用于精加工硬车削的 PCBN 整体刀片
PCBN 最常见的应用领域是使用传统刀尖焊接式刀片的淬硬钢零件的精加工。通过转换为整体刀片,可以实现更具成本效益的生产。
PCBN 最常见的应用领域是使用传统刀尖焊接式刀片的淬硬钢零件的精加工。
通过转换为整体刀片,可以实现更具成本效益的生产。
在整体刀片上,每刃的成本比刀尖焊接式刀片要低得多。
圆形整体刀片将为每个刀片提供最大数量的切削刃。
见下表
| 切削深度 | 切削刃数量 |
| [毫米] | RNGN06.. | RNGN09.. |
| 0.1 | 40 | 48 |
| 0.15 | 32 | 40 |
| 0.2 | 28 | 34 |
| 0.25 | 24 | 30 |
| 0.3 | 22 | 28 |
| 0.4 | 20 | 24 |
| 0.5 | 16 | 20 |
在无法使用圆刀片的情况下,例如当您需要朝方肩加工时,坚固的 TNGN11.....将提供非常经济高效的替代方案。
坚实的低 PcBN TNGN11...刀片提供 6 个有效的切削刃,并且易于转位。
由于 2018 年的新定价结构,坚实的 TNGN 11 的价格水平...在所有低 PcBN 等级中,PcBN 等级都大大降低,现在为钎焊刀片提供了更具成本竞争力的替代方案。
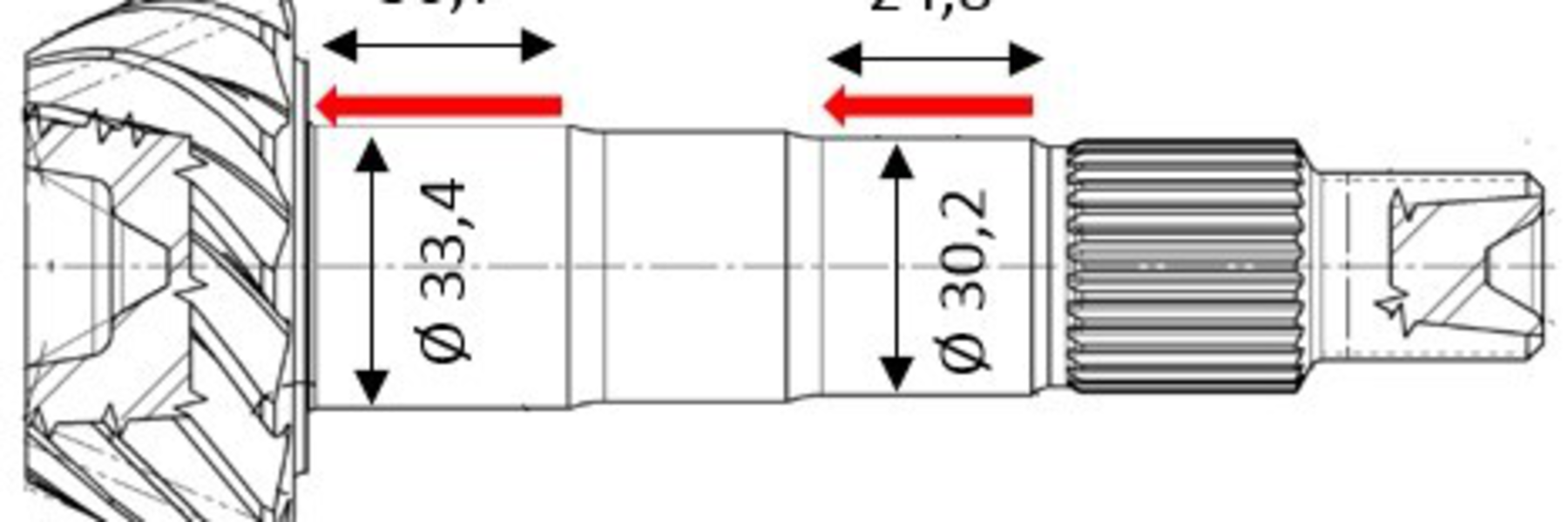
元件: 齿轮
材料:20MnCr5、SMG-H3
硬度: 60 Hrc
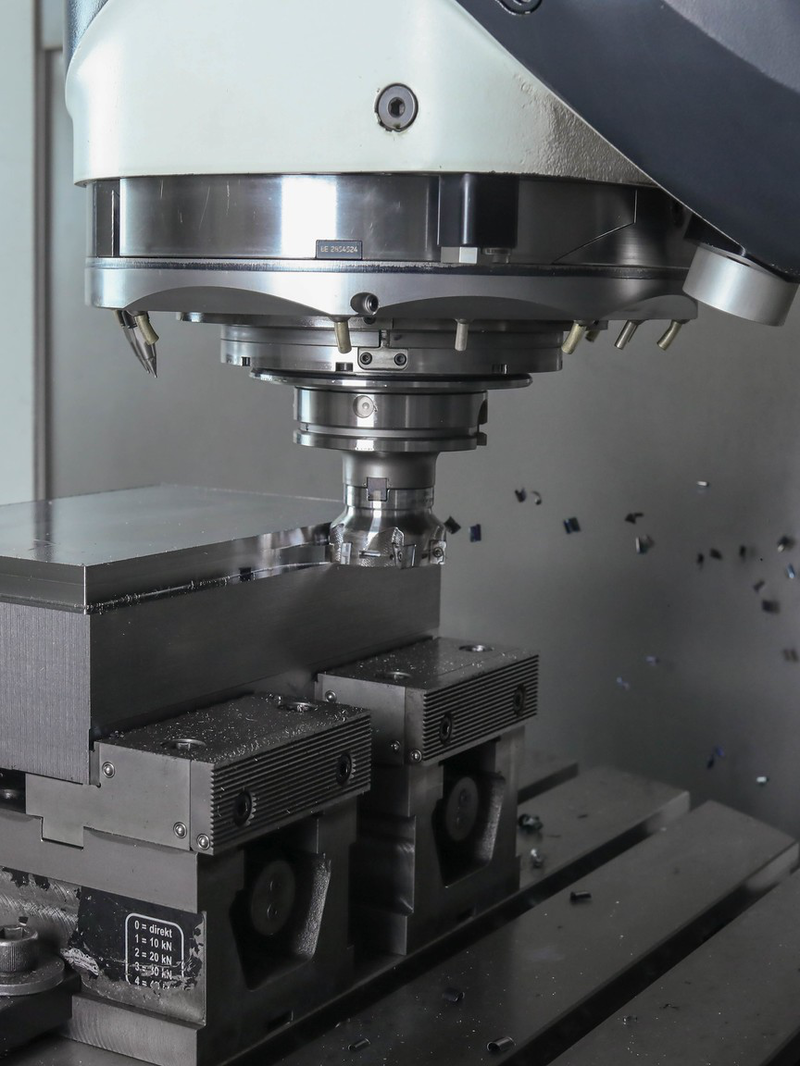
操作:OD 车削
切割速度: 220 m/min
进给:0.25 mm/rev
切削深度: 0.15 mm
零件/刃: 220 pcs
钎焊替代品

刀杆:
编号 C5-DCLNL-35060-12-M
刀片:
CNGA120408S-01525-L1-B
切削刃数量: 2

刀杆:
C5-CTJNL-35060-11
刀片:
TNGN110308S-01525
切削刃数量: 6
整体刀片
有关更多信息,请联系您当地的山高代表或我们的 PCBN 团队。