Le rôle de l’épaisseur moyenne des copeaux dans les opérations de fraisage
Patrick de Vos est Global STEP manager chez Seco (le programme d'enseignement technique). Patrick aborde ici le rôle de l'épaisseur moyenne des copeaux dans les opérations de fraisage.
Le terme "épaisseur des copeaux" vient de la théorie de l'usinage général. Il s'agit de l'épaisseur (mesurée à angle droit par rapport à l’arête de coupe) du matériau à usiner.La relation suivante existe entre l'avance et l'épaisseur du copeau : h = f x sin Kr. où h représente l'épaisseur du copeau, f l'avance et Kr l'angle d'entrée. Pour les outils de tournage, l'angle d'entrée est généralement de 93° ou 95°. L'avance et l'épaisseur du copeau sont alors pratiquement identiques.
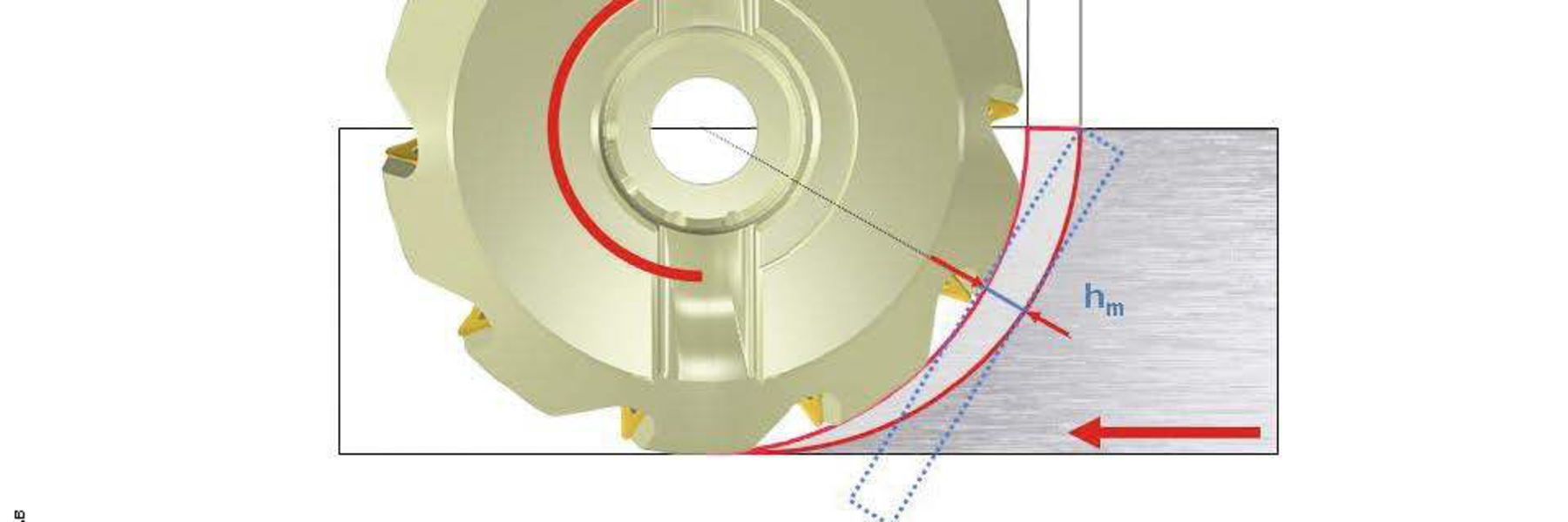
Lors du fraisage, l'épaisseur des copeaux est déterminée de la même manière. Comme le fraisage est une opération "bidimensionnelle", le concept de base doit être appliqué correctement. Dans une opération de fraisage classique, l'épaisseur de la matière située juste devant l'arête de coupe change constamment. Il en résulte qu'avec une avance donnée, l'épaisseur des copeaux change en conséquence. C'est pourquoi le terme "épaisseur moyenne du copeau" a été introduit : l'épaisseur d'un copeau rectangulaire "théorique" ayant la même surface et la même longueur que le copeau réel.
Définition classique de l’épaisseur des copeaux
Deuxième dimension
Le fraisage permet de définir une relation entre l'épaisseur moyenne des copeaux, la méthode de fraisage, l'avance à la dent et l'angle d'entrée. Dans ce cas, la "deuxième dimension" doit être prise en compte pendant l'opération. On y parvient en appliquant le rapport ae/Dc, où Dc est le diamètre de la fraise et ae la profondeur de coupe radiale pendant l'opération.
Pourquoi l'épaisseur moyenne des copeaux est-elle si importante ? Toutes les recherches sur le comportement et les possibilités des différentes géométries des arêtes de coupe sont largement basées sur l'épaisseur moyenne des copeaux utilisée (ou souhaitée). Toutes sortes de facteurs, tels que la température de coupe, les efforts de coupe, la formation et le débit copeaux, la durée de vie des outils, l'usure des arêtes de coupe et les vibrations sont fortement influencés par la relation entre la géométrie de l'arête de coupe et l'épaisseur moyenne des copeaux. Si l'opérateur de fraisage travaille dans les mêmes conditions de coupe que le concepteur de l'arête, il est en mesure d'optimiser et de prévoir le comportement lors de l'usinage. Et comme la même épaisseur moyenne de copeau pour différentes opérations entraîne des avances différentes à la dent, il est en mesure de maximiser la productivité de l'opération.
Les outils
Quels sont les outils fonctionnels disponibles ? Tout d'abord, le nom ISO de la plaquette. Dans la position 10 de la codification de la référence, les options concernant les conditions géométriques de coupe (profondeur de coupe et avance) sont indiquées. Seco utilise pour cela un code dans lequel la lettre représente le degré de difficulté de l'opération et le chiffre représente l'épaisseur moyenne du copeau dans des conditions normales d'utilisation dans des matériaux traditionnels. Par exemple, M14 signifie : opération dans des circonstances normales avec une épaisseur moyenne de copeaux de 0,14 mm dans de l'acier standard ou de l'acier inoxydable. Un autre outil est le graphique de l'arête de coupe, dans lequel le degré de difficulté de l'opération est marqué sur l'axe vertical et l'épaisseur du copeau appropriée sur l'axe horizontal. Ce graphique permet à la fois de sélectionner une géométrie d'arête de coupe spécifique et de résoudre les problèmes pendant l'opération. Après avoir évalué le degré de difficulté, on peut déterminer la bonne géométrie de coupe et l'épaisseur moyenne des copeaux correspondante.
Avance à la dent
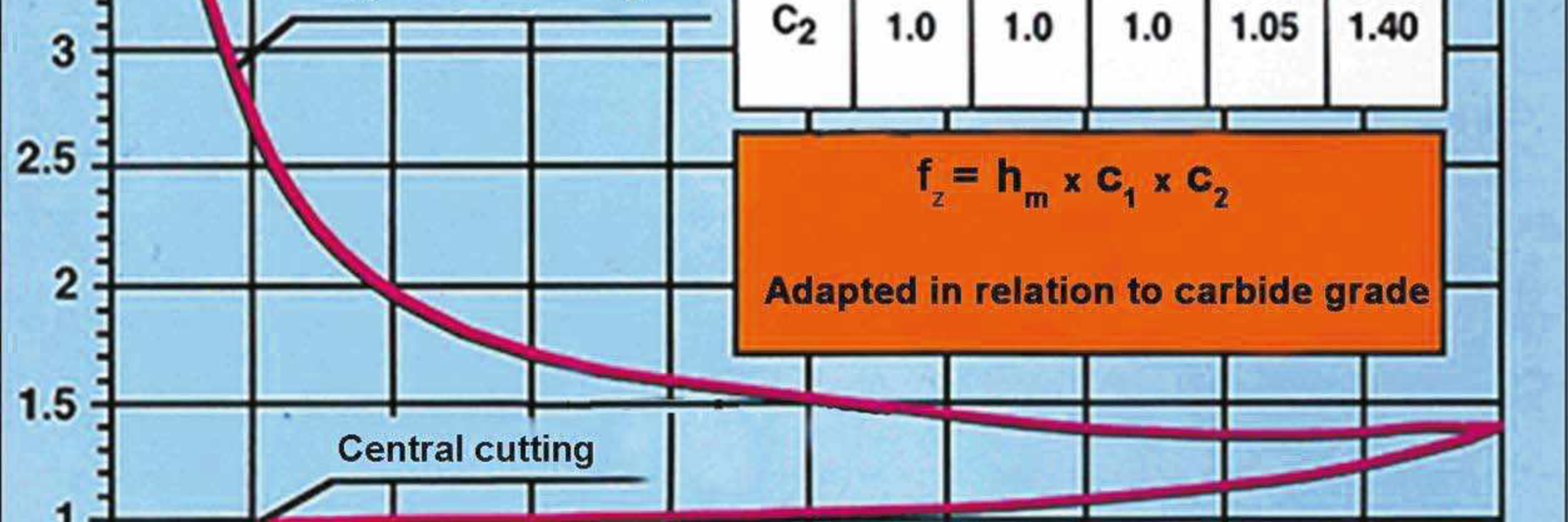
Le code ISO et le graphique des arêtes de coupe aident à déterminer l'épaisseur moyenne des copeaux à utiliser pour une arête de coupe spécifique dans une opération déterminée.. Il est important de convertir cette valeur en aliment par dent (alimentation de table). Il existe plusieurs outils pratiques pour cela. On peut utiliser des tableaux de conversion qui répertorient les avances appliquées pour un certain nombre de rapports ae/Dc et d'épaisseurs moyennes de copeaux. Un graphique de conversion est également utile. Celui-ci montre les facteurs déterminants lors de la sélection de l'avance pour une épaisseur moyenne de copeaux souhaitée au moyen de facteurs de correction.
La méthode d'usinage est prise en compte (fraisage excentré ou central), le rapport ae/Dc et l'angle d'entrée (et indirectement la résistance de l'arête de coupe utilisée) de la fraise. Sur la base de deux facteurs de correction, on détermine quelle avance à la dent convient pour une épaisseur moyenne spécifique de copeau. Le facteur de correction C1 prend en compte le rapport ae/Dc pendant l'opération et la méthode de coupe utilisée. Le facteur de correction C2 tient compte de l'angle d'entrée de la fraise. Un certain nombre de facteurs de sécurité ont été inclus dans le graphique afin de garantir que l'épaisseur maximale des copeaux, qui doit être obtenue par l'arête de coupe à un certain moment, ne soit pas dépassée.
Exemple
Une fraise de 100 mm avec un angle d'entrée de 90° est utilisée pour le surfaçage d'une zone de 20 mm de large. La méthode de fraisage utilisée est le fraisage central. L'épaisseur moyenne des copeaux est connue ( cf. le codage du en 10ème position dans la désignation de la plaquette) : 0,14 mm. Dans le graphique, nous voyons que pour un rapport ae/Dc de 20/100 (=20%), C1 a une valeur de 1 ; pour un angle d'entrée de 90°, C2 est également égal à 1. Cela signifie que l'avance à utiliser est égale à 0,14 x 1 x 1 = 0,14 mm/dent. Si l'utilisateur décide d'effectuer l'opération avec une fraise à 45°, l'avance sera de 0,14 x 1 x 1,4 = 0,20 mm/dent. En utilisant la méthode de fraisage excentré, l'avance sera de 0,14 x 2 x 1,4 = 0,40 mm/dent. Cela signifie une augmentation de l'avance initiale de 186% pour la même épaisseur moyenne de copeau, ou en d'autres termes, pour la même charge de l'arête de coupe, la même température et la même durée de vie de l'outil.
Conclusion
Afin d'optimiser l'utilisation des outils de fraisage, il faut connaître l'épaisseur moyenne des copeaux et pouvoir la convertir de manière pratique en conditions de coupe adéquates, en l'occurrence l'avance à la dent. Les outils décrits ci-dessus sont essentiels à cet effet. L'expression "épaisseur moyenne des copeaux" et les différentes façons dont elle peut être utilisée pour augmenter la productivité des opérations de fraisage sont abordées en détail lors du programme de formation STEP organisé par Seco Tools.
L’épaisseur moyenne des copeaux est l’état de coupe le plus important pour les outils de fraisage qui sont utilisés dans, par exemple, les matériaux difficiles (fraisage dur) ou dans des approches technologiques spécifiques, comme le fraisage à grande vitesse.