SD5402和SD5301可转位刀片钻头
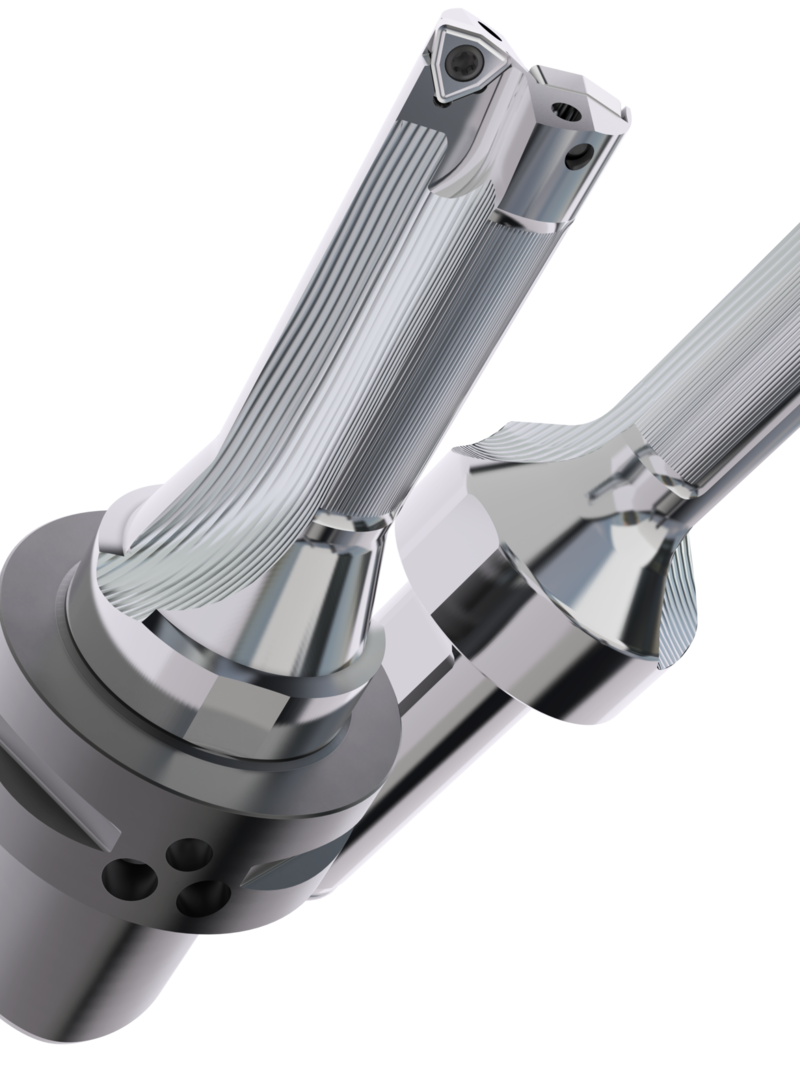
正在为大直径钻孔而苦苦挣扎?了解SD5402和SD5301,获得清洁、稳定的结果。立即开始更智能的钻孔!SD5402大型可转位刀片钻头是我们钻削解决方案的最新演变,取代了SD542。由于采用了全新的Perfomax®设计和改进的制造工艺, 此次升级带来了更高的性能和可靠性。如果您正在寻找大直径钻头,SD5402可提供与可转位刀片相似的优势,但还具有出色的切屑流和稳定性。
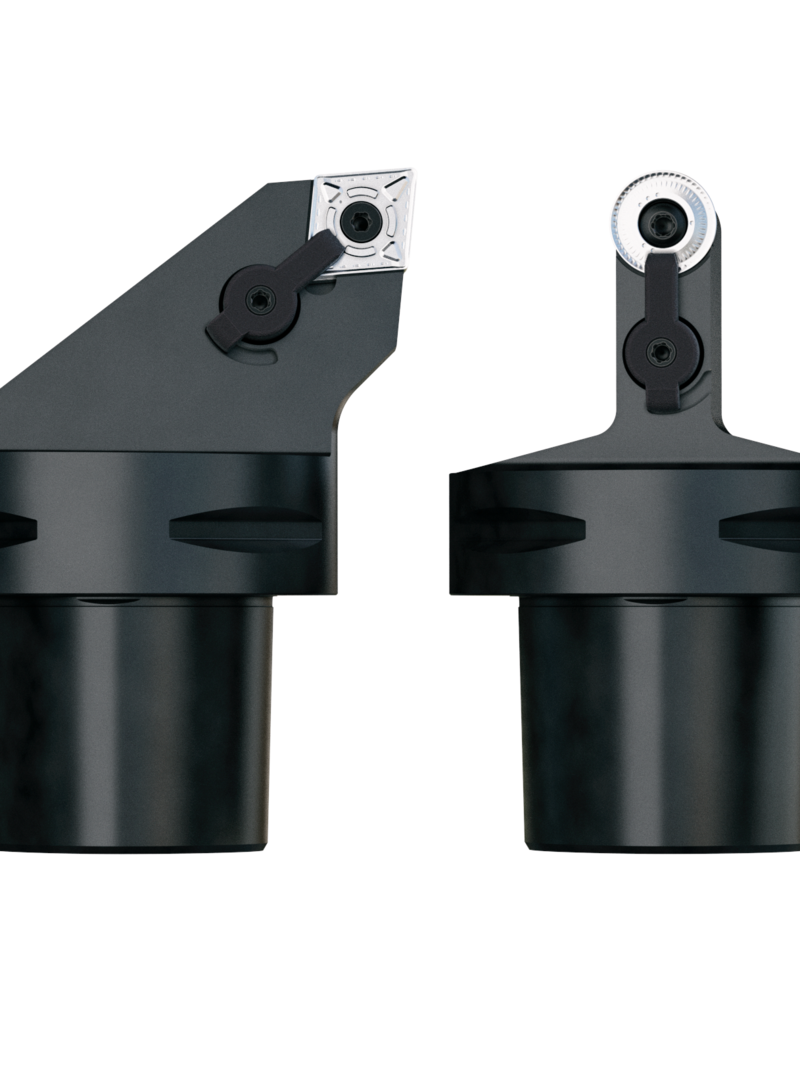
除此之外,我们还将在我们的产品阵容中引入新成员SD5301。SD5301具有超短钻体,专门针对中型车削机床进行了优化,在这种机床中,较长的钻头通常不实用。
有了这两个选项,您可以在现有大直径钻孔需求的成熟替代品和在更紧凑的设置中实现稳定性和精度的新解决方案之间进行选择。
为中型车床提供稳定性和精度

我们的SD5402和SD5301可转位刀片钻头旨在使大直径钻孔更简单,更高效。
坚固、短的钻体经过优化,适用于中型车削机床 (长钻头不切实际),再加上可靠的刀片槽型,意味着在任何金属上钻孔时都可以获得一致的结果。
这些钻头易于使用,适用于需要大直径钻头的各种应用,即使在苛刻的环境中也能确保无与伦比的稳定性、紧的孔公差和无偏斜。
您面临的挑战:钻较大的孔非常耗时,通常需要更换多次刀具才能达到所需的孔尺寸。在中型车削机床中, 许多标准解决方案的设置时间过长。
我们的解决方案:SD5301可转位钻头的坚固设计非常适合中型车床,因此您可以获得一个简单、可靠的刀具,帮助您高效地完成每项工作,减少中断。
保持切屑移动
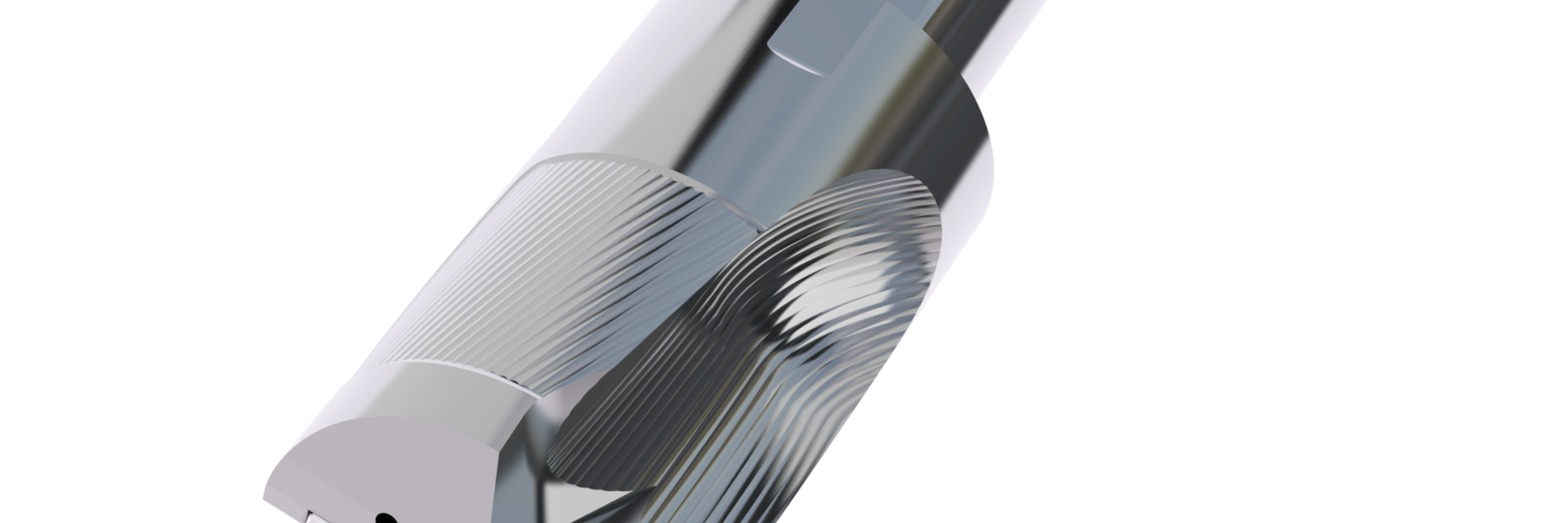
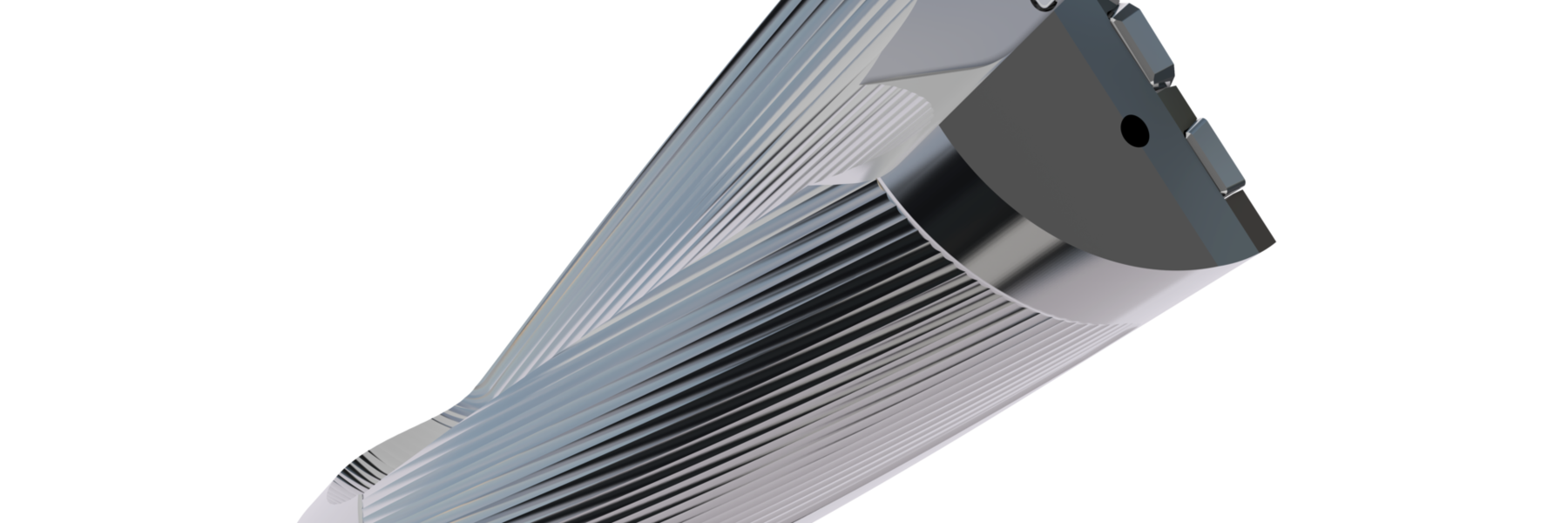
我们的钻头采用经过优化的切屑槽,具有波形,有助于将切屑从钻体中移开,并保持流程平稳运行。无涂层抛光钻体和激光淬火技术延长了刀具寿命,而径向后角模式可防止切屑积聚。
您面临的挑战:排屑不良会对孔质量产生负面影响,从而导致孔尺寸不正确和表面粗糙度不良。
我们的解决方案:先进的排屑槽和后刀面设计可保持切屑移动并延长刀具寿命,因此您可以减少维护时间,并将更多时间用于加工。
一致性是关键
我们的钻头适用于所有行业,可在静止式和旋转场合处理宽范围的工件材料和应用。
标准尺寸的SD5402和SD5301具有库存,还与各种刀片具有兼容性,可满足所有可能发生的情况,并提供一致的结果。
您面临的挑战:要找到适用于多种材料和设置的大直径钻孔的灵活选项可能很困难。
我们的解决方案:我们的多功能可转位刀片钻可提供经济高效的选择,标准尺寸有库存,确保在任何应用中都能实现可靠的性能。
当涉及到环境时, 每一个细节都有帮助
我们去除了镍基表面涂层。
SD5402和SD5301均采用无涂层抛光表面,有助于最大限度地减少对环境的影响。
您面临的挑战:涂层刀具更难满足环境法规和可持续性目标。
我们的解决方案:我们的钻头可在不牺牲质量或可靠性的情况下支持您的环保目标。
技术规格
| SD5402
| SD5301
|
钻头直径:
| 60mm - 85mm,增量为5mm
2.250"-3.500",增量为0.250"
| 64mm - 84mm,增量为5mm。
2.250"-3.500",增量为0.250"。
|
切深 ( L/D 比):
| 钻体长度:2.5xD
| 最大钻削深度为 84 毫米 (3.30英寸),其设置长度为 120 毫米 (4.72英寸)。
|
| 后端/柄部: | R7 (ISO9766)后端
| R7 (ISO9766)后端
|
这两种钻头均可用于所有工件材料和部件,并通过刀片选择实现性能优化。
从以下材质等级和槽型中进行选择:
刀片材质等级
DP2501:通用材质等级,首选。钢件& 不锈钢
DP2000:以高生产效率加工钢材和铸铁。
DS2050/DS4050: 耐热材料
T250D:硬材料 & 有色金属材料
T400D:中心刀片。通用材质等级,首选
槽型
SCGX-P2通用槽型,高进给量
SCGX-P1低至中进给量
SCGX-MP锋利正角槽型
SPGX-C1韧性好的中心刀片槽型
SD5402和SD5301工作区域
SD5402和SD5301产品系列旨在为旋转和静止应用提供安全可靠的钻削工艺。
钻体的强度和稳定性以及经过优化的刀片材质等级/槽型可提供最高的生产率。
SD5301钻体配置适合中型车削机床,具有超短的设置长度和较小的刀杆直径。这些钻体为粗加工操作和车床应用提供了预精加工的孔径。
SD5301钻体只需一个刀具即可加工至所需尺寸。
由于钻体短而稳定 (无偏斜),可实现紧的孔公差。
单击此处查看可打印摘要