使用立铣刀加工时的11种刀具磨损模式
识别并防止硬质合金立铣刀的磨损问题。以下是一些故障排除技巧,可帮助您延长刀具的使用寿命。
每种磨损模式都讲述了您的加工过程。有些是预料之中的, 如后刀面磨损, 而灾难性断裂是你不想忽视的警告。在这里,我们将细分最常见的磨损类型,导致磨损的原因以及如何进行故障排除或预防。因为您了解的越多,刀具的使用寿命就越长。
一致的后刀面磨损
刀面磨损具有可预测性和可靠性,是您希望在刀具上看到的理想磨损模式。这样说,不应该过快发生,因为这被认为是一个问题。
后刀面磨损类似于沿刀具切削刃的相对均匀的磨损。有时候, 工件中的金属会使其看起来比实际更大, 但您可以预料到所有材料都会出现这种磨损, 如果您的刀具不会因其他类型的磨损而失效, 这将是结束其使用寿命的方法。
您可以采取的措施:
- 提高冷却液浓度
- 检查并平衡进给速率与后角的类型
- 检查切削速度和进给量的平衡是否正确
- 确认刀具是该材料的最佳选择
前刀面磨损
虽然在铣削操作中并不常见,但月牙洼磨损是热损伤、材料分解和磨蚀性磨损的组合。而如果您想要一个技术的解释 – 切屑产生的热量将在基体内的碳化钨颗粒分解,碳元素渗透到切屑内(扩散),在刀片前刀面形成“月牙洼”磨损。
您可以采取的措施:
- 提高冷却液浓度
- 平衡进给量与前角的类型
- 检查切削速度和进给量的平衡是否正确
- 验证刀具是否适合该材料
有一种更具体的月牙洼磨损类型称为点蚀。这种磨损模式是由于切削刃上的局部区域受到侵蚀而导致的。这是由化学反应和形成的切屑产生的大量热量和磨损的组合造成的。
您可以采取的措施:
- 验证您的刀具选择
- 使用足够量的冷却液
- 降低切削速度
- 降低进给量
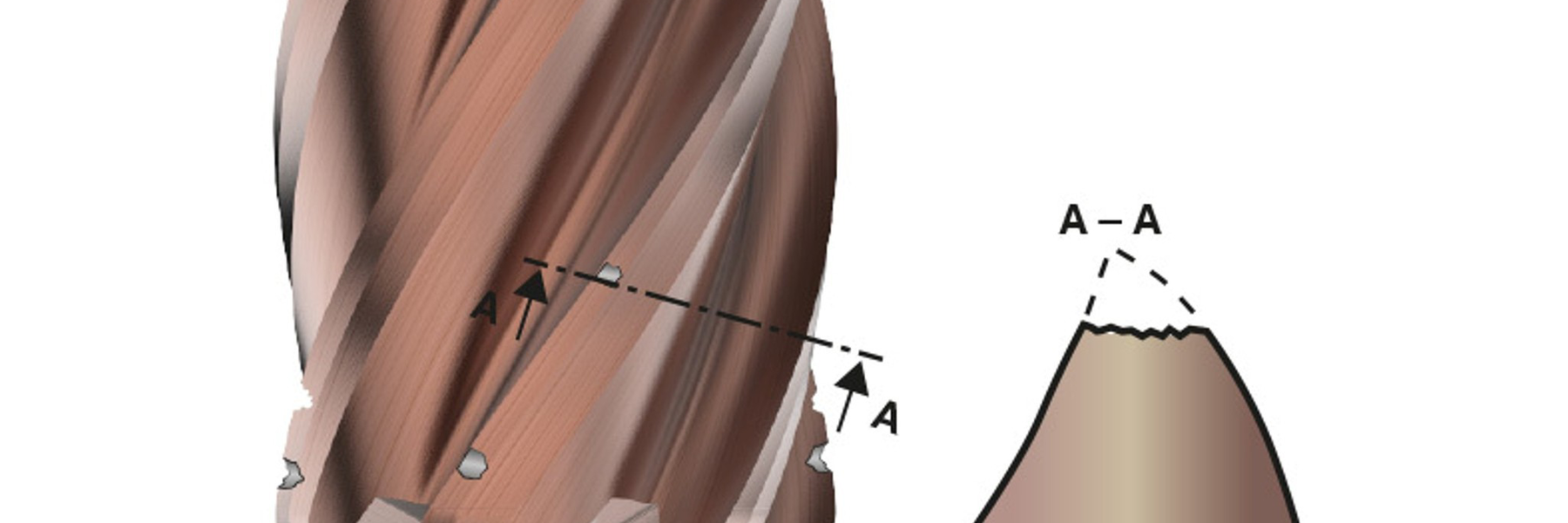
微崩
微崩基本上是切削刃的一种断裂形式。它通常与稳定性问题和振动有关。
您可以采取的措施:
- 使刀具长度尽可能地短
- 确保您的设置是刚性的
- 检查刀具是否平衡且跳动量是否在规格范围内
- 确认切削参数正确
- 确保刀具适合该材料
- 确保已正确排空切屑
有一种特定类型的微崩称为点崩。主要与稳定性问题有关,但在发生颤振时也会出现,例如,铣削策略不合适。
除了完成上述所有故障排除步骤外,您还可以:
- 检查切削参数,因为低切削速度会导致颤振
- 加工拐角时,请使用摆线铣削方法
积屑瘤
当工件材料粘在铣刀的前刀面上时,形成积屑瘤。通常,材料沉积在刀具表面上的原因可能是压力、摩擦和/或切削工况不合适。
您可以采取的措施:
- 提高切削速度
- 增加冷却液浓度和容量
- 使用适合该材料的刀具 – 排屑槽设计、螺旋角、涂层和表面状况都非常重要
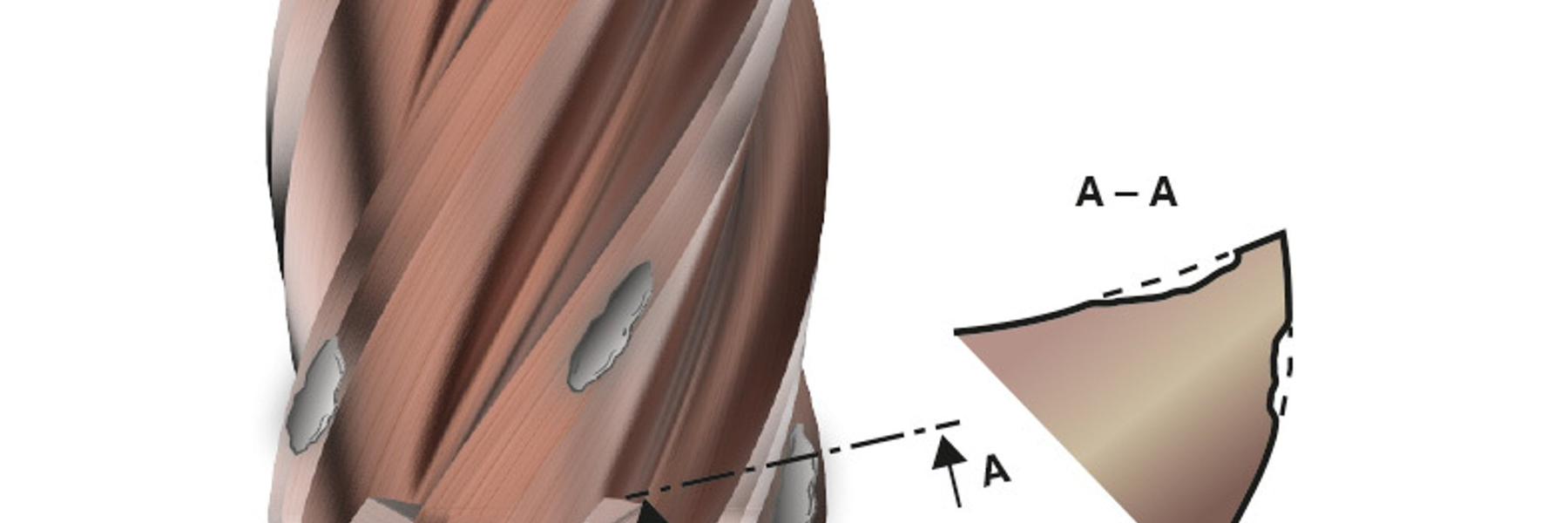
沟槽磨损
当硬质合金在切削刃上的特定区域侵蚀时,会发生沟槽磨损。在大多数情况下,这是由于工件与刀具摩擦造成的。
您可以采取的措施:
- 验证立铣刀的几何形状
- 如有可能请改变切削深度
- 降低切削速度
排屑磨损
切勿与沟槽磨损混淆,因为两者看起来非常相似,无效的排屑也会导致铣刀沿切削刃损坏。
您可以采取的措施:
- 减小切削深度,以便在双芯刀具上正确去除切屑
- 验证刀具是否与该材料相匹配
- 确认刀具是该材料的最佳选择
- 增加螺旋角
- 降低进给量或切削深度
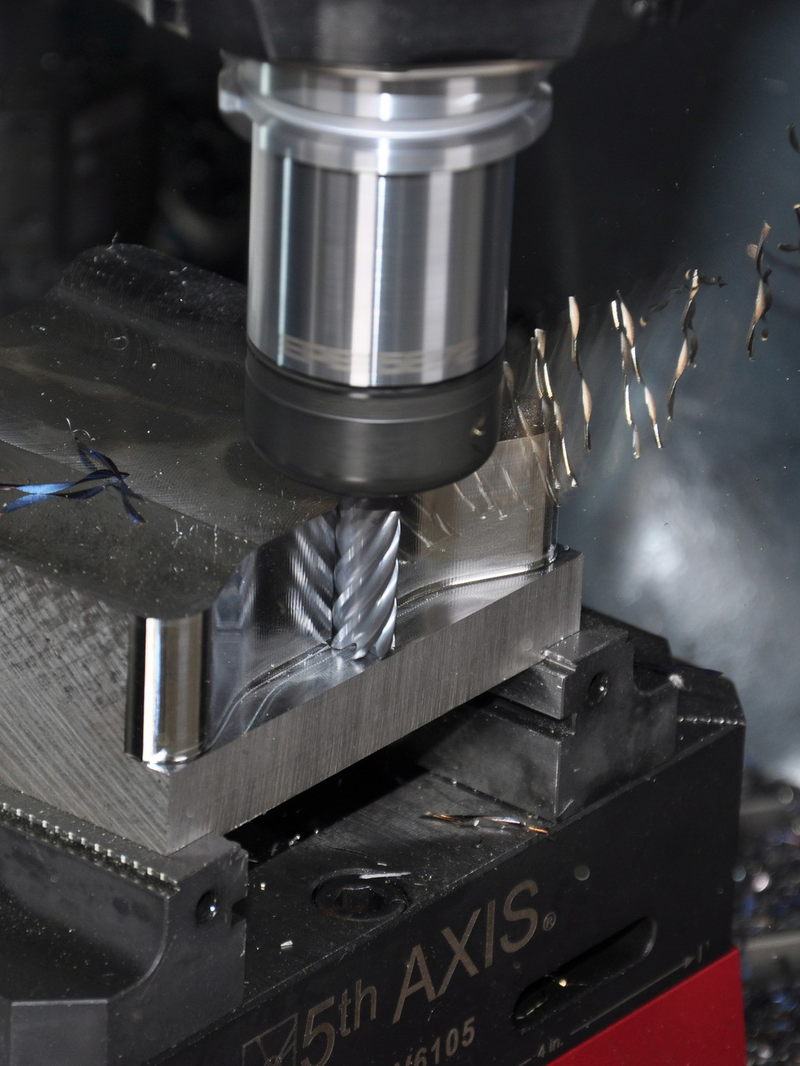
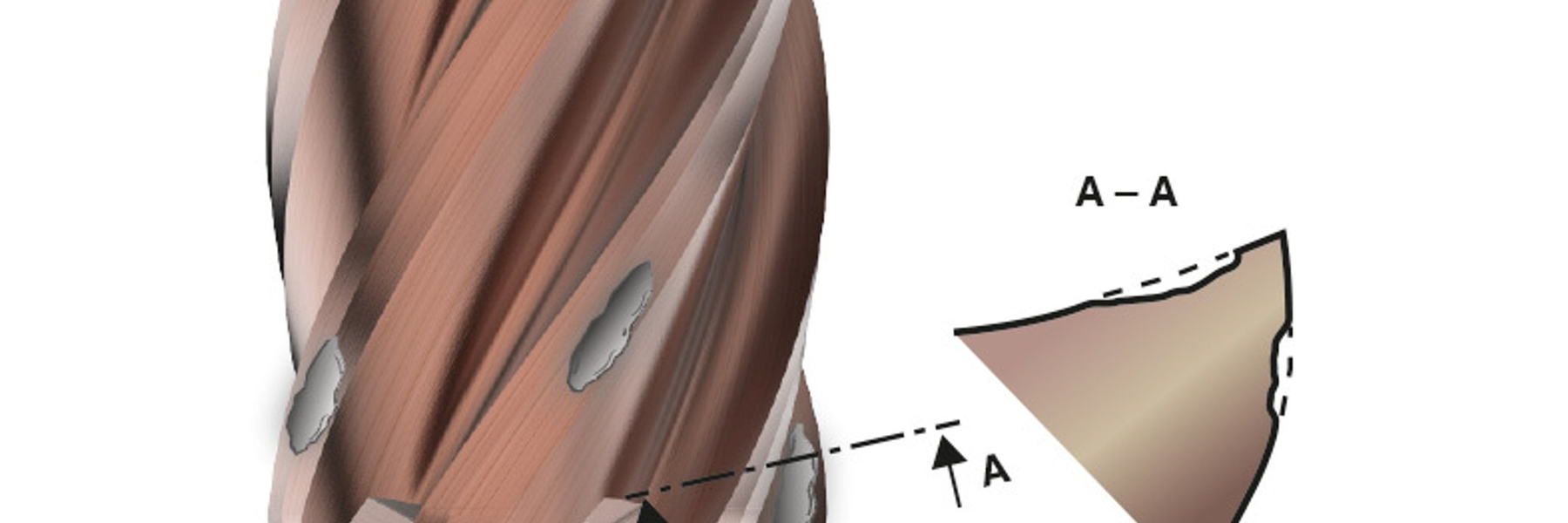
阶梯面磨损
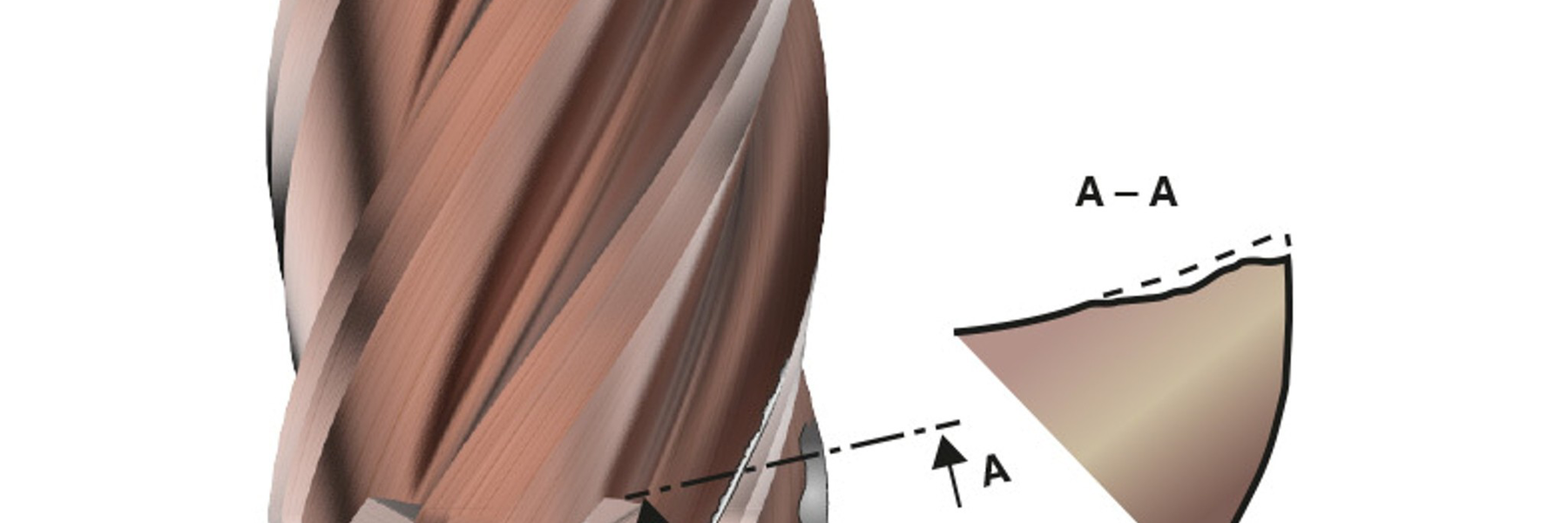
阶梯面磨损发生在切削刀具的前刀面上,即沿切削刃与后刀面相交的位置。这种磨损是由于切削区中积聚的高摩擦力和热量而产生的, 尤其是刀具与工件保持持续接触时。随着时间的推移, 这会导致加速侵蚀或磨损, 从而在刀具表面形成明显的凹槽或沟槽。
您可以采取的措施:
- 提高冷却液流量
- 降低进给量/速度
- 使用适当的刀具槽型
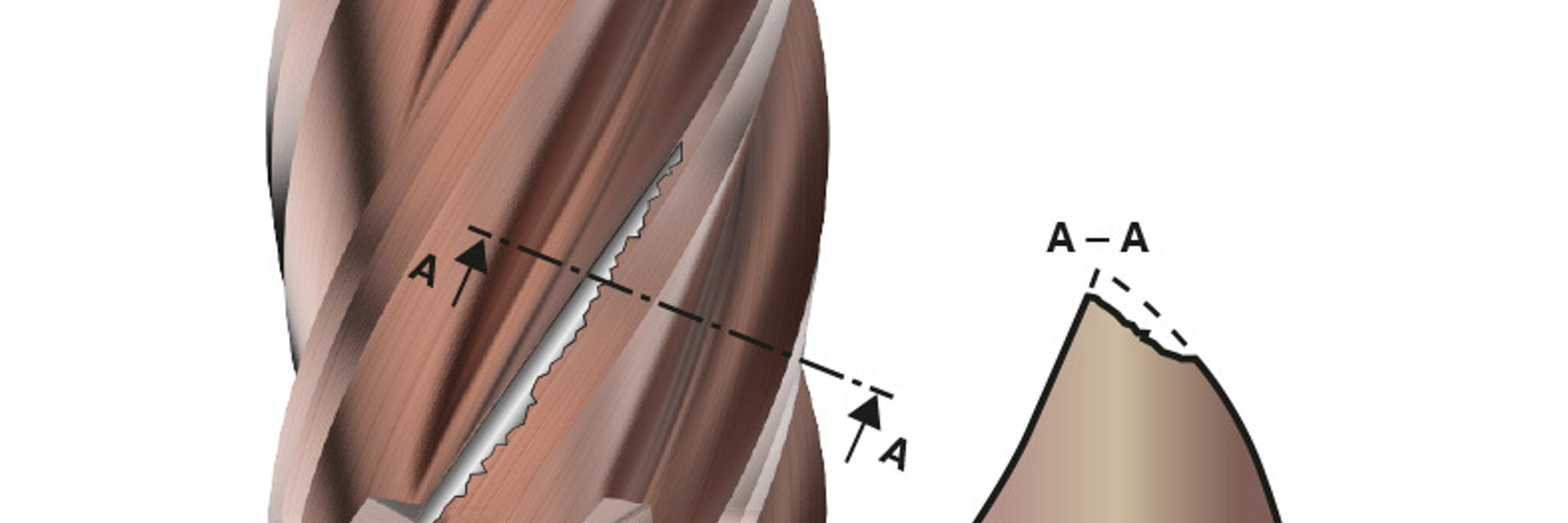
剥落
剥落是指切削刀具表面的小碎片 (薄片) 损失。它在涂层刀具上更为明显,其中热应力和机械应力会导致涂层内的裂纹,从而导致分层。常见原因包括工件材料粘滞或切削参数不正确。
您可以采取的措施:
- 优化切削参数
- 保持稳定的加工工况
- 提高冷却液/润滑
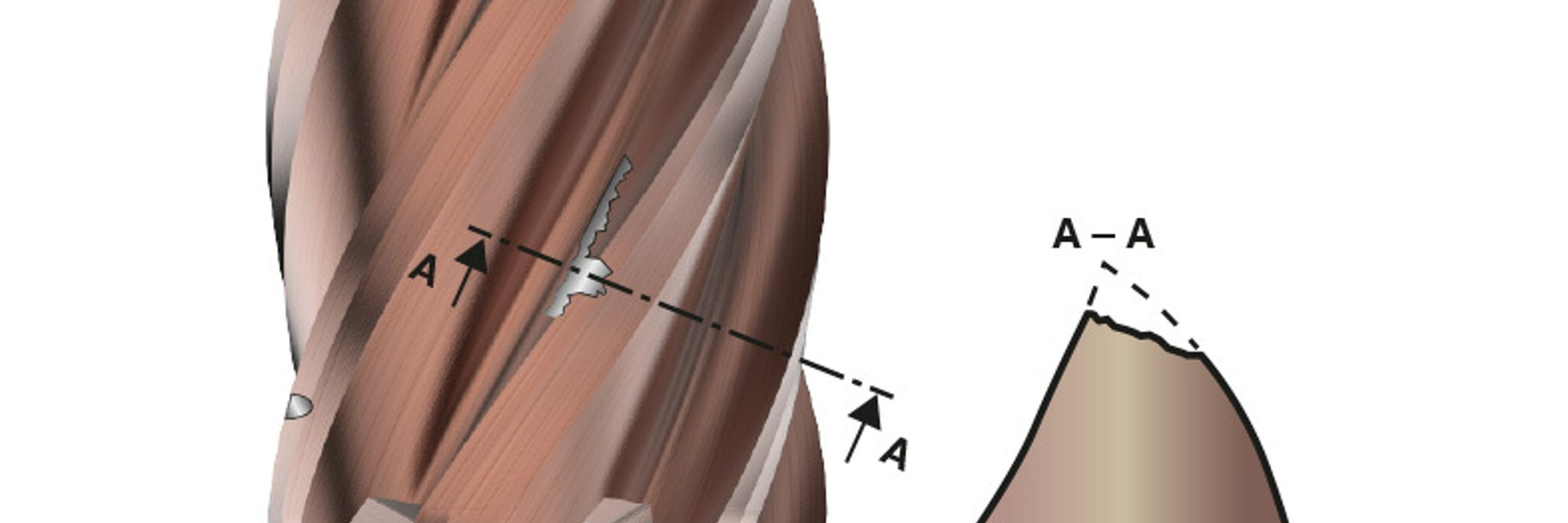
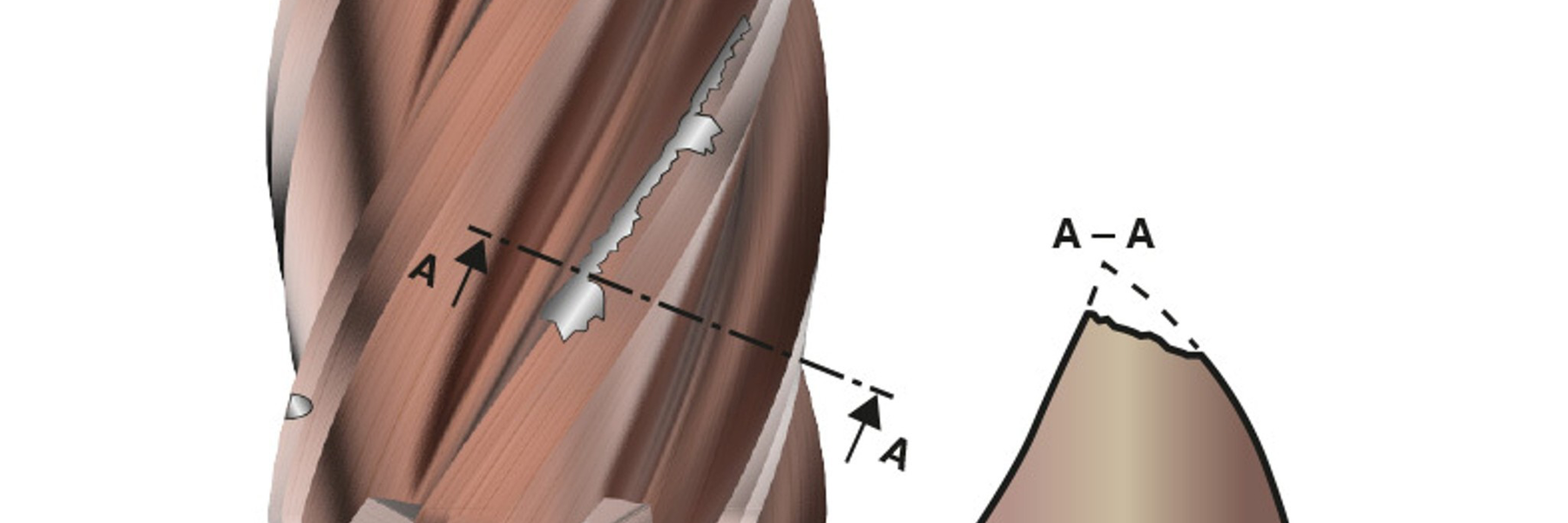
梳状裂纹

梳状裂纹磨损是指在刀具的切削刃或前刀面上出现的一系列类似于梳齿的裂纹状线条。这些裂缝通常沿着切削刃形成,是由断续切削操作中的热量引起的,这在铣削中很常见。
您可以采取的措施:
- 优化切削参数以减少热量生成
- 使用具有更好热阻的涂层刀具
- 提高冷却液/润滑
- 避免高切削速度或进给量
- 使用更合适的基体
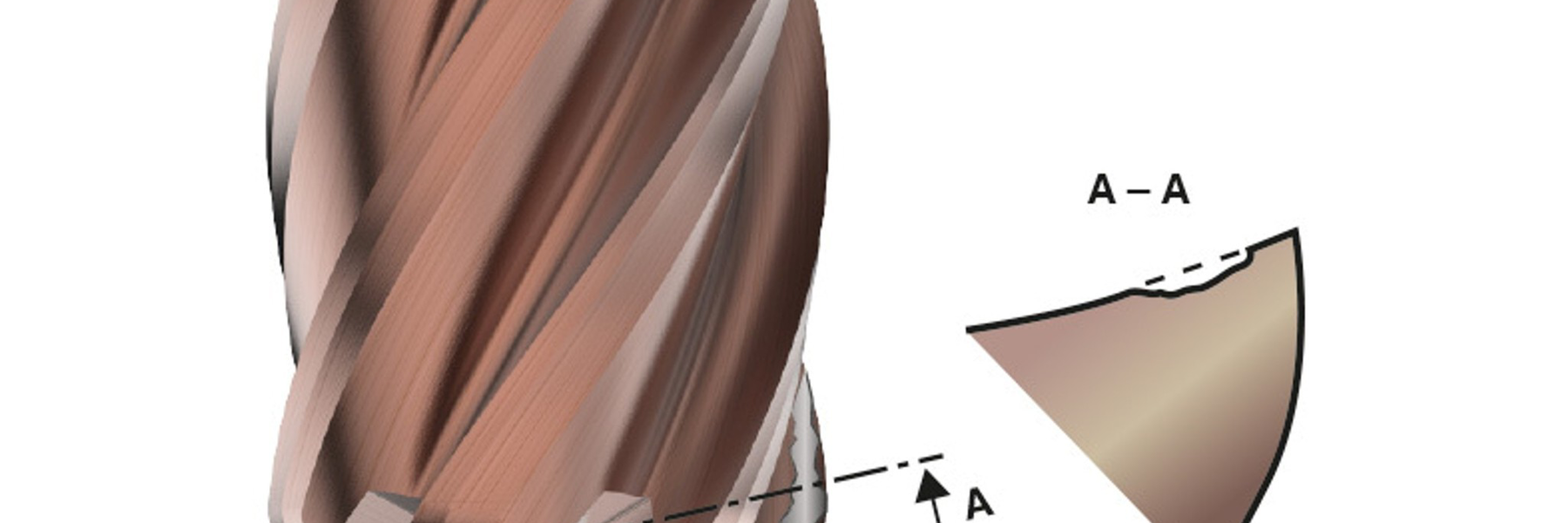
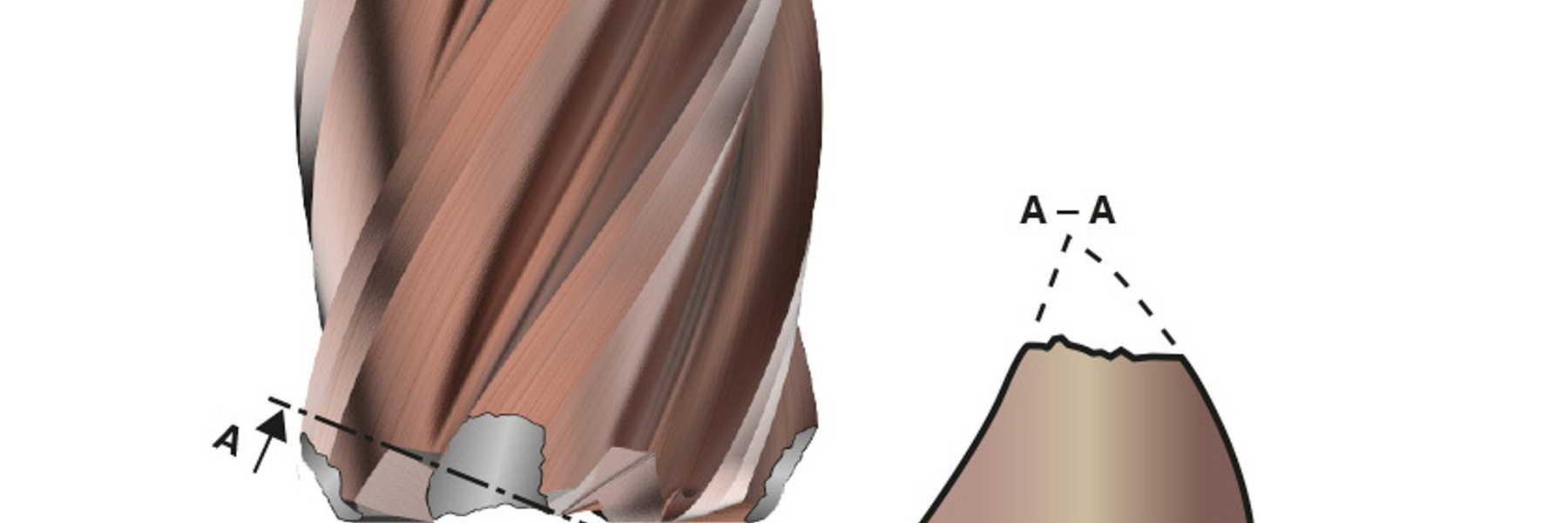
非均匀微崩
沿切削刃的任意点会出现不均匀的微崩,通常从机械或热应力引起的微小裂纹开始。它通常由断续切削或振动、设置不稳定、工件上的硬点或切屑重新切削等因素触发。这些问题会产生应力点,逐渐磨损刀具,导致损坏不均匀。
您可以采取的措施:
- 改进夹持以减少振动
- 优化切削参数
- 提高冷却液/润滑
- 定期检查刀具是否有早期裂纹
- 检查工件材料的硬度变化
灾难性断裂
灾难性断裂,顾名思义,是灾难性的。刀具完全断裂可能由多种原因造成。刀具上的机械过载、过度振动、排屑问题或之前的磨损模式被忽略。
如果发生在高速操作时,这种类型的故障不仅会损坏刀具,还会影响工件、机床或甚至会对操作员造成安全风险。
您可以采取的措施:
- 改进设置以减少颤振和振动
- 检查刀具的跳动
- 保持短的长度
- 确保使用正确的刀柄
- 调整切削参数以降低刀具上的负荷
- 确保切屑被正确排空
为您使用过的立铣刀提供第二次和第三次寿命
因此,您认为您的刀具寿命已经结束。但并非如此 – 让我们顺利过渡到翻新处理。 翻新处理意味着重磨、重新应用刃口制备或处理,并以保证原始性能的方式重新对铣刀涂层,这一工艺最多可做三次。
一旦您的刀具已经达到此阶段, 您可以联系我们获取更多信息:
Inline Content - Gridded Links
Tags: '3d465f18-c101-51c0-9e9f-098951ac6908'