Toczenie
W procesie toczenia tokarka jest wykorzystywana do obracania przedmiotu obrabianego, podczas gdy narzędzie tnące porusza się wzdłuż średnicy, skrupulatnie usuwając nadmiar materiału w celu uformowania cylindrycznego kształtu. Toczenie jest operacją stosowaną podczas tworzenia cylindrycznych komponentów lub powierzchni zewnętrznych z niezrównaną dokładnością.

W tajnikach obróbka skrawaniem jest podstawowym procesem, który przekształca surowce w precyzyjnie zaprojektowane komponenty wykorzystywane w różnych gałęziach przemysłu.
Wśród wielu dostępnych technik wyróżniają się trzy kluczowe procesy: Toczenie, Frezowanie i Wykonywanie otworów.
Często określane jako "operacje skrawania metalu", każda metoda oferuje unikalne cechy i jest stosowana w określonych scenariuszach w celu uzyskania różnych kształtów i wyników.
W tym artykule zagłębiamy się w zawiłości tych procesów obróbki skrawaniem, rzucając światło na ich podstawowe zasady i zastosowania.
Toczenie: Tworzenie cylindrycznej perfekcji
Wyobraź sobie kształtowanie kawałka surowca w idealny cylinder z precyzją i finezją. W tym miejscu do gry wkracza toczenie. W tym procesie obróbki tokarka jest wykorzystywana do obracania obrabianego przedmiotu, podczas gdy narzędzie tnące porusza się wzdłuż średnicy, skrupulatnie usuwając nadmiar materiału w celu uformowania cylindrycznego kształtu. Toczenie jest operacją stosowaną przy tworzeniu cylindrycznych komponentów lub powierzchni zewnętrznych z niezrównaną dokładnością.
Jedną z kluczowych zalet toczenia jest stałe połączenie między krawędzią tnącą a obrabianym przedmiotem. Ta płynna interakcja zapewnia stabilny proces, skutkujący płynnym, ciągłym tworzeniem się wiórów. Elegancja toczenia polega na jego zdolności do wytwarzania jednolitych powierzchni, co czyni go niezastąpioną techniką w różnych gałęziach przemysłu.
Dekodowanie parametrów toczenia CNC
W przypadku toczenia, proces obróbki jest regulowany przez trzy podstawowe warunki skrawania: prędkość skrawania (vc), posuw (f) i głębokość skrawania (ap). Każdy z tych parametrów odgrywa kluczową rolę w określaniu wydajności i precyzji operacji.
W tajnikach toczenia CNC osiągnięcie optymalnych warunków skrawania jest kluczowe dla wydajnej produkcji wysokiej jakości części. W tym artykule zagłębiamy się w podstawowe warunki skrawania podczas toczenia CNC i analizujemy ich zastosowanie.
Prędkość skrawania
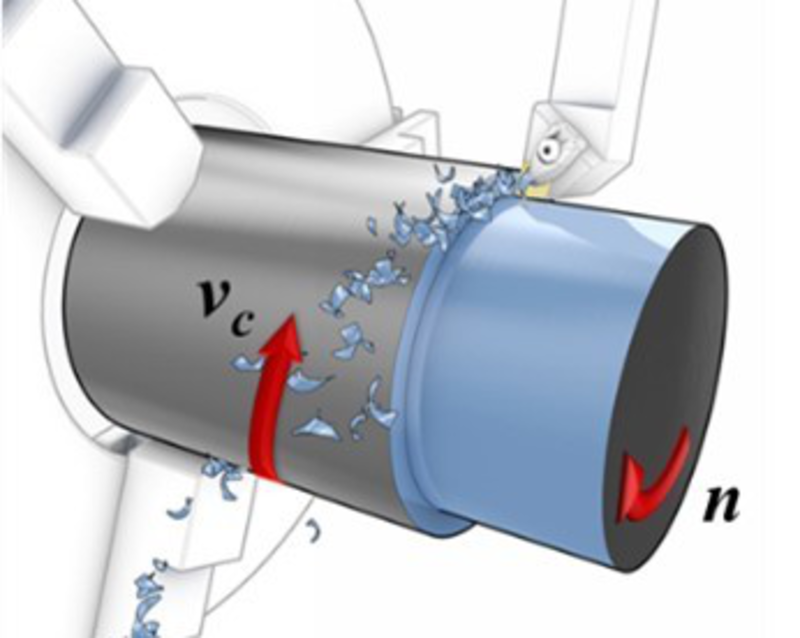
"Prędkość skrawania" reprezentuje prędkość powierzchni wzdłuż obwodu obracającego się przedmiotu obrabianego względem krawędzi skrawającej.
Na tokarce CNC maszyna utrzymuje prędkość powierzchni przedmiotu obrabianego, nawet gdy jego obwód zmniejsza się.
Jest ona wyrażana w metrach na minutę (m/min) lub stopach na minutę (sf/min) za pomocą symbolu matematycznego "Vc".
Ważne jest, aby nie mylić "prędkości cięcia" z obrotami na minutę (RPM), które odnoszą się do liczby obrotów wykonanych wokół stałej osi w ciągu jednej minuty.
"RPM" pozostaje stała przez cały czas trwania operacji i jest mierzona od osi wrzeciona. Do konwersji między "prędkością skrawania" a "obrotami na minutę" można użyć specjalnych wzorów.
Posuw
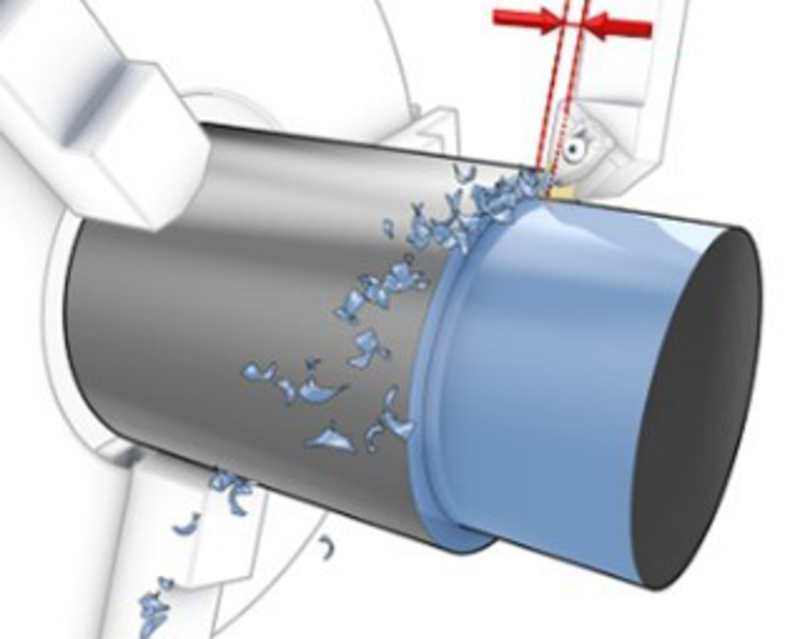
Kolejnym istotnym parametrem jest "posuw", znany również jako posuw na obrót lub prędkość posuwu.
"Posuw" reprezentuje odległość, na jaką narzędzie tnące przesuwa się wzdłuż długości przedmiotu obrabianego na każdy obrót wrzeciona.
Ta dynamiczna miara jest wyrażana w milimetrach na obrót (mm/obr) lub calach na obrót (cale/obr), a jej symbol matematyczny to "f".
Głębokość cięcia
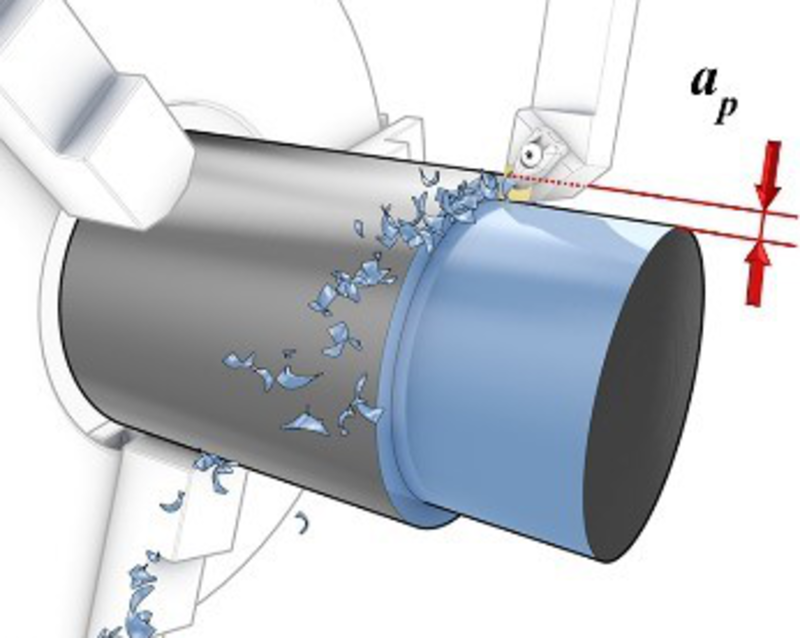
Wreszcie, "Głębokość cięcia" ujawnia ilość metalu usuniętego przez narzędzie tnące podczas każdego przejścia.
Ta prostopadła odległość jest mierzona od obrabianej powierzchni do nieobrobionej powierzchni przedmiotu obrabianego.
Na przykład, podczas obracania przedmiotu obrabianego o średnicy 100 mm do 90 mm w jednym przejściu, wynikowa "Głębokość skrawania" wyniesie 5 mm.
Jej symbol matematyczny to "ap".
Triada obrotu
Zrozumienie parametrów skrawania w toczeniu ma fundamentalne znaczenie dla osiągnięcia wydajnych i precyzyjnych procesów obróbki. Triada prędkości skrawania, posuwu i głębokości skrawania odgrywa kluczową rolę w określaniu wydajności i dokładności operacji. Opanowując te podstawowe parametry, operatorzy maszyn mogą zwiększyć precyzję i wydajność toczenia, prowadząc do produkcji wysokiej jakości części w tajnikach obróbki CNC.
Przewodnik dla początkujących po operacjach i strategiach toczenia CNC

Witamy w "Przewodniku dla początkujących po operacjach toczenia CNC", będącym bramą do zrozumienia definicji i funkcji każdej operacji. Naszym celem jest stopniowa pomoc w kompleksowym zrozumieniu tych podstawowych procesów.
Moja podróż do świata toczenia CNC rozpoczęła się podczas moich wczesnych praktyk i od tego czasu głęboko doceniam elegancję w jego prostocie. To właśnie ta pasja napędza mnie do dzielenia się wiedzą z nowym pokoleniem mechaników. Często przyćmiewana przez frezarki CNC, skromna tokarka CNC poczyniła niezwykłe postępy i zasługuje na swój czas w centrum uwagi.
Zacznijmy od poznania fascynującego świata "toczenia". W tym procesie obróbki tokarka jest wykorzystywana do obracania obrabianego przedmiotu, podczas gdy narzędzie tnące porusza się wzdłuż średnicy, skrupulatnie usuwając nadmiar materiału, tworząc cylindryczny kształt. W ramach tego wspaniałego procesu spotykamy się z różnymi operacjami toczenia, z których każda ma swój unikalny cel.
Zacznijmy od zbadania różnych operacji toczenia, rzucając światło na ich zawiłości i praktyczne zastosowania.
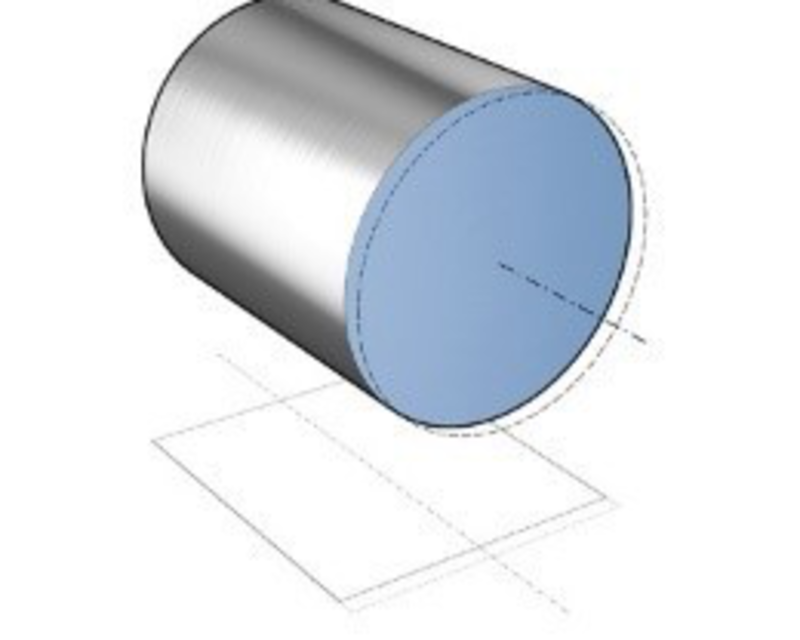
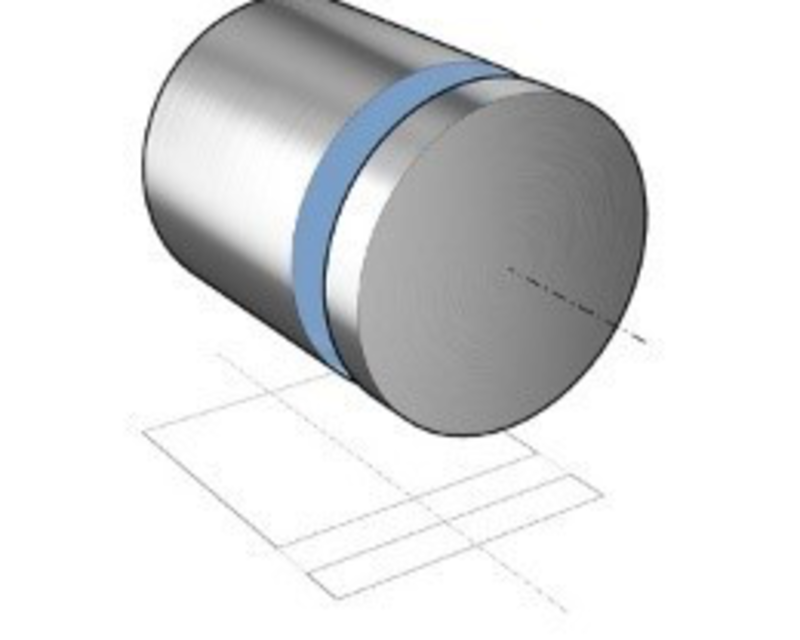
Toczenie OD (powierzchnia cylindryczna)
Toczenie OD jest bez wątpienia najbardziej powszechną operacją toczenia.
Polega ona na usuwaniu nadmiaru materiału z zewnętrznej średnicy przedmiotu obrabianego lub powierzchni cylindrycznej, aż do uzyskania pożądanej średnicy.
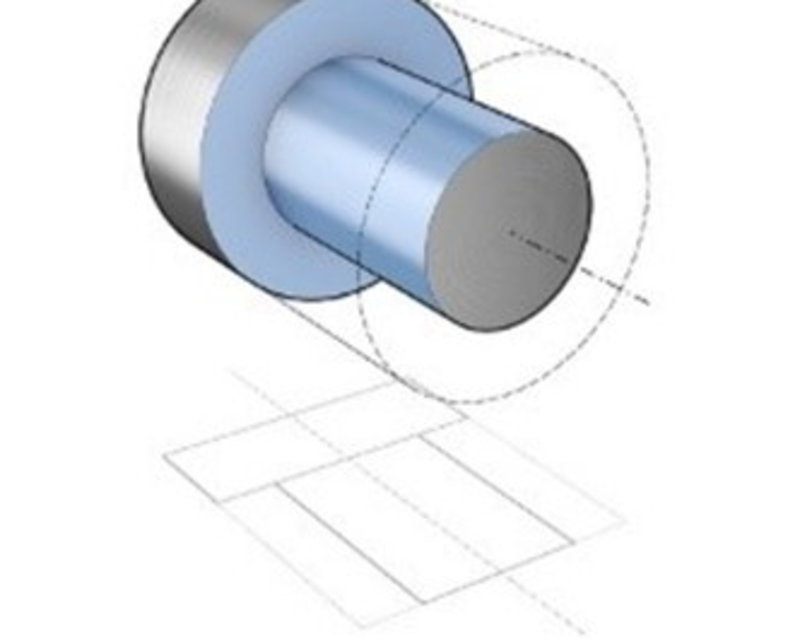
Toczenie ramienia (powierzchnia cylindryczna z ramieniem)
Toczenie ramion to technika, która tworzy obrabiany przedmiot z nagłymi zmianami średnicy.
Skutkuje to charakterystycznym "schodkowym" wyglądem, dzięki czemu jest to cenna operacja dla części o unikalnych wymaganiach geometrycznych.

Toczenie stożkowe (powierzchnia stożkowa)
Z drugiej strony, toczenie stożkowe jest procesem, który wytwarza stopniowe przejście między powierzchniami o różnych średnicach.
Osiąga się to poprzez kątowe ruchy między przedmiotem obrabianym a narzędziem skrawającym, co pozwala na tworzenie elementów stożkowych.
Fazowanie
Podobnie jak toczenie stopniowe, toczenie fazowe wprowadza kątowe przejście między powierzchniami o różnych średnicach.
Operacja ta jest używana do dodawania faz lub ściętych krawędzi do obrabianych przedmiotów.

Toczenie konturowe (powierzchnia konturowa)
Toczenie konturowe polega na skrupulatnym podążaniu narzędzia tnącego po wcześniej zdefiniowanej ścieżce w celu utworzenia określonych konturów geometrycznych na obrabianym przedmiocie.
Podczas gdy do wytworzenia danego kształtu konieczne może być wykonanie wielu przejść, w dzisiejszych czasach z pomocą narzędzi MDT można to znacznie ograniczyć.
Można również użyć drogich niestandardowych narzędzi do formowania, które mogą osiągnąć ten sam kształt konturu w jednym przejściu. Operacja ta ma kluczowe znaczenie dla produkcji skomplikowanych i niestandardowych kształtów.
Toczenie trochoidalne (wyprofilowane powierzchnie i głębokie rowki)
Toczenie trochoidalne wykorzystuje zoptymalizowane ścieżki narzędzia i ruchy wejścia/wyjścia, aby zmaksymalizować szybkość usuwania materiału. Łączy w sobie różne osie obrabiarki i okrągłe, wymienne płytki, oferując wzrost wydajności w operacjach obróbki zgrubnej. Idealnym narzędziem do tego typu operacji są narzędzia do toczenia wielokierunkowego (MDT).
Okładzina (powierzchnia płaska)
Obróbka czołowa to operacja skracania długości przedmiotu obrabianego, rozwiązująca rozbieżności, które mogą powstać, gdy długość przedmiotu obrabianego nieznacznie przekracza zamierzone wymiary.
Narzędzie skrawające porusza się wzdłuż promienia przedmiotu obrabianego, aby osiągnąć pożądaną długość części, zapewniając, że koniec przedmiotu obrabianego jest prostopadły do jego osi obrotu.
Rozstanie
Parting to operacja toczenia stosowana po obrobieniu przedmiotu obrabianego do określonego rozmiaru i kształtu.
Polega ona na odcięciu części przedmiotu obrabianego po zakończeniu cyklu obróbki.
Narzędzie tnące stopniowo przesuwa się po obrabianym przedmiocie, przechodząc prostopadle przez jego obracającą się oś, aż część odłączy się i odpadnie.
Może być stosowana do oddzielania litego okrągłego pręta lub rury.
Podział osi Y
W przeciwieństwie do konwencjonalnych narzędzi do cięcia wzdłużnego, które wywierają głównie siły tnące w dół, obciążając stosunkowo słabe i niepodparte ostrze poprzez ruch w osi X, cięcie wzdłuż osi Y kieruje większość sił tnących wzdłuż długiej osi ostrza i w kierunku solidnego bloku narzędziowego.
Jest to stosunkowo nowy proces i nadaje się tylko do tokarek CNC z osią Y.
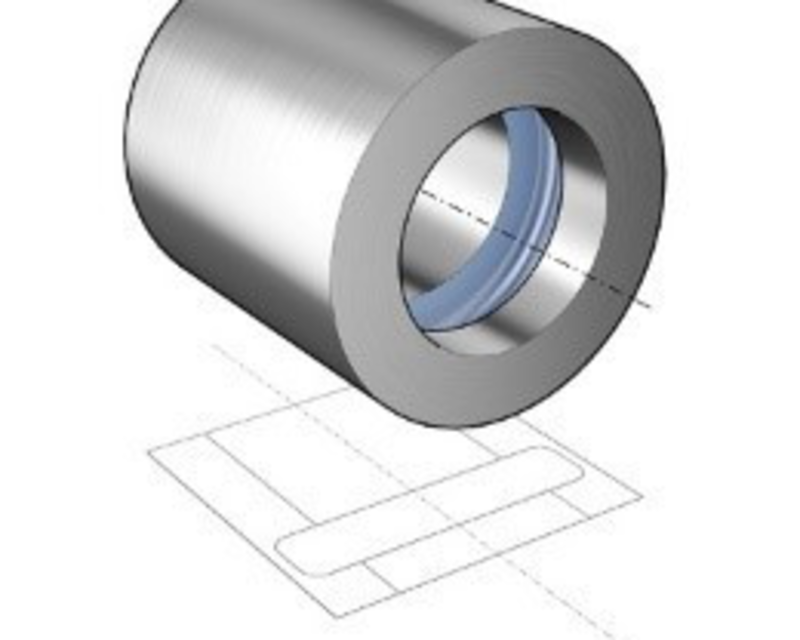
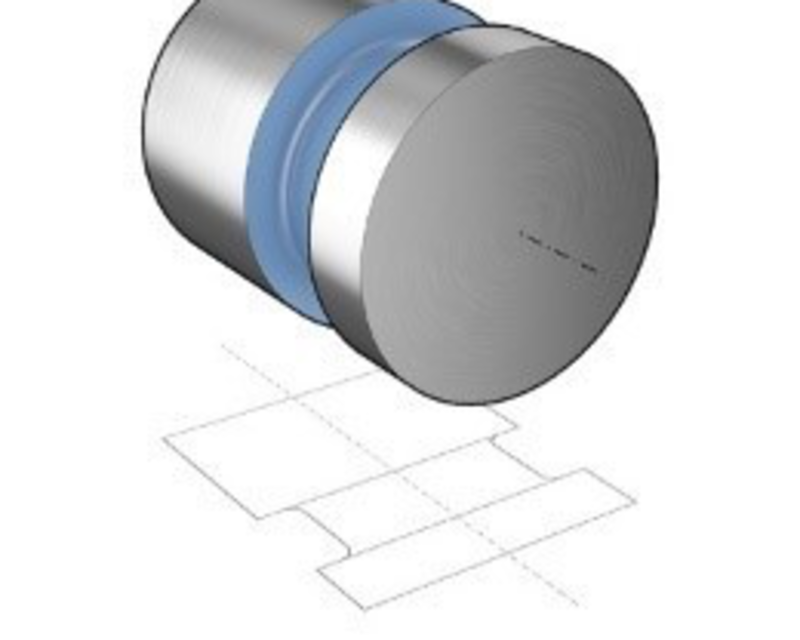
Rowkowanie
Rowkowanie polega na tworzeniu wąskich nacięć w obrabianym przedmiocie.
Szerokość nacięcia zależy od użytego narzędzia tnącego, a w przypadku szerszych rowków narzędzie może wielokrotnie podążać tą samą ścieżką na obrabianym przedmiocie.
Istnieją dwa różne rodzaje operacji rowkowania.
Rowkowanie osiowe (czołowe) tworzy wąskie nacięcie na powierzchni przedmiotu obrabianego, a rowkowanie promieniowe (zewnętrzne i wewnętrzne) usuwa materiał, przesuwając się promieniowo w stronę przedmiotu obrabianego.
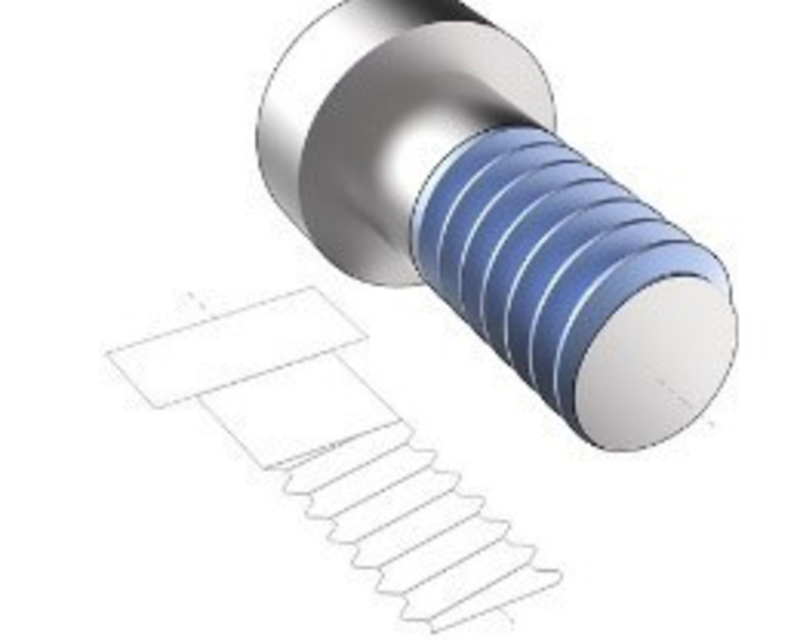
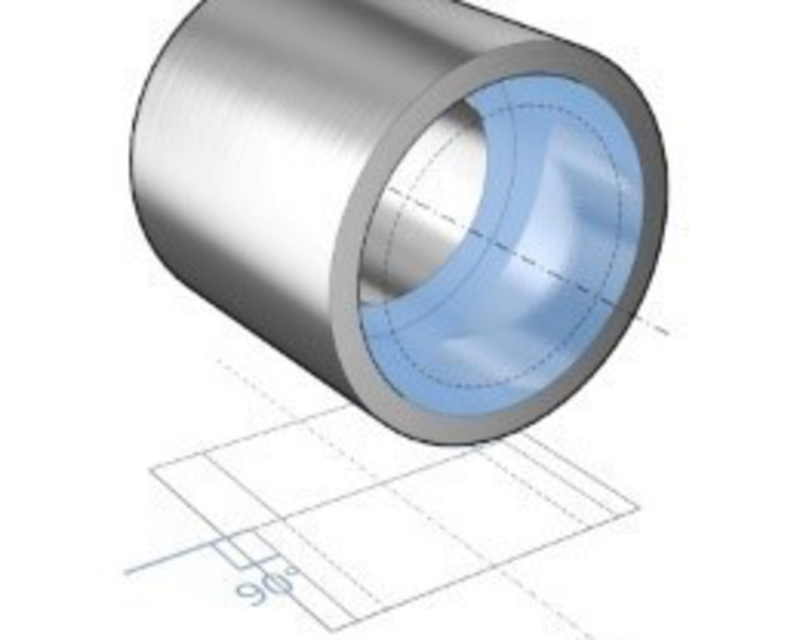
Gwintowanie
Gwintowanie to kluczowa operacja toczenia wykonywana na tokarce, podczas której narzędzie mechaniczne skrupulatnie wykonuje gwint na zewnętrznej powierzchni przedmiotu obrabianego.
Proces ten polega na przesuwaniu się narzędzia wzdłuż przedmiotu obrabianego, rzeźbiąc spiralne rowki o określonych skokach i długościach.
Narzędzie może wielokrotnie przesuwać się po obrabianym przedmiocie w celu uzyskania głębszych gwintów.
Do tego zadania wykorzystywana jest płytka wymienna z węglików spiekanych w kształcie gwintu.
Sukces tej operacji zależy od precyzyjnego ustawienia maszyny. W przypadkach wymagających wielokrotnych przejść w celu uzyskania głębszych gwintów, maszyna musi zainicjować spiralę z tego samego punktu początkowego.
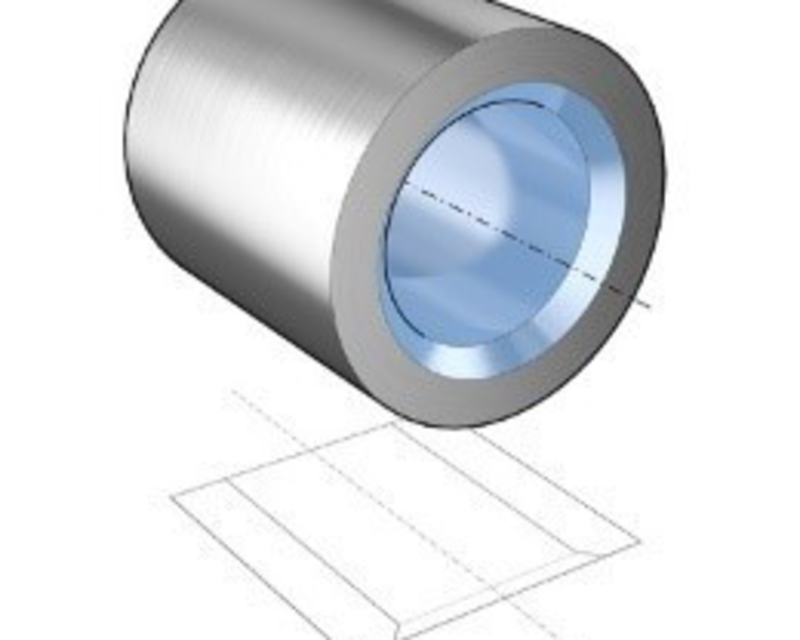
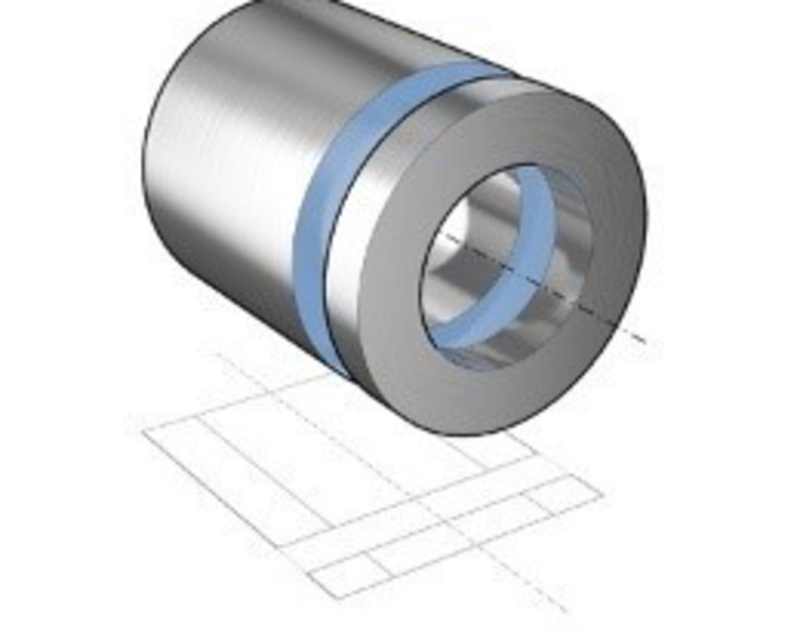
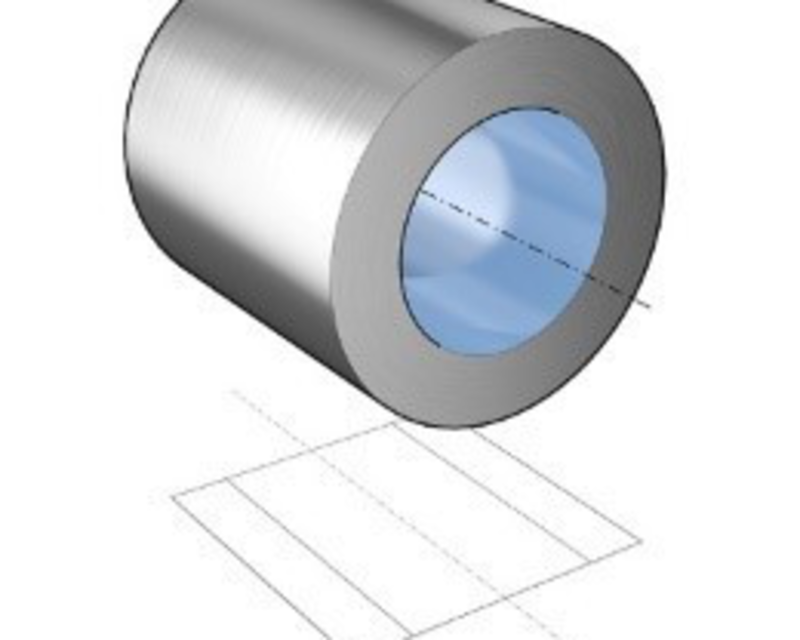
Wytaczanie (inaczej znane jako ID Turning)
Toczenie ID (inaczej zwane wytaczaniem) to proces usuwania nadmiaru materiału z otworu w obrabianym przedmiocie.
Narzędzie tnące "jednopunktowe" jest używane do osiowego wejścia w obrabiany przedmiot, kształtując go do określonych wymiarów lub pogłębiając lub poszerzając istniejące otwory.
Należy pamiętać, że wytaczanie nie może tworzyć otworu od podstaw; jest stosowane, gdy otwór został już wywiercony.
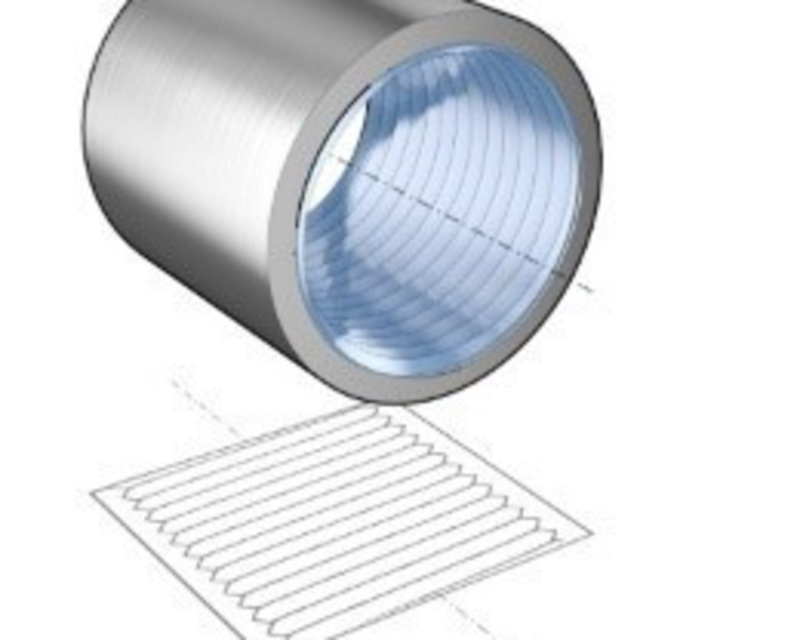
Tapping
Gwintowanie polega na użyciu narzędzia do gwintowania w celu utworzenia gwintu, gdy wchodzi ono osiowo do istniejącego otworu w obrabianym przedmiocie.
Rozmiar gwintownika odpowiada wymiarom otworu.
Przedmiot obrabiany obraca się z niską prędkością, podczas gdy gwintownik, zamocowany w zsynchronizowanym uchwycie do gwintowania, podtrzymuje gwintownik, gdy wchodzi on w materiał przedmiotu obrabianego.
Wiercenie
Wiercenie, jako operacja obróbki skrawaniem, koncentruje się na tworzeniu otworów w obrabianym przedmiocie poprzez usuwanie niepożądanego materiału, podczas gdy obrabiany przedmiot obraca się.
Średnica otworu odpowiada średnicy zastosowanego wiertła.
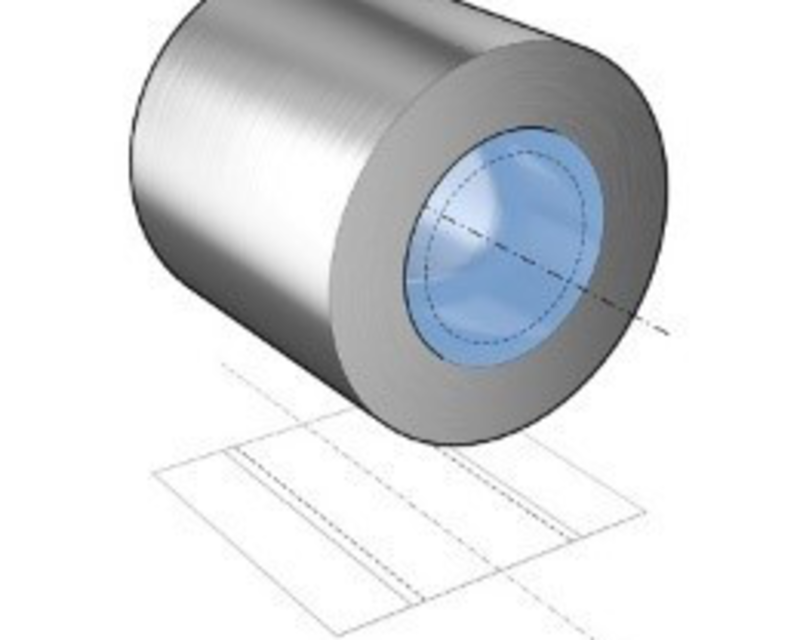
Rozwiercanie
Rozwiercanie służy do powiększania otworów w obrabianym przedmiocie, zasadniczo jest to operacja wymiarowania.
Rozwiertak lub narzędzie do rozwiercania przenika osiowo przez obrabiany przedmiot, powiększając istniejący otwór, aby dopasować go do jego średnicy.
Rozwiercanie następuje po operacji wiercenia i usuwa tylko niewielką ilość materiału, co skutkuje precyzyjnym otworem o gładszym wykończeniu wewnętrznym niż wiercenie.
Przedmiot obrabiany obraca się z niską prędkością, podczas gdy rozwiertak jest zamocowany w zsynchronizowanym uchwycie do gwintowania, który podtrzymuje rozwiertak podczas wchodzenia w materiał przedmiotu obrabianego.
Moja rada jest taka, aby rozwiercać otwory wyłącznie przy użyciu zsynchronizowanego uchwytu do gwintowania!
Knurling
Knurling ma na celu tworzenie ząbkowanych lub diamentowych wzorów na powierzchni obrabianego przedmiotu.
Wzory te zwiększają przyczepność i nadają estetyczny wygląd.
Narzędziem odpowiedzialnym za tę operację jest radełko, które styka się z powierzchnią obrabianego przedmiotu, podczas gdy jego zęby toczą się po niej.
MDT (toczenie wielokierunkowe)
MDT, czyli Multi-Directional Turning and Grooving, to wszechstronne narzędzie nadające się do szerokiego zakresu zadań obróbczych, w tym rowkowania, profilowania, toczenia, odcinania i gwintowania.
Kluczową cechą tego narzędzia jest unikalny mechanizm mocowania, zapewniający stabilność, bezpieczeństwo i wysoką wydajność.
Idealnie nadaje się do obróbki części o różnych średnicach, skomplikowanych profilach i złożonych rowkach, zastępując potrzebę stosowania wielu standardowych narzędzi.
Zmniejsza również koszty wymiany narzędzi i zapasów magazynowych.
Metoda mocowania płytki zwiększa stabilność, a narzędzie można połączyć z wysokociśnieniowym systemem chłodzenia w celu zwiększenia wydajności.
Narzędzia te są idealne do toczenia trochoidalnego.
Poruszanie się po świecie operacji toczenia CNC
Dzięki temu kompleksowemu przeglądowi operacji toczenia CNC jesteś dobrze przygotowany do wyruszenia w podróż do świata precyzyjnego toczenia. Każda operacja odgrywa kluczową rolę w kształtowaniu przedmiotów obrabianych w celu spełnienia określonych wymagań, niezależnie od tego, czy wykonujesz elementy cylindryczne, tworzysz gwinty, czy uzyskujesz skomplikowane kontury.
Pamiętaj jednak, że nauka w świecie obróbki skrawaniem to ciągła przygoda. Zawsze jest coś więcej do odkrycia i nowe horyzonty do zbadania. Bądź więc ciekawy, doskonal swoje umiejętności i bądź otwarty na stale rozwijający się świat toczenia CNC. Bądź na bieżąco z dalszymi spostrzeżeniami, zaawansowanymi technikami i praktycznymi wskazówkami, aby rozwijać swoją wiedzę w zakresie toczenia CNC i nadal rozwijać się jako wykwalifikowany mechanik. Twoja podróż dopiero się rozpoczęła!