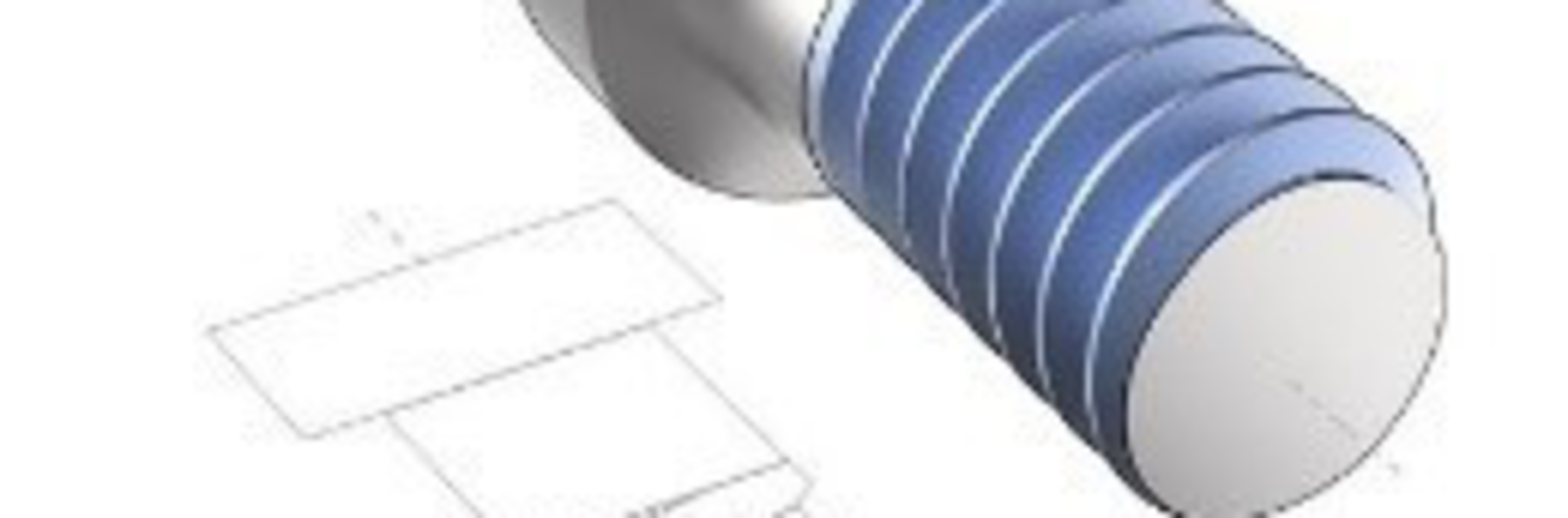
螺纹加工
螺纹加工是在车床上进行的关键车削操作,其中机械刀具在工件的外表面上精心雕刻螺纹。
这个过程包括刀具与工件一起移动,雕刻具有指定螺距和长度的螺旋槽。
该刀具可以多次遍历工件以获得更深的螺纹。
用于此任务的是螺纹形硬质合金可转位刀片。
此操作的成功取决于精确的机床设置。在需要多次走刀才能获得更深螺纹的情况下,机床必须从同一起点开始加工螺旋。
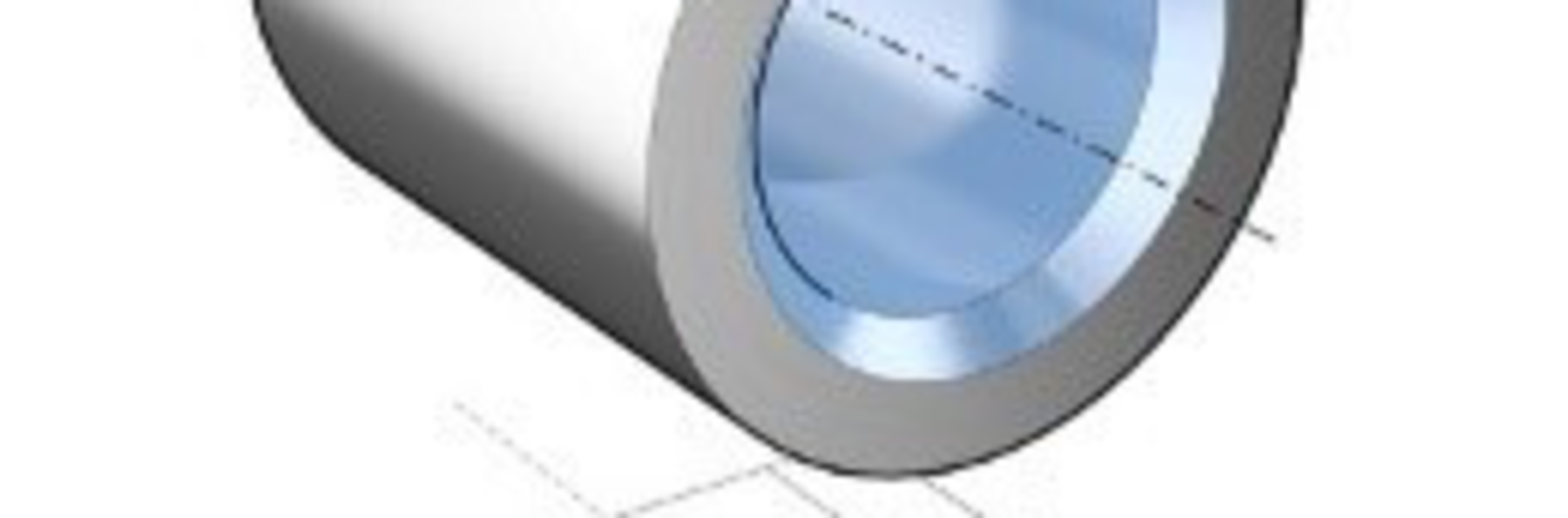
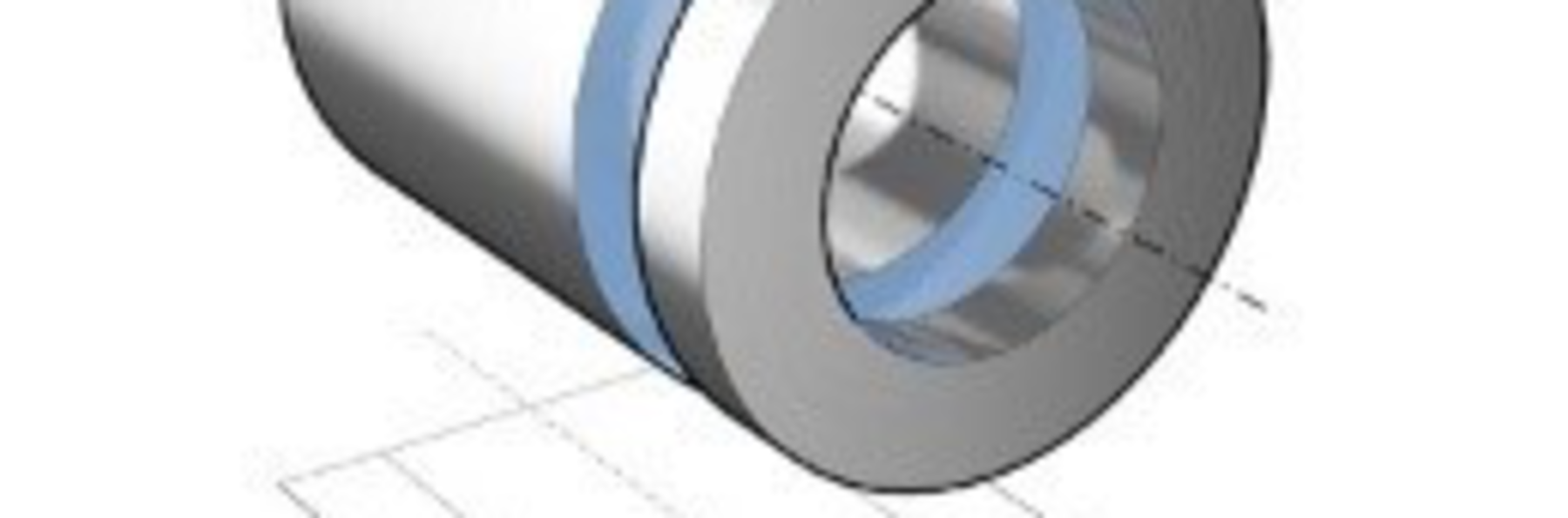
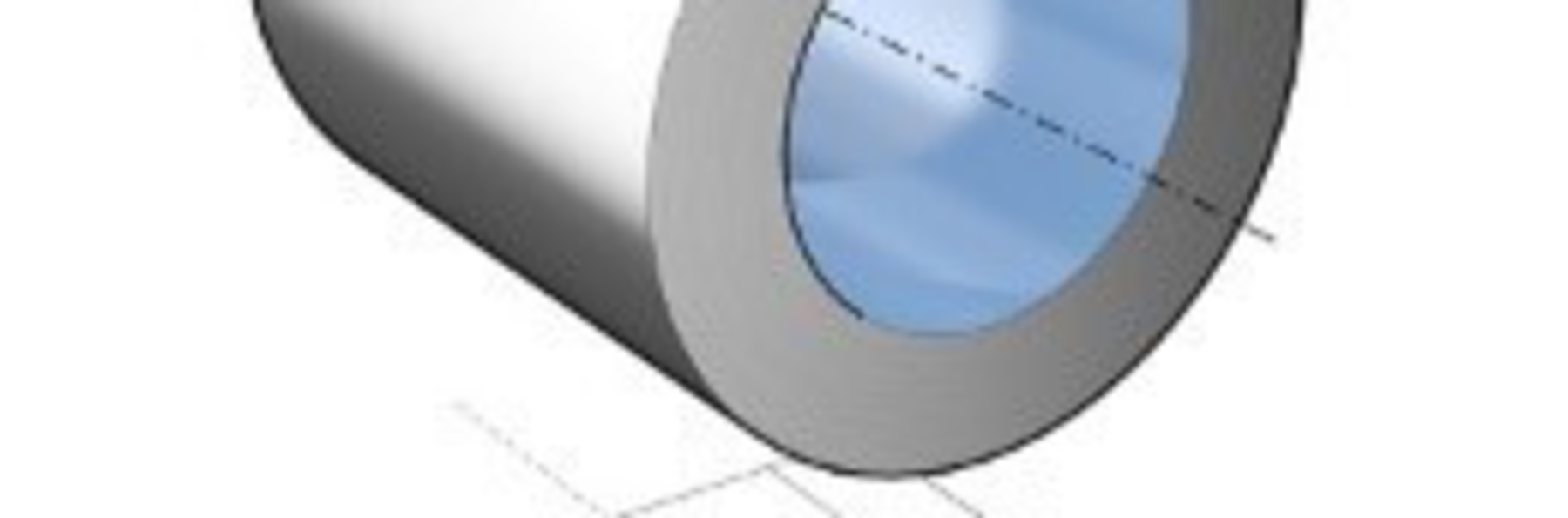
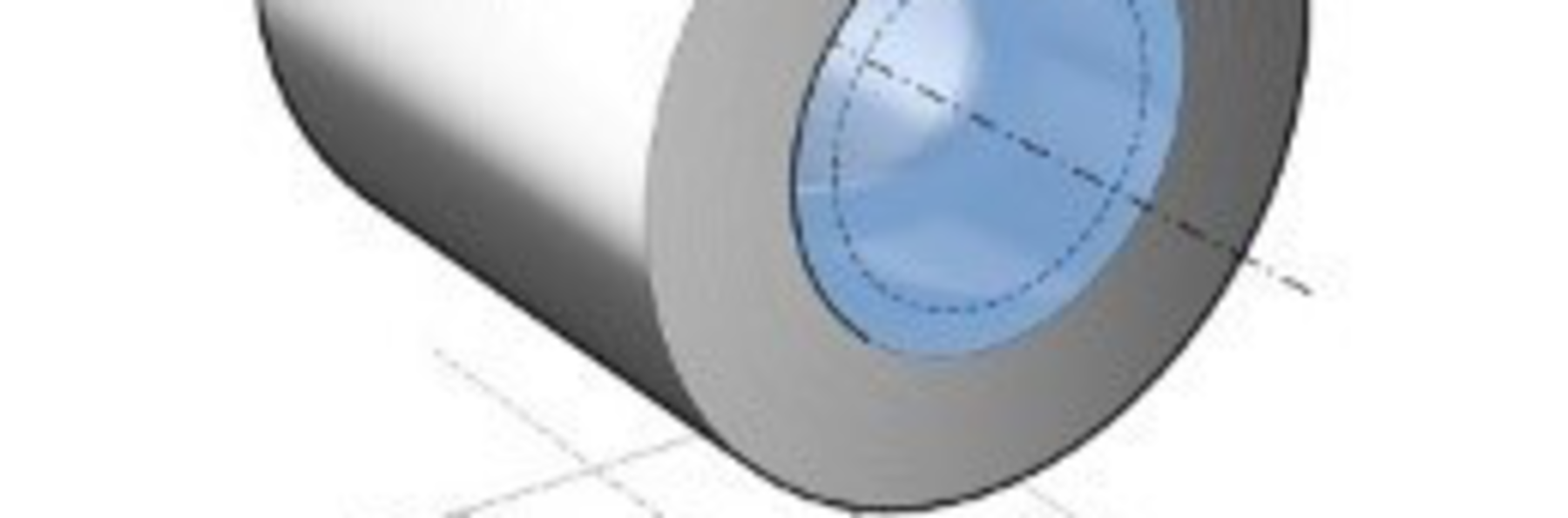
镗削 (也称为 ID 车削)
ID 车削 (也称为镗孔) 是从工件内的孔中去除多余材料的过程。
使用“单点”切削刀具轴向进入工件,将其塑造成指定的尺寸或使现有孔更深或更宽。
必须注意的是,镗孔不能从头开始创建一个孔;当已经钻了一个孔时,它可以被使用。

攻丝
攻丝需要在攻丝工具轴向进入工件的现有孔时创建螺纹。
丝锥尺寸与孔的尺寸相对应。
工件以低速旋转,而固定在同步攻丝刀柄中的丝锥在丝锥进入工件材料时为丝锥提供支持。
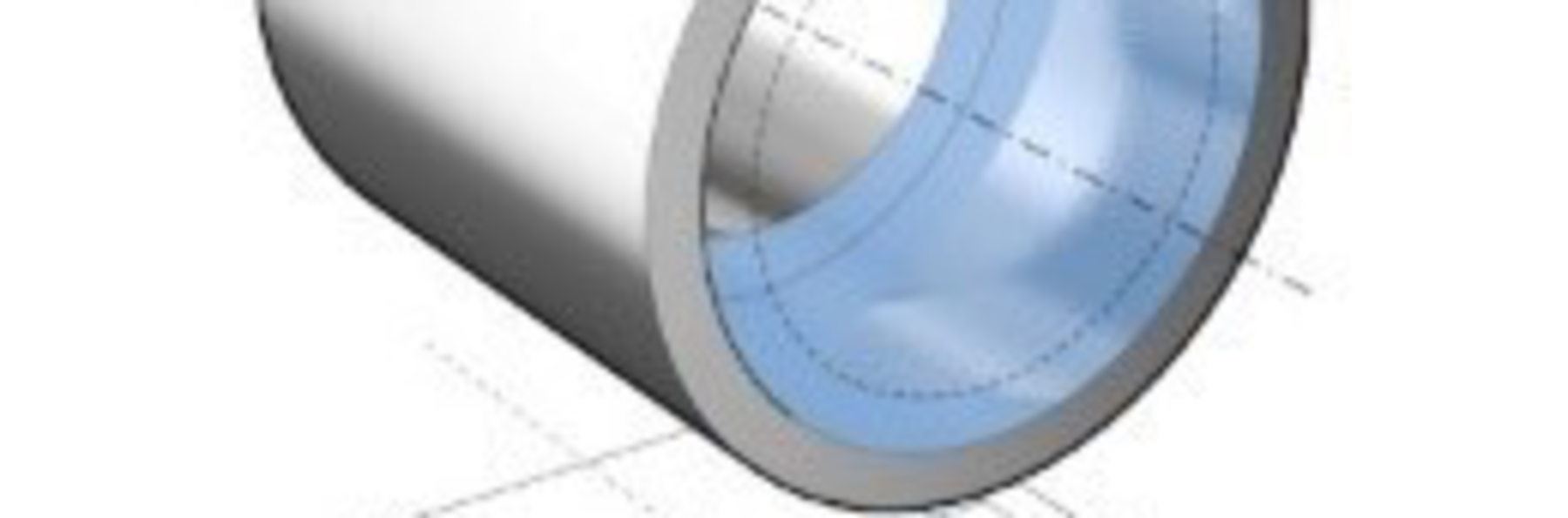
钻削
钻削作为一种机械加工操作,其中心是通过在工件旋转时去除不需要的材料来在工件上打孔。
孔的直径与所用钻头的直径相匹配。
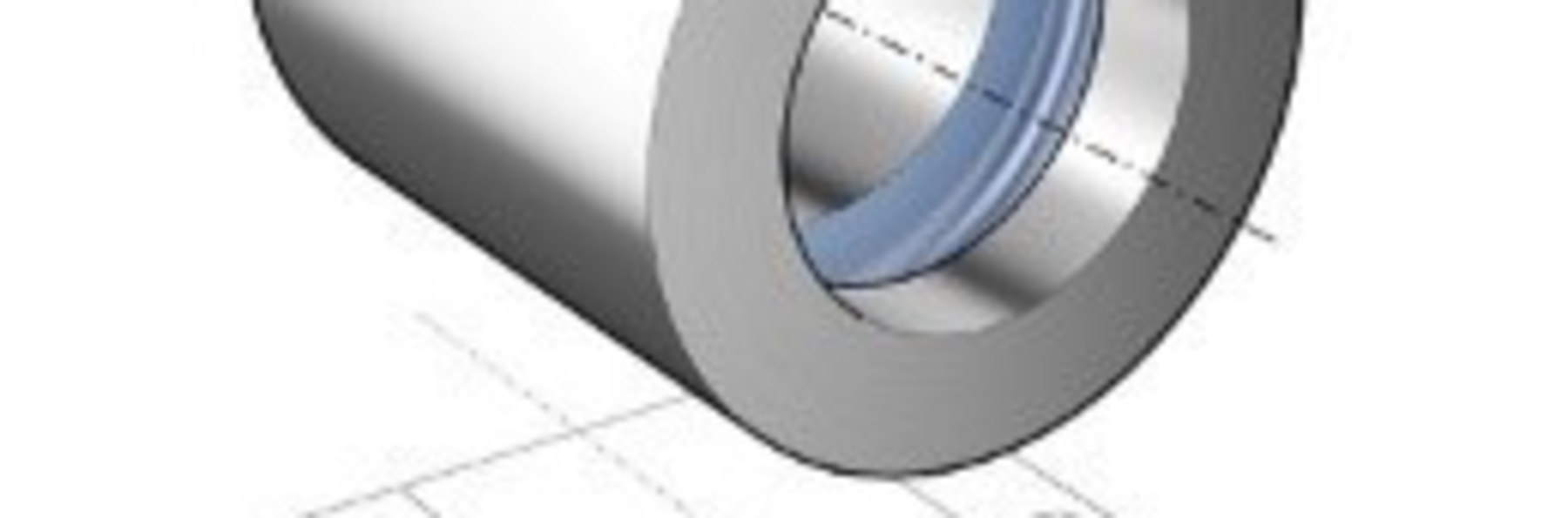
铰削
铰削用于扩大工件上的孔,本质上是一种尺寸操作。
铰刀或铰削刀具轴向穿过工件,扩大现有孔以匹配其直径。
铰削在钻削操作之后,仅去除少量材料,从而产生比钻孔更光滑的精确孔和更光滑的内部光洁度。
工件以低速旋转,而铰刀固定在同步攻丝刀柄中,该刀柄在铰刀进入工件材料时提供支撑。
此外,我的首要建议是仅使用同步攻丝刀柄铰孔!

滚花
滚花旨在在工件表面创建锯齿状或菱形图案。
这些图案增强了抓地力并增添了美感。
负责此作的工具称为滚花,当其齿在其上滚动时,它与工件表面接触。
MDT (多向车削)
MDT,即多向车削和切槽,是指适用于各种加工任务的多功能刀具,包括切槽、仿形切削、车削、切断和螺纹加工。
该刀具的主要特点是其独特的夹紧机构,确保稳定性、安全性和高生产率。
它非常适合加工具有不同直径、复杂轮廓和复杂凹槽的零件,无需使用多种标准刀具。
它还减少了换刀和库存成本。
刀片夹紧方法增强了稳定性,并且刀具可以与高压冷却系统配对以提高性能。
这些刀具非常适合摆线车削操作。
探索 CNC 车削操作的世界
通过这份 CNC 车削操作的全面概述,您已准备好踏上进入精密车削世界的旅程。每道工序在塑造工件以满足特定要求方面都起着关键作用,无论您是制作圆柱形零件、创建螺纹还是实现复杂的轮廓。
但请记住,在机械加工领域学习是一场持续的冒险。总有更多等待您去发现,也总是有新的视野等待探索。因此,请保持好奇心,不断提高您的技能,并对不断发展的 CNC 车削世界持开放态度。请留意进一步的见解、高级技术和实用技巧,以增强您的 CNC 车削专业知识,并继续成长为一名熟练的机械师。您的旅程才刚刚开始!