当今制造业生产经济的现实
机械车间寻求在一定时间内以一定成本生产一定质量的一定数量的零件。持续实现这些目标涉及控制多种因素,包括切削参数、刀具成本和转换时间、机床利用率、工件处理费用以及材料和劳动力成本。
生产经济学是平衡过程因素以实现预期结果的艺术和科学。在两个多世纪的加工历史中,生产经济学的要素数量成倍增加。制造业最初从工艺级别的单件输出演变为使用机床大规模生产标准化零件。改进制造方法带来了第二代大规模生产,其特点是生产线和越来越多的相同零件的输出:大批量、低产品组合 (HVLM) 场景。然后,CNC 机床和机器人培养了第三代大规模生产效率。最近,应用于编程、机床控制和工件处理系统的数字技术正在促进第四代制造业生产,即工业 4.0,从而实现经济高效、多品种小批量 (HMLV) 生产。
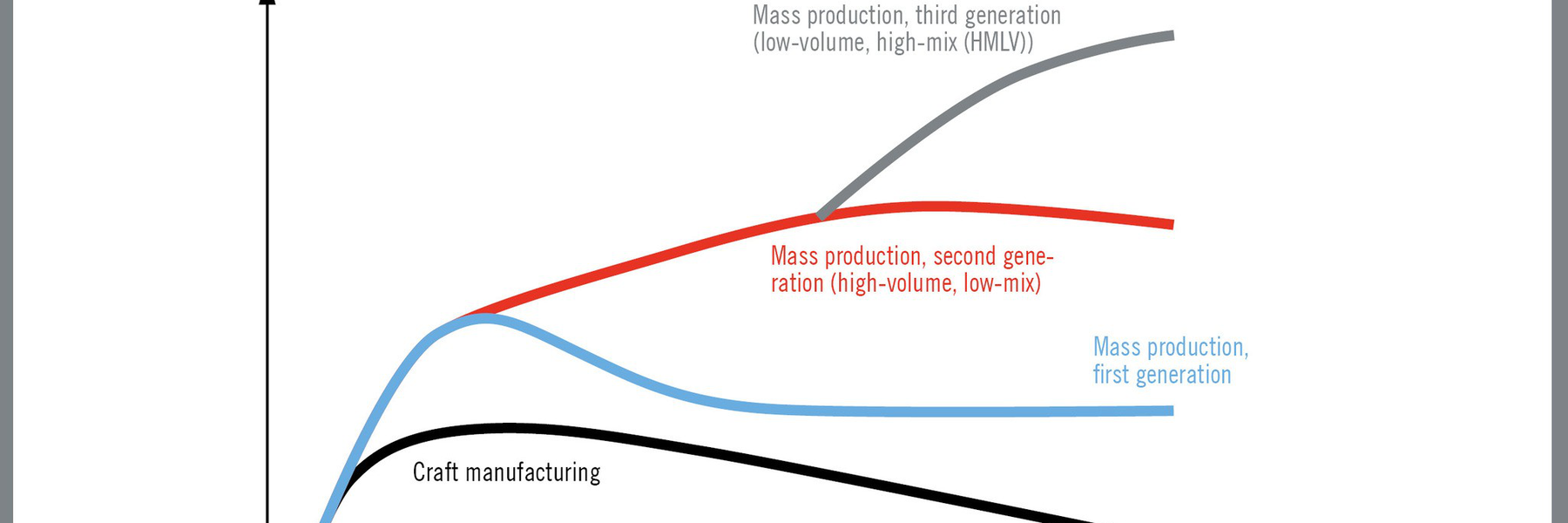
制造工艺演变
为了有效地完成从 HVLM 到 HMLV 生产的转变,制造商必须认识到生产经济不断变化和不断增长的现实,并利用可用的信息和技术来分析其运营并实现其目标。转型的一个关键要素包括摒弃过于简单的信念和做法,并发现可能破坏最大化生产力尝试的隐藏成本。
大批量、低混合、简单的经济性?
标准化加工工艺在 19世纪发展起来,以加快具有可互换部件的相同产品的生产。汽车制造在最大程度上改进了这种 HVLM 方法,建立了传输线和其他方法,多年来一遍又一遍地制造数十万或数百万个相同的部件。
HVLM 生产的长期性使制造商能够微调多个工艺因素,以实现最大产量、一致性和低成本。包括刀具和托盘更换装置以及机器人在内的辅助技术进一步最大限度地减少了可变性。假设操作运行完美,并提供 100% 的产量和可预测的成本,没有计划外的空闲时间,没有废品,没有返工,也没有去毛刺等二次作。
一个假设是刀具成本通常约为总生产成本的 3%。3% 的数字是一个方便的基准,但很少有效。例如,工件材料的加工特性有很大的影响; 在加工零件时从钢改用钛合金可以使刀具使用量增加五倍。在其他条件相同的情况下,3% 的比例变为 15%。
如果只关注刀具切削时间,则会导致忽视其他因素,例如换刀的空闲时间。这种方法实际上是在逃避现实。制造商应了解加工时间、设置时间、换刀时间、装卸和其他因素相互影响和干扰。
工艺因素意外相互作用的一个简化示例涉及车间加工一个零件,该零件需要两分钟的切削时间,总共需要两分钟来装载和卸载工件。刀具转位需要一分钟,刀具寿命为 5 个工件,因此每个零件的刀具转位时间为 0.20 分钟。因为每个零件需要 4.2 分钟的加工时间,所以每小时产量略高于 14 个工件。每个刀具的成本为 15 欧元,而 5 个工件的刀具寿命决定了生产 14 个工件需要 2.8 把刀具(42 欧元)。机器成本为每小时 50 欧元。一小时内 14 个工件的生产成本总计为 92 欧元。
然后,为了提高产量和生产率,该车间将切削速度提高了 10%。这将切削时间缩短了 10% (到 1.8 分钟),但也将刀具寿命缩短了大约一半,这意味着在需要转位之前,一个切削刃只能生产两个半工件。刀具转位时间仍为 1 分钟,工件装卸时间为 2 分钟。一个工件的生产时间保持为 4.2 分钟(1.8 分钟切割、2 分钟工件作和 0.4 分钟刀具分度)或每小时 14 个工件。机床和刀具的成本相同,但现在运行一个小时需要 5.6 个刀具(84 欧元的刀具成本)。尽管努力提高产量,但 14 个工件的生产时间相同,成本从 92 欧元上升到 134 欧元。
在这种情况下,提高切削速度不会提高操作效率。更改切削时间会影响加工系统中的其他因素,在本例中为刀具寿命和刀具转位时间。因此,车间必须仔细考虑流程变更的全部后果。
另一种形式的隐性成本涉及流程中步骤的执行。例如,在许多机械车间中,花在转位刀片上的时间是教科书式的隐性成本案例。为刀片转位的指定时间可以是 1 分钟。然而,如果在车间实际测量,它可能是 2 分钟、3 分钟或 10 分钟,差异从 60 到 600 秒。
生产和刀具成本与非生产时间增加的关系
多品种、低批量、复杂注意事项
最近,全球竞争促使制造商创建不同版本的产品,以满足较小用户群体的需求。先进的计算技术允许快速更改零件设计和加工程序,还可以轻松跟踪产品变化和库存。结果是转向更高混合度、低产量 (HMLV) 的生产方案。如今,这种方法已经得到充分发展,可以实现个位数甚至单项生产运行的高效制造。
HVLM 生产的延长时间范围允许对工艺因素进行深思熟虑的规划和微调。在 HMLV 情况下,计划是不同的。计算机化的工程和库存技术支持产品类型和产量的快速变化,但因此 HMLV 规划过程一定是复杂且反应迟钝。一个 10 个零件的订单之后可能会有 2 个、5 个甚至单个项目的不同零件批次。工件材料可能从钢变为铝合金再到钛合金,零件几何形状可能从简单变为复杂。没有足够的时间通过试验来确定刀具寿命。
为了在 HMLV 情况下管理刀具寿命,车间通常会对刀具的预计寿命进行保守的猜测,并且为了安全起见,每次运行都会使用新刀具,在达到其全部生产寿命之前将其丢弃。切削时间只是整体情况中的一个因素。在 HMLV 生产中,操纵不同的工件和夹具、更换刀具和转位刀片所需的时间通常比实际切削时间长。刀具、机床、空闲时间、直接人工和工件材料因素可能包含隐藏成本。最新的生产经济性方法考虑了刀具和工件材料成本、设备和生产成本、停机期间的设备成本以及工资和维护成本。
生产经济性
快速变化的 HMLV 产品要求增加了实现高百分比产量的难度。在长期 HVLM 生产的情况下,试验和调整可以产生 90 年代的高产量百分比。另一方面,HMLV 收益率可能是二元的。成功的单个零件运行代表 100% 的产量,但当零件不可接受或工件损坏时,产出为零。对质量、成本和时间效率的要求保持不变,但一次产量成为压倒一切的要求。在这种情况下,避免刀具破损可能是最重要的考虑因素。一个优点是,在短期情况下,刀具磨损是一个最小的问题,并且车间可以在合理范围内应用更激进和更高效的切削参数。
相关变量之一正在确定何时为刀具转位适合。等待时间过长会导致刀具损坏,如果不是损坏的工件,至少会导致生产中断。另一方面,更换刀具往往会增加刀具本身的成本以及停止加工和转位刀具所损失的时间。确定何时更换刀具需要检查更换与整个加工系统的关系,制定换刀协议,然后制定遵循该协议的纪律。
结论
金属切削系统中的因素关系不是一一对应的。切削工况、工件材料或产品体积的变化将影响刀具寿命以及加工系统的许多其他方面。制造工厂生产经济性面临的挑战是了解这些关系,并制定以务实的方式与他们合作的策略。不幸的是,每个车间员工都不可能成为数学教授,而且无论如何都缺乏时间深入探索其中的关系。因此,供应商提供流程分析和管理服务(查看我们的制造评估页面),使制造商能够全面了解其具体运营情况,并就如何最大限度地提高其工作的生产力和经济实力提供指导。
工程所有人经常抱怨的是,他们有很多工作和付费客户,但仍然亏损。解决他们问题的方法是认识到当今生产经济学中许多因素的现实,并发现和消除被忽视和隐藏的成本,以便他们的制造业务能够获得最大的回报。