เลือกวิธีการกัดหยาบให้มีประสิทธิภาพสูงสุด
เพื่อเพิ่มประสิทธิภาพการกัดหยาบแบบทั่วไป โรงงานจำเป็นต้องเลือกความเร็วและอัตราป้อนที่เครื่องจักรและซอฟต์แวร์สามารถรองรับได้ตลอดเส้นทางการกัดแต่ละครั้งแม้ว่าเป้าหมายในการกัดหยาบแบบทั่วไปคือการเอาวัสดุออกให้มากที่สุดในครั้งเดียว แต่ในทางกลับกัน การกัดแบบไดนามิกจะเน้นที่การรักษามุมสัมผัส (AOE) หรือส่วนโค้งของการสัมผัสที่คงที่กับเครื่องมือตัด เพื่อดำเนินการกัดหยาบให้มีประสิทธิภาพสูงสุด เนื่องจากการเปลี่ยนแปลงใดๆ ใน AOE ของดอกกัดกับชิ้นงานส่งผลกระทบต่อเครื่องมือ ชิ้นงาน และเครื่องจักร ดังนั้นการรักษา AOE ให้คงที่ ควบคู่ไปกับความเร็วและอัตราป้อนที่เหมาะสม จะช่วยยืดอายุการใช้งานของเครื่องมือและสร้างชิ้นงานที่มีคุณภาพได้
เพื่อเพิ่มประสิทธิภาพการกัดหยาบแบบทั่วไป โรงงานจำเป็นต้องเลือกความเร็วและอัตราป้อนที่เครื่องจักรและซอฟต์แวร์สามารถรองรับได้ตลอดเส้นทางการกัดแต่ละครั้ง การใช้ดอกกัด 4 หรือ 5 ฟัน และวิธีการกัดช่องมาตรฐาน โรงงานจะมีการใช้เครื่องมือได้มากถึง 50% ถึง 100% แต่น่าเสียดายที่วิธีการนี้ทำให้เกิดปัญหาเมื่อเครื่องมือเคลื่อนเข้าสู่มุม
เนื่องจากไม่ได้ปรับระยะขยับเครื่องมือให้เหมาะสม หัวกัดจึงมีระยะเข้างานมากเกินไปส่งผลให้เกิดการสะท้าน การสะท้านนี้จะแพร่กระจายไปยังผิวชิ้นงาน ทำให้เกิดการสึกหรอของเครื่องมือก่อนเวลาอันควร รวมถึงผิวสำเร็จที่ไม่ดี ซึ่งต้องใช้กระบวนการกัดที่สองเป็นเวลานาน
การใช้งานทั่วไปและเครื่องมือสำหรับการกัดแบบไดนามิก
การกัดแบบไดนามิกเหมาะอย่างยิ่งสำหรับชิ้นส่วนปริซึม 2D และชิ้นส่วนใดๆ ก็ตามที่สามารถใช้คมยาวร่องฟันทั้งหมดของหัวกัดที่ระยะรัศมี 2 ถึง 5xD การใช้ชิ้นส่วนลักษณะนี้สามารถพบได้บ่อยในหลายอุตสาหกรรมการผลิต ตั้งแต่อุตสาหกรรมการแพทย์ไปจนถึงแม่พิมพ์

ในการใช้งาน ทางการแพทย์ , ผู้ผลิตมักจะกัดหยาบถาดรองกระดูกหน้าแข้งสำหรับรากเทียมเข่าจากวัสดุแข็ง แม้ว่าหัวกัดสี่ร่องฟันจะเหมาะกับงานนี้ แต่หัวกัดห้าหรือหกร่องฟันจะช่วยให้ผู้ผลิตเหล่านั้นสามารถใช้การกัดแบบไดนามิกได้ รูปทรงเกลียว มุมคาย มุมหลบและความยาวร่องฟันสั้นของหัวกัดเหล่านี้ ผสานกันเพื่อสร้างเครื่องมือกัดหยาบที่แข็งแรง ซึ่งสามารถจัดการกับการกัดหยาบด้านข้างและเทคนิคการกัดแบบไดนามิก เพื่อลดเวลาการทำงานและยืดอายุการใช้งานเครื่องมือ
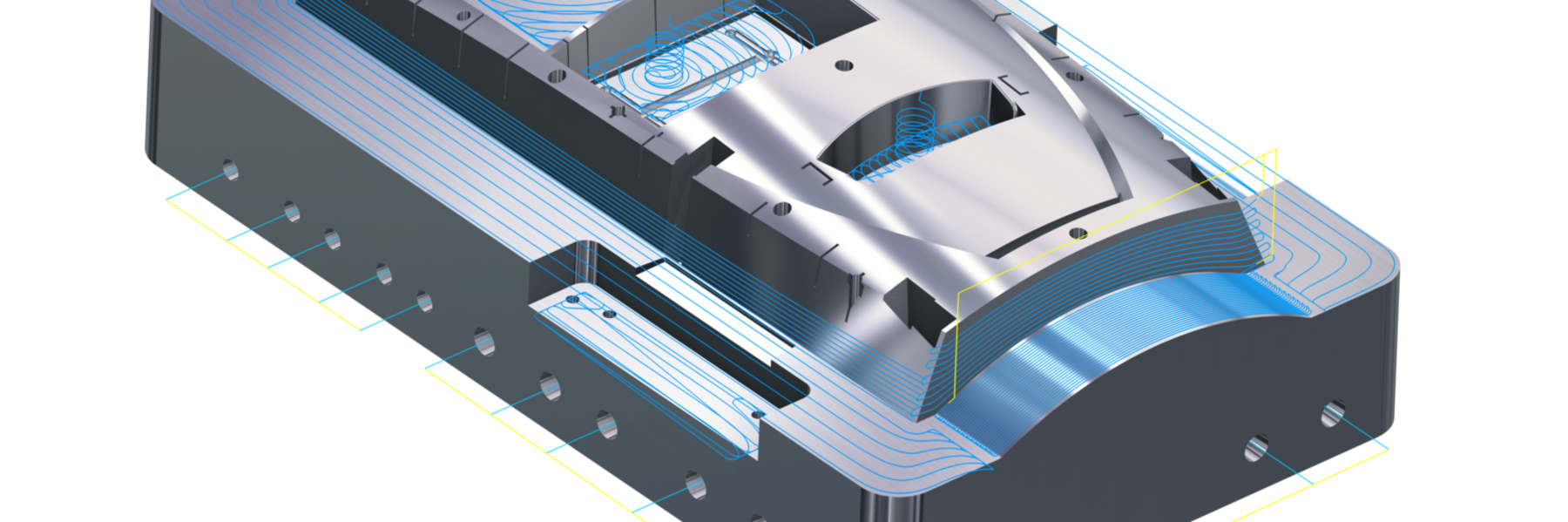
เนื่องจากการกัดแบบไดนามิกช่วยลดเวลาระยะเวลาในการกัดหยาบและรอบการทำงานได้อย่างมาก จึงทำให้การใช้งานขยายตัวมากขึ้นในทุกภาคส่วนอุตสาหกรรม ยกตัวอย่าง เช่น การทำแม่พิมพ์ เมื่อทำการกัดหยาบแม่พิมพ์ ผู้ผลิตแม่พิมพ์มักพยายามสร้างชิ้นงานใกล้เคียงรูปทรงสุดท้ายภายในระยะเวลาที่สั้นที่สุด การกัดแบบไดนามิกช่วยให้บรรลุเป้าหมายนี้ได้โดยการรักษา AOE ให้คงที่ ซึ่งช่วยให้ขจัดวัสดุได้รวดเร็วขึ้น
วัสดุ ชิ้นงานที่เหมาะสำหรับการกัดแบบไดนามิกคือ วัสดุที่มีแนวโน้มที่จะแข็งตัวจากความร้อนที่เกิดขึ้นระหว่างการกัดหยาบทั่วไป วัสดุเหล่านี้ได้แก่ เหล็กกล้าเครื่องมือ, สเตนเลส Duplex, สเตนเลส PH, InconelÒ, ไทเทเนียม และอัลลอยอุณหภูมิสูงอื่นๆ ในทางกลับกัน การกัดแบบไดนามิกจะสร้างความร้อนบริเวณพื้นที่ตัดในระดับที่ต่ำกว่า ซึ่งจะช่วยลดโอกาสการเสียรูปของชิ้นส่วนและช่วยยืดอายุการใช้งานของเครื่องมือ
ไม่ว่าจะเป็นชิ้นงานประเภทใด, การควบคุมเศษ เป็นสิ่งจำเป็นสำหรับความสำเร็จของการกัดแบบไดนามิก ซึ่งเป็นเหตุผลว่าทำไมหัวกัดที่พัฒนาขึ้นสำหรับกลยุทธ์นี้จะมาพร้อมกับการออกแบบตัวแยกเศษขั้นสูง ตัวแยกเศษเหล่านี้ช่วยควบคุมเศษให้มีประสิทธิภาพ แม้ในการใช้งานที่ต้องการความลึกของการตัดถึงห้าเท่าของเส้นผ่านศูนย์กลางของเครื่องมือ เทคโนโลยีตัวแยกเศษนี้ถูกนำมาใช้กับหัวกัด เช่น หัวกัดในกลุ่มผลิตภัณฑ์ดอกกัดหลายร่องฟันของ Seco
ผลิตภัณฑ์หัวกัดกลุ่มนี้ประกอบด้วยเครื่องมือมากกว่า 740 ชนิด ซึ่งทั้งหมดได้รับการพัฒนาขึ้นมาโดยเฉพาะสำหรับการกัดแบบไดนามิก ภายในกลุ่มผลิตภัณฑ์ประกอบด้วยหัวกัดรุ่น 6, 7 และ 9 ฟัน ซึ่งทั้งหมดมาพร้อมกับมุมหลบบริเวณเส้นผ่านศูนย์กลางด้านนอกแบบเยื้องศูนย์ ช่วยให้คมตัดแข็งแรงขึ้นและการจัดเรียงร่องฟันแบบแปรผันทำให้ลดการสะท้าน ให้การตัดที่ราบรื่นและผิวสำเร็จที่ดีขึ้น

แนวโน้มใหม่ในการกัดแบบไดนามิก
ปัจจัยสำคัญของการกัดแบบไดนามิก ได้แก่ เครื่องจักร, ซอฟต์แวร์ CAM, หัวกัดและตัวจับยึดเครื่องมือ ซึ่งแต่ละปัจจัยล้วนมีผลต่อความสำเร็จของกระบวนการและประสิทธิภาพของเครื่องมือ ในด้านเครื่องจักร ความสามารถในการเร่ง/ลดความเร็วสูงเป็นสิ่งจำเป็นสำหรับการกัดแบบไดนามิก เครื่องจักรต้องมีระบบควบคุมที่มีฟังก์ชัน lookahead ขั้นสูง (ประมาณสองพันบรรทัด) พร้อมด้วย glass scales และความแข็งโดยรวมที่ดีเพื่อรองรับเส้นทางการตัดที่ค่อนข้างซับซ้อนซึ่งเกี่ยวข้องกับการกัดแบบไดนามิก
อย่างไรก็ตาม การกัดแบบไดนามิกยังคงพัฒนาต่อไป ตัวอย่างเช่น Seco กำลังยกระดับการกัดแบบไดนามิกให้สูงขึ้นโดยการนำเครื่องมือที่มีร่องฟันมากขึ้น ตั้งแต่ 6 ถึง 9 ร่องฟัน และลดความลึกของการตัดในแนวรัศมี ซึ่งหมายความว่าระยะขยับการกัดจะลดลง แต่การป้อนต่อฟันสูงจะเพิ่มขึ้น เพื่อเพิ่มอัตราการขจัดวัสดุ ความมั่นคงของกระบวนการและอายุการใช้งานของเครื่องมือ แม้ว่าความยาวร่องฟัน 2 และ 3xD จะเป็นมาตรฐาน แต่ Seco ได้พัฒนาไปสู่ 4 และ 5xD ซึ่งหมายความว่าโรงงานสามารถใช้ประโยชน์จากความยาวการตัดทั้งหมดของเครื่องมือ เพื่อเพิ่มประสิทธิภาพด้านต้นทุน
คุณสามารถปรับปรุงอัตราการขจัดวัสดุไปพร้อมกับการเพิ่มอายุการใช้งานเครื่องมือ ลดการสึกหรอของเครื่องมือและรักษาความปลอดภัยของกระบวนการผลิตได้หรือไม่?
พบคู่มือเกี่ยวกับการกัดแบบไดนามิกฟรี
เพื่อเพิ่มอายุการใช้งานของเครื่องมือในการกัดแบบไดนามิก โรงงานมีแนวโน้มที่จะลดระยะขยับการกัดเพิ่มขึ้น ตัวอย่างเช่น เครื่องมือ 6 ร่องฟัน ซึ่งโดยทั่วไปจะใช้ระยะขยับ 10% ถึง 12% แต่ปัจจุบันโรงงานได้ลดระยะขยับลงครึ่งหนึ่งเหลือ 5% ถึง 6% จากนั้น จึงเพิ่มอัตราป้อนเป็นสองเท่า การทำเช่นนี้จะช่วยลด AOE ครึ่งหนึ่งด้วยเช่นกัน ทั้งหมดนี้ช่วยลดบริเวณที่ได้รับผลกระทบจากความร้อนและเพิ่มอายุการใช้งานเครื่องมือได้ 50%
อีกแนวโน้มคือการใช้การกัดแบบไดนามิกกับดอกกัด 4 ร่องฟัน เครื่องมือเหล่านี้มีพื้นที่สำหรับการคายเศษเพิ่มมากขึ้น และเมื่อใช้งานกับเครื่องจักรที่มีกำลังสูงสำหรับงานหนัก เช่น เครื่องจักรที่มีสปินเดิลเทเปอร์ CAT 50 จะสามารถใช้ระยะขยับได้ 75% โดยยังคงใช้กลยุทธ์การกัดแบบไดนามิกอยู่ ส่งผลให้อัตราการขจัดโลหะสูงกว่าหัวกัดแบบเปลี่ยนเม็ดมีดได้ และช่วยลดเวลาทำงานลงได้อย่างมาก
นอกจากนี้ เมื่ออัลกอริทึมของ ระบบ CAM มีความซับซ้อนมากขึ้น ผู้ปฏิบัติงานก็มีความมั่นใจมากขึ้นในการกัดงานแบบไดนามิก
กระบวนการนี้มีความเสถียรมากจนหลายโรงงานมั่นใจที่จะปล่อยให้เครื่องจักรทำการกัดแบบไดนามิกโดยไม่ต้องมีคนมาควบคุม
สรุป
แม้ว่าการกัดแบบไดนามิกจะมีข้อดีมากมาย แต่โรงงานยังคงละเลยกลยุทธ์การตัดเฉือนที่มีประสิทธิภาพ ซึ่งอาจเป็นเพราะไม่รู้วิธีการนำไปใช้ หรือไม่เข้าใจวิธีการทำงาน โรงงานเหล่านี้ยังคงยึดติดกับพารามิเตอร์ความเร็วและอัตราป้อนที่ล้าสมัย ซึ่งไม่สามารถให้ผลลัพธ์ที่เหมาะสมที่สุดได้
ด้วยการกัดแบบไดนามิก โรงงานสามารถลดเวลาการกัดลงได้ 40% ถึง 70% นอกจากนี้ยังช่วยเพิ่มอายุการใช้งานของเครื่องมือเป็นสองหรือสามเท่า พร้อมทั้งปรับปรุงคุณภาพพื้นผิวให้ดีขึ้น ยิ่งไปกว่านั้น กลยุทธ์การกัดยังช่วยเพิ่มอัตราการขจัดวัสดุและช่วยควบคุมการเกิดความร้อน ทั้งหมดนี้ช่วยรับประกันความปลอดภัยของกระบวนการ โดยเฉพาะอย่างยิ่งเมื่อต้องทำงานแบบไร้คนควบคุม
ดูกลุ่มผลิตภัณฑ์ของเรา:
Inline Content - Gridded Links
Tags: