Seco Octomill 06: Più di una semplice fresa per spianatura
Octomill 06: La fresa per spianatura Seco offre prestazioni elevate e design versatile ed intuitivoNuova fresa ad inserti per spianatura : Seco OctoMill 06
Il mercato degli utensili da taglio si concentra fortemente sullo sviluppo di nuove soluzioni bilaterali per frese ad inserti. Tuttavia, le soluzioni monolaterali sono sovente preferite e richieste grazie al migliore utilizzo dei taglienti, al comportamento di taglio più dolce e alla più ampia copertura del materiale.
La nuova Octomill 06 di Seco affronta le principali sfide degli inserti di fresatura monolaterali, con una movimentazione degli inserti facile e sicura. Combina il meglio dei due mondi di frese per spianatura: i vantaggi di un sistema monolaterale con una gestione degli inserti simile a quella di un sistema bilaterale.
La fresa per spianatura Seco Octomill 06 mantiene la resistenza e supera la debolezza unendo il comportamento di taglio dolce di una soluzione di tipo OF e la robustezza del btagliente di una soluzione di tipo OD.
Inline Content - Gridded Links
Tags: '9d081510-9cd9-5bb0-8a03-25229349cb69', 'ed313ff4-3f00-550d-9a79-b0e12499e906', '242e615d-a809-5f7c-8949-0f4ad787b2cd', 'b4985bc6-853c-5998-8d2c-74b1c2f465b7'
Scopri i prodotti
Come scegliere l'opzione di taglio giusta?
Quando si sceglie una fresa per spianatura, è importante conoscerne le specifiche. La nuova gamma di frese Octomill di Seco include 3 passi nella gamma di diametri da 63 a 125 mm. Ideale per adattare l'utensile alle vostre applicazioni e sfide. A seconda del passo della fresa e dell'impegno radiale, più inserti sono a contatto con il pezzo e iriducono il rischio di vibrazioni.
Passo largo
- Risolvono i problemi di configurazioni instabili e macchine a bassa potenza grazie alle minori forze di taglio.
- Raggiunge tassi di asportazione del materiale più elevati con una maggiore profondità di passata o avanzamento a dente.
- Migliora il rapporto prezzo/prestazioni grazie al numero ridotto di inserti per fresa.
- Il design a passo differenziato riduce l'ampiezza delle vibrazioni durante la lavorazione.
Passo normale
- Prima scelta per la maggior parte delle applicazioni grazie al buon equilibrio tra forze di taglio e prestazioni.
- Il design a passo differenziato riduce l'ampiezza delle vibrazioni durante la lavorazione.
Passo stretto
- Massima produttività e durata dell'utensile in configurazioni stabili
- Mantenere uno spessore accettabile dei trucioli per determinate geometrie e materiali.
Fresa a moduli
- Possibilità di regolazione per eliminare o ridurre il runout assiale
- Possibilità di sostituire i moduli portainserti anziché l'intero corpo della fresa in caso di danni
- Gli svantaggi sono un numero maggiore di pezzi di ricambio, un numero limitato di denti e un runout radiale leggermente più elevato a causa di un numero maggiore di pezzi.
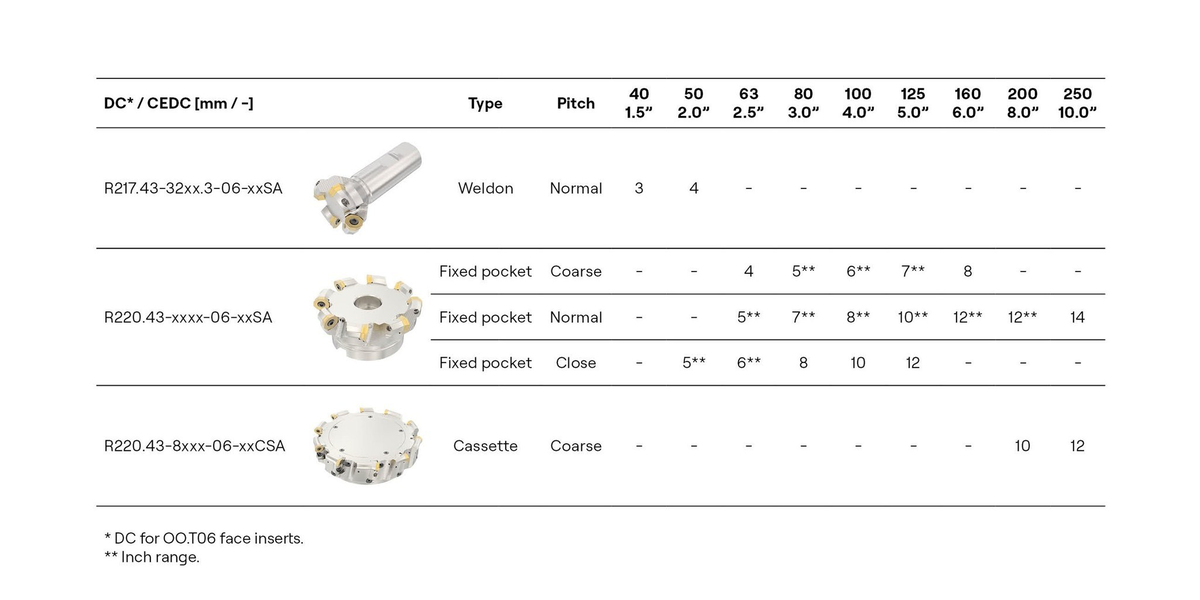
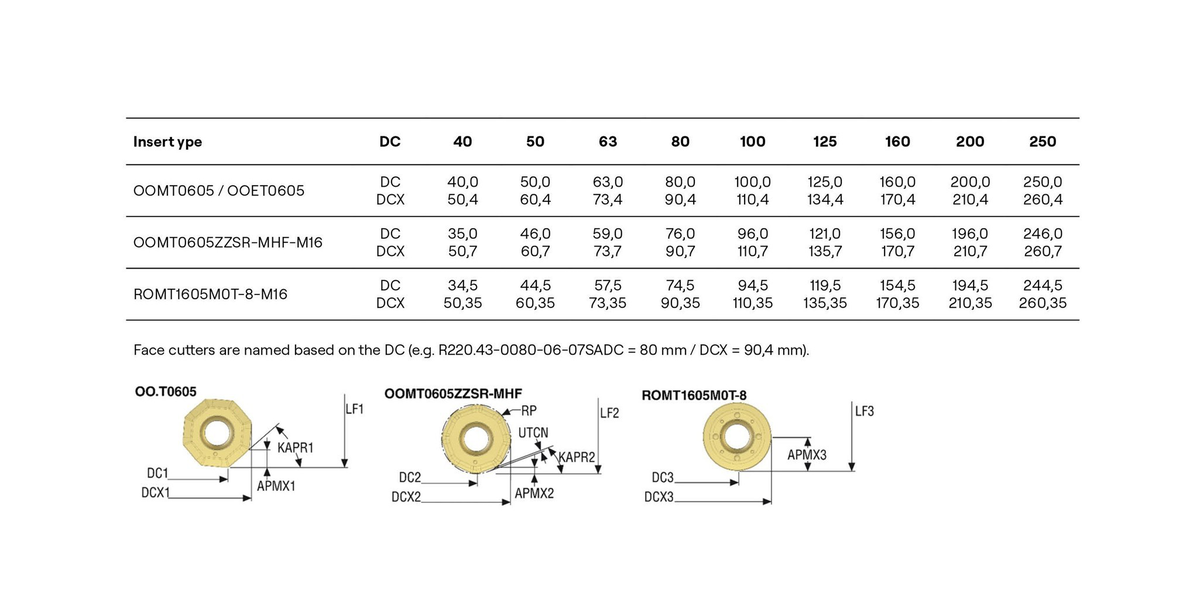
Poichè è possibile montare diverse tipologie di inserti nella stessa sede, il diametro esterno della fresa può variare. La tabella elenca i valori nominali DC e DCX in base alla forma dell'inserto e alla scelta della fresa. Si tenga presente che le frese con inserto tondo e ad elevato avanzamento sono sempre dimensionate in base al diametro di taglio esterno massimo denominato DCX. Le frese per spianatura sono sempre progettate in base al diametro di taglio DC.
Non è disponibile un'alternativa dimensionale 1 a 1 dell'Octomill ROMT1605 rispetto all'attuale gamma R217/220.29I. Scegliete una fresa più piccola o più grande per affrontare le applicazioni con inserti tondi.
Gamma di inserti per Octomill Seco
La fresa a inserti per spianatura può essere utilizzata per lavorare tutti i materiali ai massimi livelli di prestazione. La versatilità di questo prodottoè paragonabile alla gamma Quattromill. La gamma di inserti offre il massimo livello di prestazioni in ogni materiale grazie alla geometria dedicata e alle combinazioni di qualità disponibili.
Il diagramma evidenzia la geometria di prima scelta e le alternative adatte a seconda del materiale e dell'applicazione. Il lato sinistro dello schema illustra le applicazioni che richiedono una geometria di taglio più positiva a causa di configurazioni deboli o materiali più morbidi. Le applicazioni con più vibrazioni, configurazioni robuste così come materiali più duri richiedono geometrie più protette per resistere a queste condizioni di taglio.
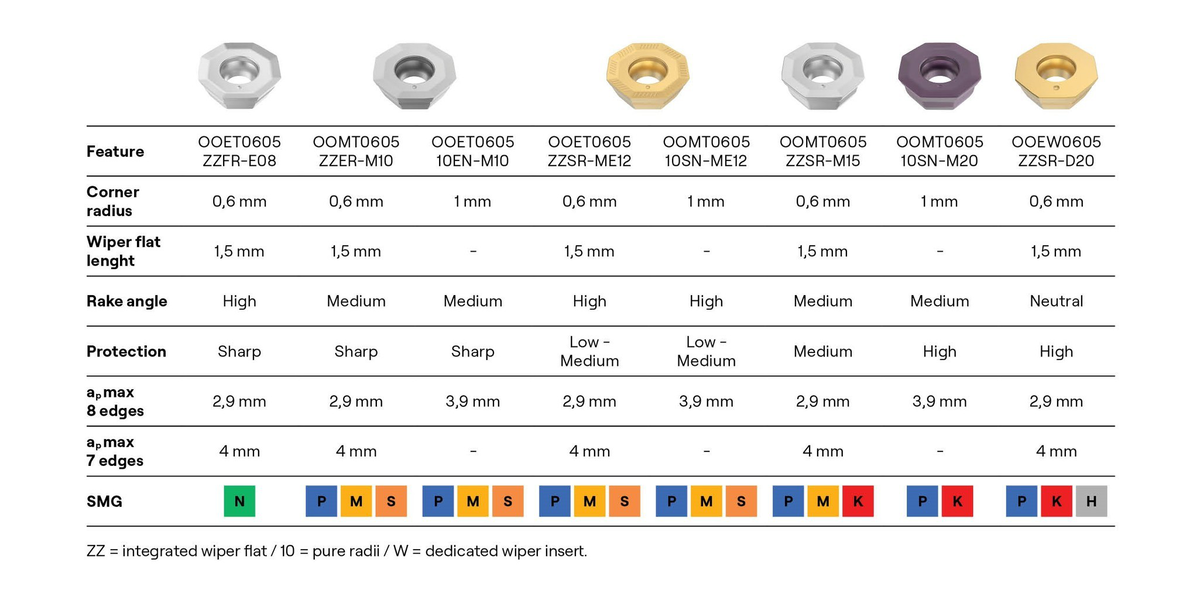
| Geometry | SMG | Application | Comment |
OOET0605
ZZFR-E08
| N | Sgrossatura Finitura | Angolo di spoglia elevato e tagliente, ideale per materiali non ferrosi e materiali che tendono a incollare .
Risolveproblemi in applicazioni di finitura complesse.
|
OOET0605
ZZER-M10
| M,S,P | Sgrossatura Finitura | Inserto rettificato con angolo di spoglia positivo. Realizzato per la sgrossatura e la finitura di materiali difficili come M e S, ma anche per gli acciai bassolegati. Ideale per applicazioni di finitura che richiedono un buon aspetto esteticosuperficiale, grazie all'eccellente runout e ai taglienti affilati che riducono l'incollamento. |
OOMT0605
10EN-M10
| M,S,P | Sgrossatura | Alternativa economica all'inserto rettificato. Realizzati per la sgrossatura di materiali difficili come M e S, ma anche per acciai bassolegati. L'assenza di un piano raschiante riduce la pressione dell'utensile, il che è ideale in situazioni instabili e può generare un aspetto estetico uniforme aparametri più elevati in finitura. |
OOET0605
ZZSR-ME12
| P,M,S | Sgrossatura Finitura | Inserto rettificato con smusso di protezione più piccolo e angolo di spoglia elevato. Realizzato per sgrossare e finire materiali P, M e S a velocità di avanzamento più elevate rispetto alla geometria M10. Può essere utilizzato anche comealternativa più precisa alla geometria M15. |
| OOMT060510SN-ME12 | P,M,S | Sgrossatura | Alternativa economica all'inserto rettificato. Realizzato per sgrossare e finire P, M e S a velocità di avanzamento più elevate rispetto alla geometria M10. Può essere utilizzato anche come alternativa alla geometria M15. |
OOMT0605
ZZSR-M15
| P,K,M | Sgrossatura Finitura | Angolo di spoglia moderato e protetto.
Geometria di prima scelta per molte applicazioni. Può essere utilizzato per la finitura e la sgrossatura a velocità di avanzamento moderate in un'ampia scelta di materiali. Inserto diI pressatura diretta, una scelta dall'eccellente rapporto prezzo/prestazioni.
|
OOMT0605
10SN-M20
| P,K | Sgrossatura | Angolo di spoglia moderato e protetto.
Geometria di sgrossatura per velocità di avanzamento più elevate senzapiano raschianteo. Realizzato per materiali P e K.
|
OOEW0605
ZZSR-D20
| K,H,P | Sgrossatura Finitura | Geometria robusta in grado di gestire velocità di avanzamento elevate, tagli interrotti e materiali duri pur mantenendo un comportamento di taglio dolce. |
Raccomandazioni per velocità, avanzamento e geometrie
Il diagramma evidenzia la geometria di prima scelta e le alternative adatte per l'area SMG a seconda dell'applicazione di destinazione. Il lato sinistro dello schema illustra le applicazioni che richiedono una geometria di taglio più positiva a causa di configurazioni deboli o materiali più morbidi. Le applicazioni con più vibrazioni, configurazioni robuste così come materiali più duri richiedono geometrie più protette per resistere a queste condizioni di taglio.
Discover the Seco Face Milling Range