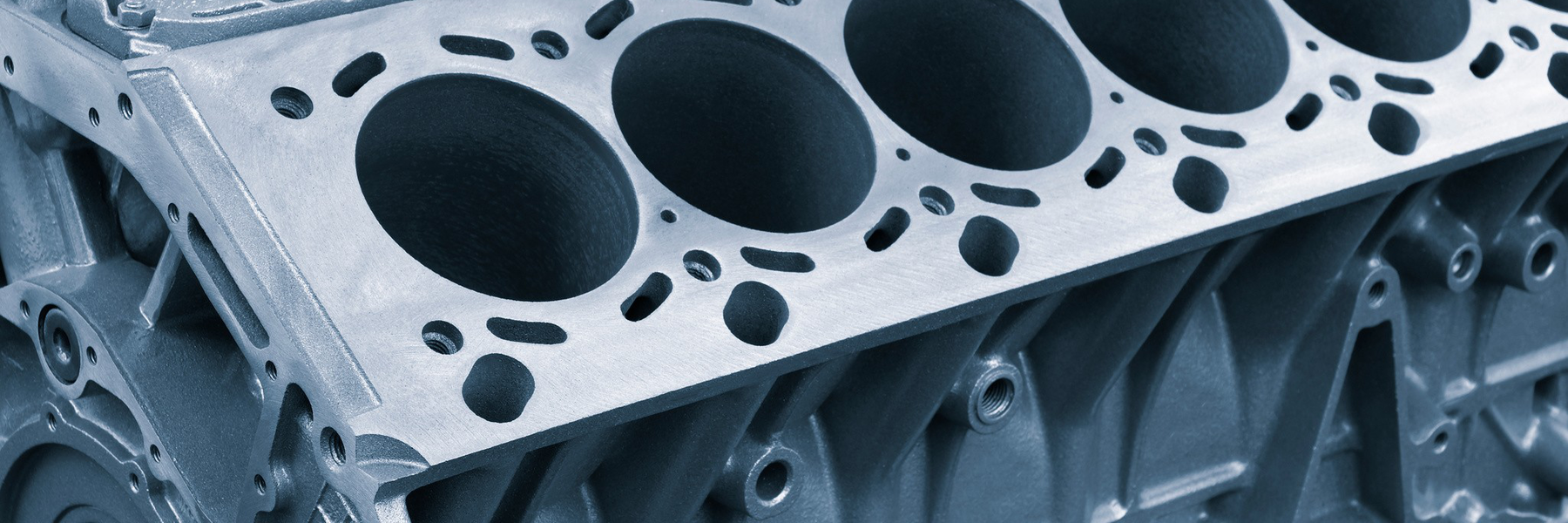
卡车发动机缸体
使用组合刀具和现成的刀片优化发动机缸体生产。用更少的刀具降低零件成本。轻松满足规格要求。引领生产高效
发动机缸体制造商面临着来自各个方向的压力。对于每一个新的发动机设计,他们都必须投资于新的 CNC 设备和自动化。当车辆型号更换时,昂贵的定制设备和工具也必须如此。客户要求更高的生产率和更低的单件成本。与此同时,政治因素重塑了生产版图,但使发动机供应商几乎没有机会获得组件开发和知识。
随着世界各地的新工厂上线,对工作和工人的竞争变得更加激烈。由于缺乏熟练劳动力,许多工具和任务必须完成更多工作,同时使经验不足的操作员的工作变得更简单。节省的每一分钟循环时间,消除每一个刀具或流程,都有助于发动机缸体制造商保持竞争力。
专业知识驱动解决方案
凭借 80 多年的刀具专业知识和制造技术,山高提供的整体解决方案,而不仅仅是刀具。我们在汽车行业拥有深厚的专业知识,这意味着我们不仅了解发动机缸体制造商的需求:我们还制造有助于实现您目标的刀具。
从带有标准刀片的定制铣削刀具到克服下垂和跳动的定制铰刀,山高都能预见并超越您的期望。我们拥有丰富的知识,可以帮助您优化设置、编程、生产和检测。
大型零件的更好结果
大型、重型、复杂零件的尺寸和重量使其更难加工。您需要更长的刀具来达到零件特征,以及稳定这些较长刀具的解决方案。您需要专用刀具来处理多个断续切削,而不会影响表面光洁度。并且您希望避免依赖昂贵的定制刀片。
山高提供克服所有这些挑战以及更多挑战所需的专业知识和刀具。我们为发动机缸体生产中涉及的方方面面和作制造合适的刀具,并提供专业知识来帮助您整合所有刀具。
铸件尺寸不一,会随着年龄的增长而发生氧化。严重的断续切削会导致拖痕,从而损坏表面光洁度。较小的铣刀在大型零件表面上重叠时会产生切削痕迹。长铰刀可能会下垂,失去对中和同心度。具有多个倒角的特征需要特殊的刀柄和刀具才能到达并加工它们。主轴倾斜以克服非中心切削刀具使难以创建特定轮廓。
所有这些问题的答案都来自一个专家来源。依靠 Seco 从机床选择到设置到生产。我们不是为您提供一长串的定制刀具和定制刀片,而是设计使用标准刀片的定制刀具。我们帮助您找到合适的编程,以优化每个作的切削。由于我们了解生产这些复杂部件的整个过程,因此我们可以为发动机缸体生产的每个阶段创建完整的刀具解决方案。
制造挑战 1:
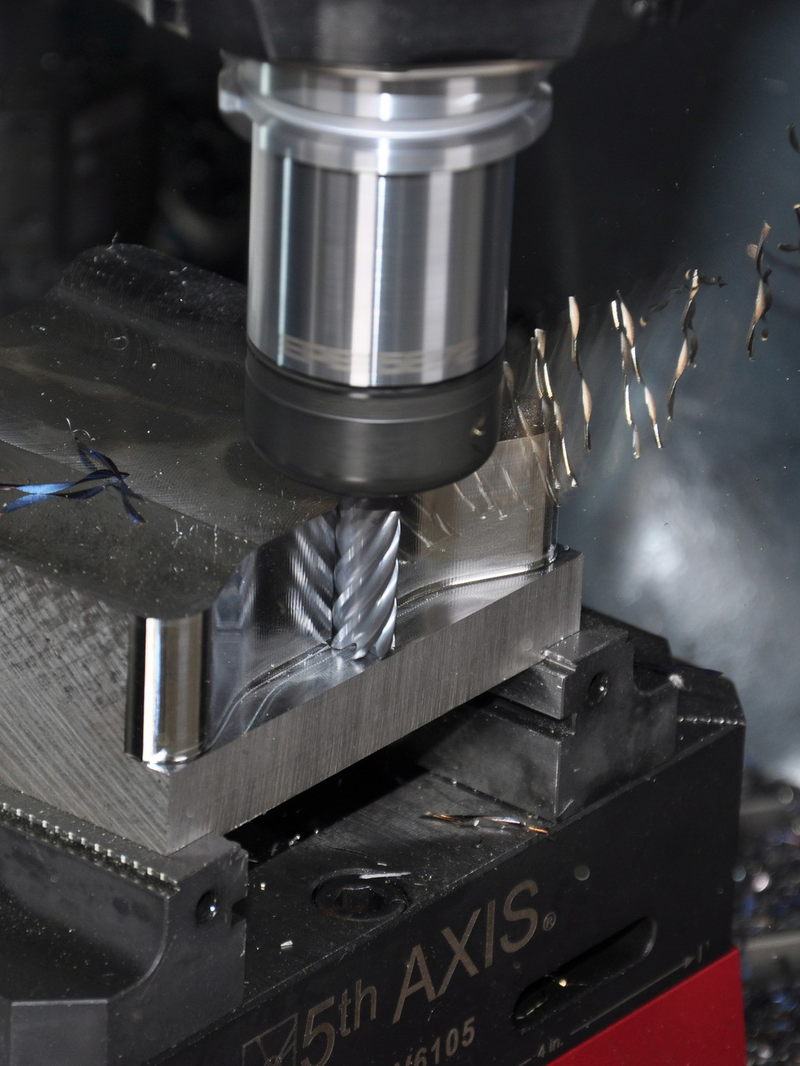
顶面和底面
![]()
精加工顶面
关键制造问题
- CBN 刀片无法处理随着时间的推移在铸造工件上出现的氧化。
- 由于工件和铣刀直径之间的尺寸差异,表面可能会出现切削痕迹。
- 锪面、圆柱体孔和其他攻丝孔会导致严重断续的切削,从而在表面上产生阻力痕迹。
- 表面必须非常平整,以满足客户的要求。
此操作面临的挑战
- 克服 CBN 刀片在铸件波动和氧化方面的限制。
- 消除工件尺寸大大超过铣刀直径时出现的表面切削痕迹。
山高解决方案
- 负前角铣削硬质合金刀片提供抗断续切削的强度。
- 刀具解决方案减少了生产停工。
- 修光刃刀片以更高的进给量产生所需的表面质量,从而缩短循环时间。修光刃刀片长度决定每转最大进给量。
双八角铣刀
Quattromill 修光刃刀片
制造挑战 2:
曲轴孔和凸轮孔
![]()
曲轴孔半成品和精加工
![]()
凸轮轴孔精加工
关键制造问题
- 满足零件尺寸和质量的苛刻规范。
- 使用更少的刀具实现高效的制造结果
- 优化表面光洁度
此操作面临的挑战
- 高度复杂的零件需要大位移铰刀。
- 长刀具容易下垂,从而降低其对齐度和同心度。
- 高质量的表面光洁度通常需要粗加工、半精加工、精加工和超精加工刀具。
- 相对较慢的进给速度和较长的刀具会延长循环时间。
- 机床主轴跳动必须保持在非常低的水平。
山高解决方案
- 带有导条的铰刀有助于保持刀具对准和同心度,以获得高质量的结果。
- 心轴适配器提供径向和角度调整以微调跳动。
- 专用的山高铰孔中心提供制造和检测方面的专业知识。
定制的 铰刀
制造挑战 3:
气缸孔倒角
![]()
在安装衬套之前铣削缸孔倒角
关键制造问题
- 倒角的精确定位需要几何精度。
- 该工件包括各种倒角和双角倒角。
- 缩短循环时间需要与排铣床同步加工。
此作面临的挑战
- 标准刀具无法处理此作的几何复杂性。
- 定制刀片会增加成本。
山高解决方案
- 定制刀座与气缸孔的特定加工深度相匹配。
- 特殊的三面刃铣刀使用标准刀片加工零件的许多倒角,从而最大限度地降低成本。
特殊 三面刃铣刀
制造挑战 4:
曲轴孔半孔
![]()
安装轴承盖前的粗铣
关键制造问题
- 重型大直径刀具不是中心切削,因此在此作过程中机床主轴必须倾斜。这增加了编程复杂性和换刀装置的压力。
- 标准刀片不能与半孔形状重叠,这会在零件表面留下切削痕迹。
- 定制刀片将生产成本提高得太高。
此操作面临的挑战
- 克服主轴倾斜和缺乏中心切削刀具的问题。
- 稳定切削刀片行为。
- 启用刀具重叠。
山高解决方案
- 带有特殊刀腔的定制刀具可优化刀具重叠的刀片放置。
- 定制刀具使用标准铣削刀片来控制成本。
- 可变螺距刀片可稳定切削。
带有标准 218.19 铣削刀片的定制刀具
可变螺距刀片
位置合理的刀片槽可实现刀具重叠。
制造挑战 5:
曲轴推力面
![]()
粗铣和倒角推力面
关键制造问题
- 此作必须产生 <0.8 Ra.
- 曲轴推力面需要倒角表面。
- 推力面需要特定的刀具直径和切削弧。
此操作面临的挑战
- 表面光洁度必须 <0.8 Ra 而且推力面宽度必须精确。
- 刀具直径和切削圆弧必须与推力面的要求相匹配。
山高解决方案
- 粗加工和精加工组合刀具接受两种类型的刀片。
- 组合刀具降低了生产成本。
带倒角刀片槽的特殊三面刃铣刀
组合式右手和左手 三面刃铣刀和刀片
如果您想联系我们的汽车专家,请在此处联系我们