엔드밀 작업에서 나타나는 11가지 공구 마모 유형
Identify and prevent wear issues on your carbide end mills. Here are some troubleshooting tips for making your tools last longer.각각의 마모 패턴은 현재 진행 중인 가공 공정의 정보를 담고 있습니다. 여유면 마모처럼 정상적인 마모도 있지만, 치명적인 파손은 절대 무시해서는 안 될 경고 신호입니다. 가장 흔한 마모 유형과 그 원인, 그리고 해결 및 예방 방법에 대해 자세히 알아보겠습니다. 많이 알수록 공구를 더 오래 사용할 수 있습니다.
균일한 여유면(측면) 마모
여유면 마모는 진행 상태를 예측할 수 있고 관리가 가능하기 때문에, 공구 마모 중 가장 이상적인 형태입니다. 그렇다고 해도, 마모 진행이 너무 빠르다면 그것은 문제입니다.
여유면 마모는 절삭날을 따라 비교적 균일하게 닳는 현상입니다. 간혹 가공물 소재가 붙어 실제보다 마모가 커 보이기도 하지만, 모든 소재에서 이런 종류의 마모는 정상적으로 발생합니다. 다른 유형의 파손이 없다면, 결국 이 마모가 공구의 수명을 다하게 만듭니다.
조치 방법:
- 절삭유 농도를 높이세요.
- 여유면의 종류에 맞춰 이송 속도를 확인하고 조정하세요.
- 절삭 속도와 이송의 균형이 맞는지 확인하세요.
- 현재 공구가 가공 소재에 최적인지 확인하세요.
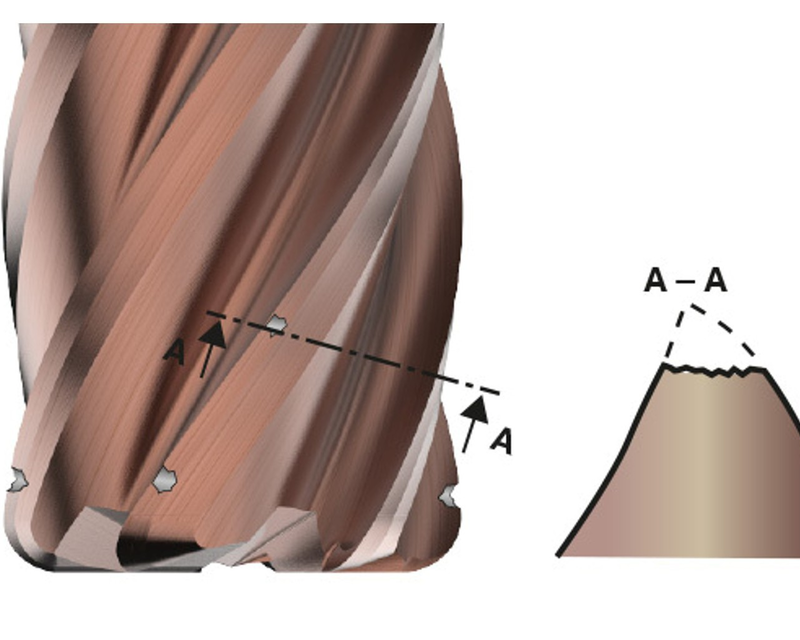
크레이터 마모 (경사면 마모)
밀링 가공에서는 흔하지 않지만, 크레이터 마모는 열 손상, 소재 분해, 마찰 마모가 복합적으로 작용한 결과입니다. 더 기술적으로 설명하자면, 칩에서 발생하는 열이 모재의 텅스텐 카바이드 입자를 분해하고, 탄소가 칩으로 용출(확산)되면서 공구 경사면에 크레이터(분화구)를 형성하는 것입니다.
조치 방법:
- 절삭유 농도를 높이세요.
- 경사면의 종류에 맞춰 이송 속도를 조정하세요.
- 절삭 속도와 이송의 균형이 맞는지 확인하세요.
- 현재 공구가 가공 소재에 최적인지 확인하세요.
크레이터 마모 중에서도 '포인트 크레이터링'이라는 더 특수한 유형이 있습니다. 이 마모는 절삭날의 특정 부위가 국부적으로 침식되어 발생합니다. 화학 반응과 함께, 생성된 칩으로 인한 많은 열과 마찰이 복합적으로 작용하여 발생합니다.
조치 방법:
- 사용한 공구가 적절한지 다시 확인하세요.
- 적절한 양의 절삭유를 사용하세요.
- 절삭 속도를 줄이세요.
- 이송을 줄이세요.
치핑 (미세 파손)
치핑은 기본적으로 절삭날이 미세하게 부서져 나가는 현상입니다. 일반적으로 가공 안정성 문제나 진동과 관련이 있습니다.
조치 방법:
- 공구 길이를 최대한 짧게 유지하세요.
- 셋업을 최대한 견고하게 하세요.
- 툴링의 밸런스가 맞고 런아웃이 규정치 이내인지 확인하세요.
- 절삭 조건이 올바른지 확인하세요.
- 공구가 가공 소재에 적합한지 확인하세요.
- 칩이 제대로 배출되고 있는지 확인하세요.
치핑 중에서도 '포인트 치핑'이라는 특정 유형이 있습니다. 주로 안정성 문제와 관련이 있지만, 부적절한 밀링 전략 등으로 채터(떨림)가 발생할 때 나타나기도 합니다.
위의 모든 문제 해결 단계를 수행하는 것 외에도 다음을 시도할 수 있습니다.
- 절삭 속도가 너무 낮으면 채터가 발생할 수 있으니 절삭 조건을 확인하세요.
- 코너 가공 시에는 트로코이달 밀링 방식을 사용하세요.
구성인선 (Built Up Edge)
구성인선(BUE)은 가공 소재가 엔드밀의 경사면에 용착되어 달라붙는 현상입니다. 주로 압력, 마찰, 그리고 부적절한 절삭 조건 등이 원인이 되어 발생합니다.
조치 방법:
- 절삭 속도를 높이세요.
- 절삭유의 농도와 양을 늘리세요.
- 소재에 맞는 공구를 사용하세요 – 플루트 디자인, 헬릭스 각도, 코팅, 표면 상태가 중요합니다.
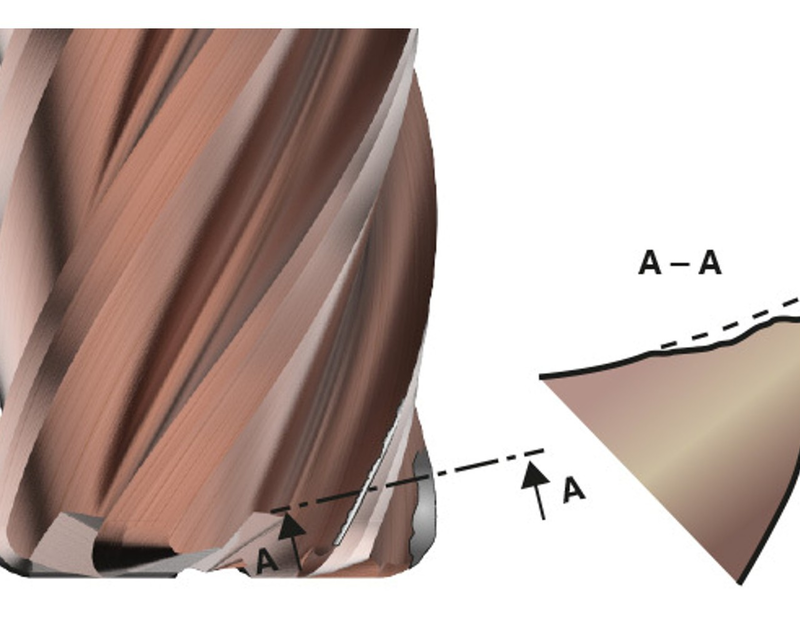
노치 마모 (경계면 마모)
노치 마모는 절삭날의 특정 부위에서 초경이 침식될 때 발생합니다. 대부분의 경우 가공물이 공구에 마찰될 때 발생합니다.
조치 방법:
- 엔드밀의 형상이 적절한지 확인하세요.
- 가능하다면 절삭 깊이를 다양하게 변경해 보세요.
- 절삭 속도를 줄이세요.
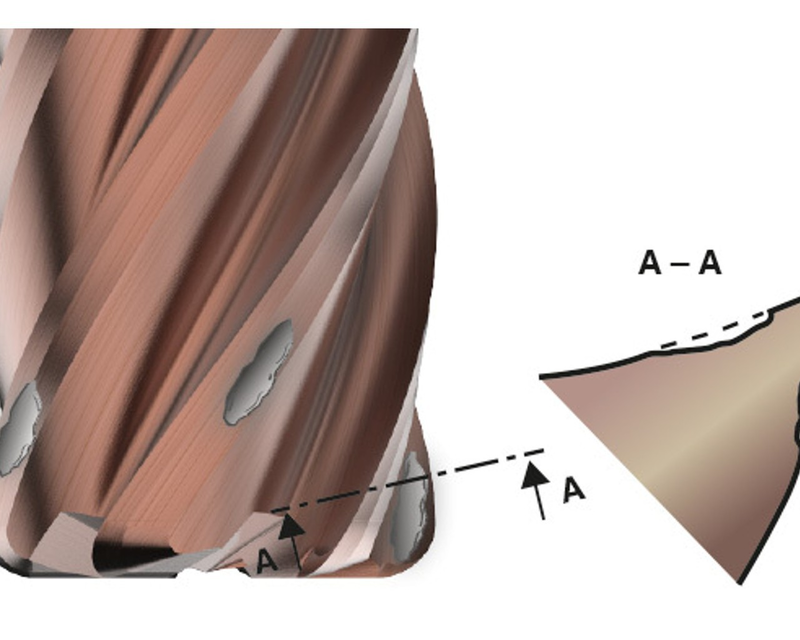
칩 배출 불량으로 인한 마모
노치 마모와 매우 유사해 보일 수 있지만, 비효율적인 칩 배출 또한 절삭날을 따라 엔드밀을 손상시키는 원인이 됩니다.
조치 방법:
- 듀얼 코어 공구의 경우, 원활한 칩 배출을 위해 절삭 깊이를 줄이세요.
- 소재에 맞는 공구인지 확인하세요.
- 현재 공구가 가공 소재에 최적인지 확인하세요.
- 헬릭스 각도를 높이세요.
- 이송 속도나 절삭 깊이를 줄이세요.
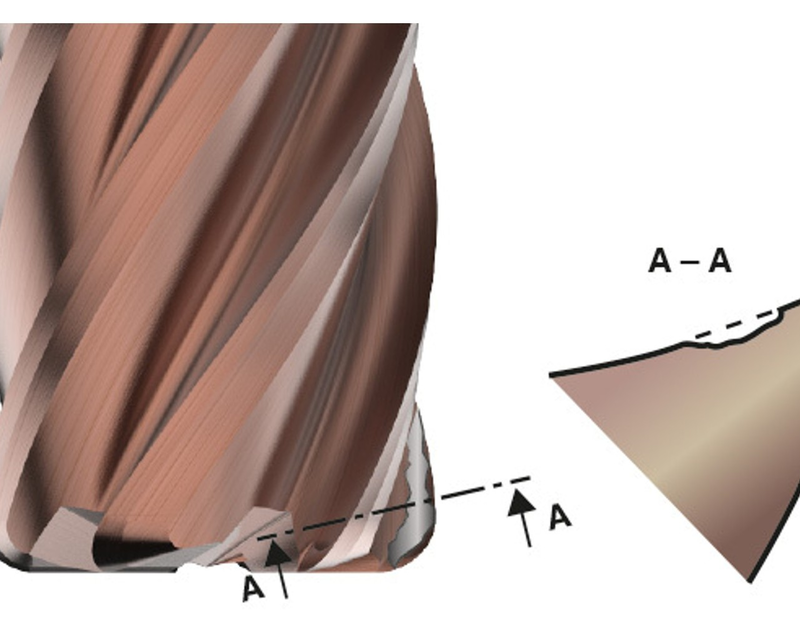
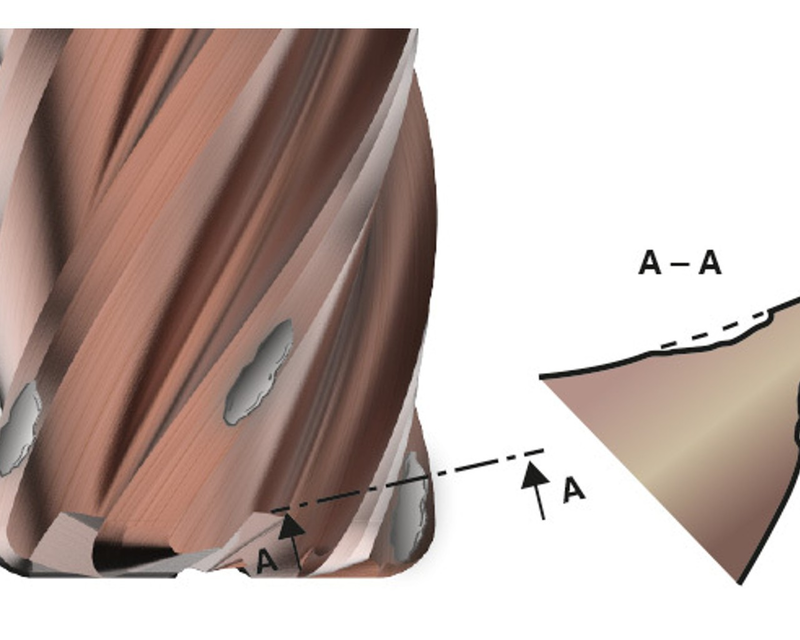
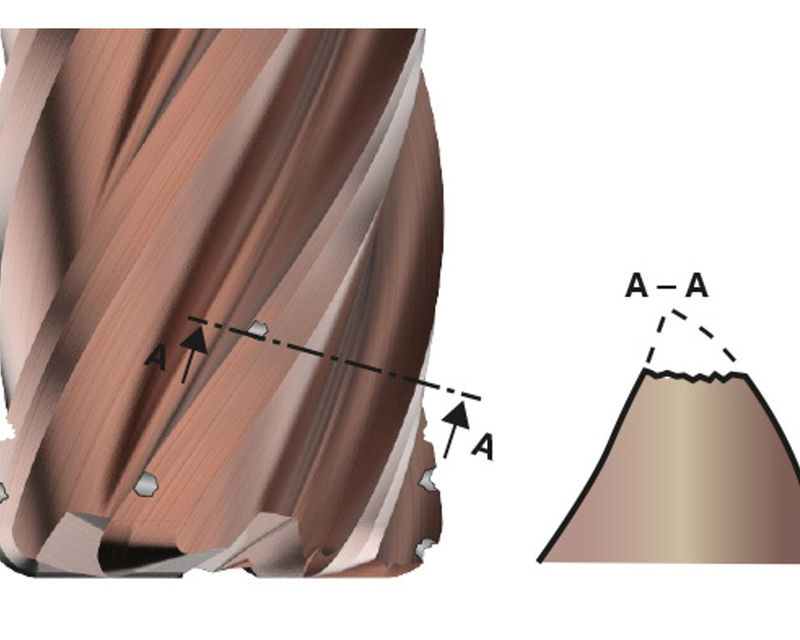
계단형 마모
계단형 마모는 절삭 공구의 경사면, 즉 절삭날을 따라 여유면과 만나는 바로 그 지점에서 발생합니다. 이러한 종류의 마모는 절삭 영역에 쌓이는 높은 마찰과 열 때문에 나타나며, 특히 공구가 가공물과 지속적으로 접촉할 때 두드러집니다. 시간이 지남에 따라 이 지점에서 침식이나 마모가 가속화되어 공구 면에 눈에 띄는 홈이나 노치를 형성합니다.
조치 방법:
- 절삭유 공급을 늘리세요.
- 이송/속도를 줄이세요.
- 적절한 공구 형상을 사용하세요.
플레이킹 (박리)
플레이킹은 절삭 공구 표면에서 작은 조각(플레이크)이 떨어져 나가는 현상입니다. 코팅된 공구에서 더 두드러지게 나타나는데, 열적 및 기계적 응력이 코팅에 균열을 일으켜 박리로 이어집니다. 일반적인 원인으로는 점성이 높은 가공 소재나 잘못된 절삭 조건 등이 있습니다.
조치 방법:
- 절삭 조건을 최적화하세요.
- 안정적인 가공 조건을 유지하세요.
- 절삭유/윤활을 늘리세요.
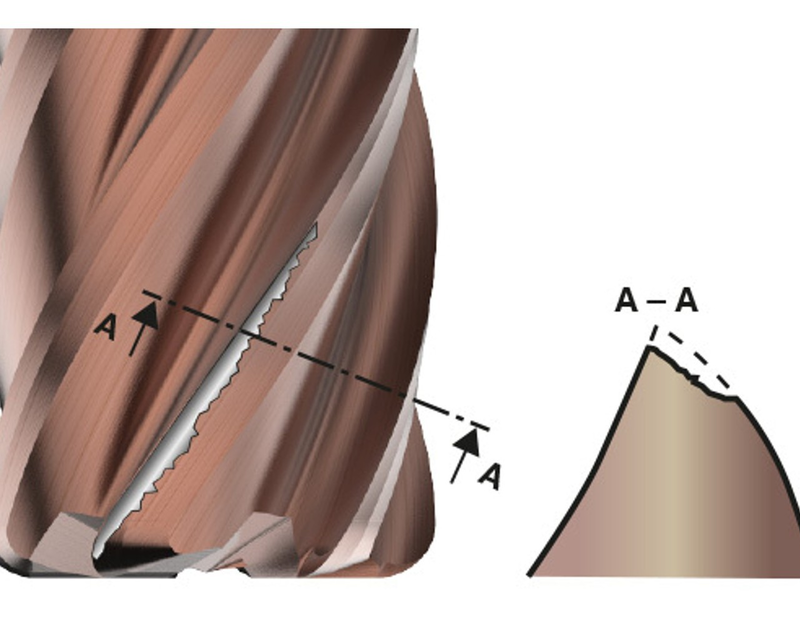
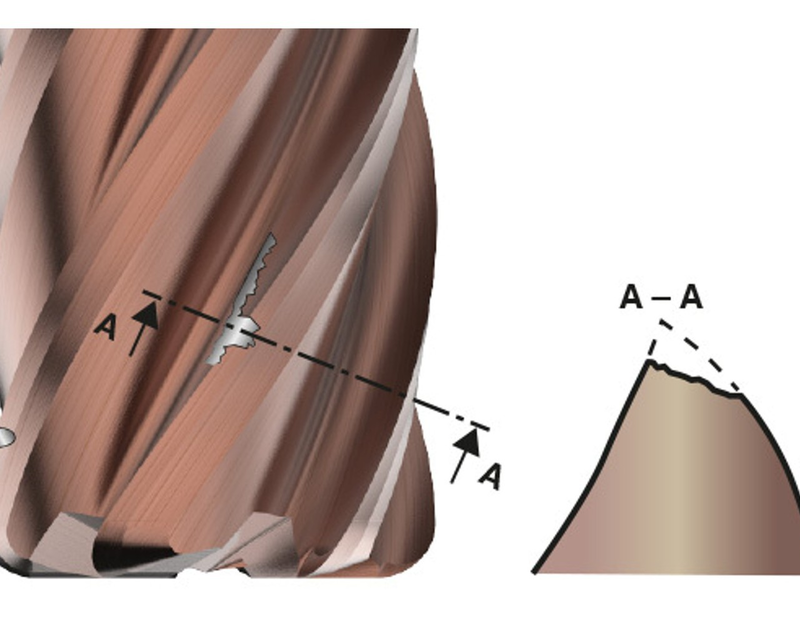
빗살 균열

빗살 균열 마모는 공구의 절삭날이나 경사면에 빗살 모양을 닮은 일련의 균열선으로 나타나는 손상입니다. 이러한 균열은 일반적으로 절삭날을 따라 형성되며, 밀링에서 흔한 단속 절삭 작업 중 발생하는 열에 의해 발생합니다.
조치 방법:
- 열 발생을 줄이도록 절삭 조건을 최적화하세요.
- 내열성이 더 좋은 코팅 공구를 사용하세요.
- 절삭유/윤활을 늘리세요.
- 높은 절삭 속도나 이송을 피하세요.
- 더 적합한 모재를 사용하세요.
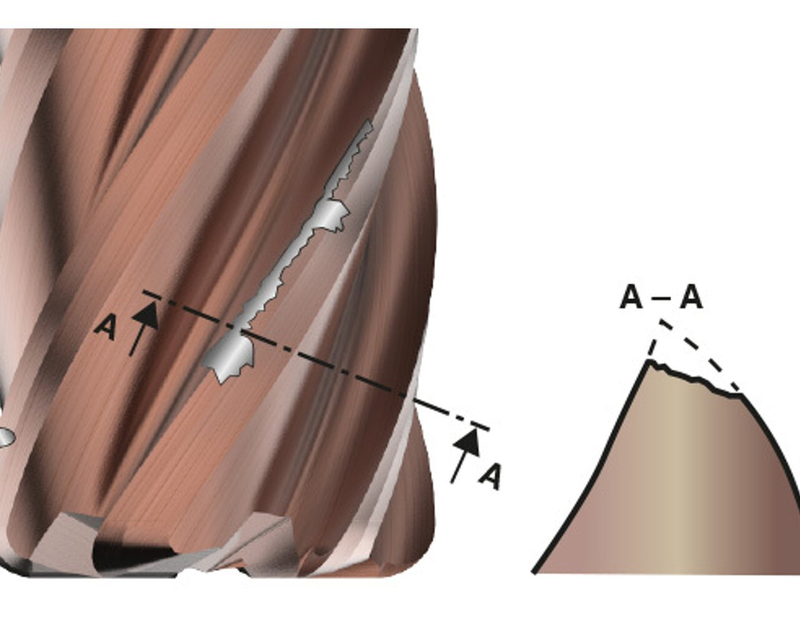
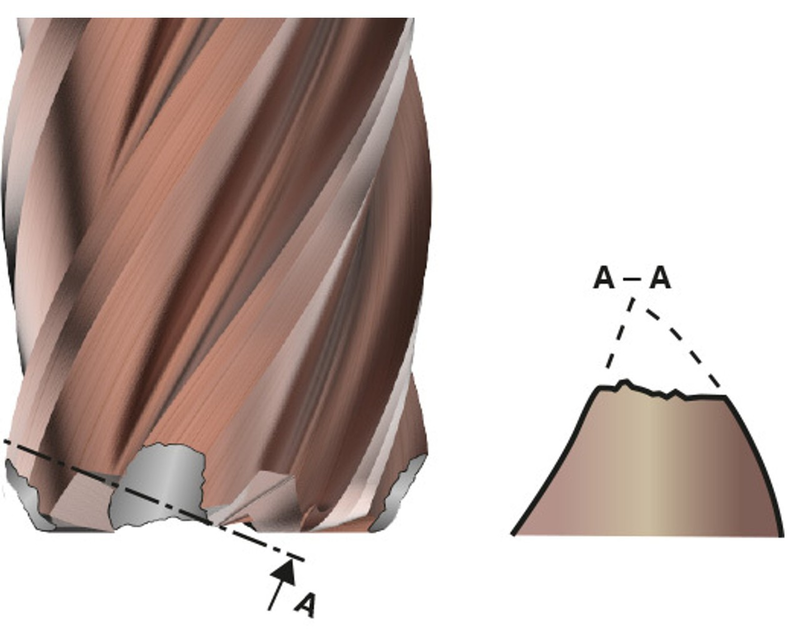
불균일한 치핑
불균일한 치핑은 절삭날을 따라 무작위 지점에서 발생하며, 종종 기계적 또는 열적 응력으로 인한 미세한 균열에서 시작됩니다. 일반적으로 단속 절삭이나 진동, 불안정한 셋업, 가공물의 단단한 부분, 또는 칩의 재절삭과 같은 요인에 의해 유발됩니다. 이러한 문제들은 응력 지점을 만들어 공구를 점차적으로 마모시키고, 불균일한 손상을 초래합니다.
조치 방법:
- 진동을 줄이기 위해 고정 장치(지그)를 개선하세요.
- 절삭 조건을 최적화하세요.
- 절삭유/윤활을 늘리세요.
- 초기 균열을 발견하기 위해 공구를 정기적으로 검사하세요.
- 가공 소재의 경도 변화가 있는지 확인하세요.
치명적 파손
치명적 파손은 이름 그대로 치명적인 결과를 낳습니다. 공구의 완전한 파손은 다양한 원인으로 발생할 수 있습니다. 주로 공구에 가해지는 기계적 과부하, 과도한 진동, 칩 배출 문제 또는 이전 마모 패턴을 무시한 결과입니다.이러한 유형의 파손은 공구뿐만 아니라 가공물, 기계에 손상을 입히고, 고속 작업 중 발생 시 작업자의 안전을 위협할 수도 있습니다.
조치 방법:
- 채터와 진동을 줄이기 위해 셋업을 개선하세요.
- 공구의 런아웃을 확인하세요.
- 공구 길이를 짧게 유지하세요.
- 올바른 툴 홀더를 사용하고 있는지 확인하세요.
- 공구에 가해지는 부하를 줄이도록 절삭 조건을 조정하세요.
- Make sure chips are evacuated correctly
사용한 엔드밀에 두 번째, 세 번째 생명을 불어넣으세요.
이제 공구의 수명이 다했다고 생각하십니까? 하지만 아직 아닙니다. 이제 재연마(재연삭, 리컨디셔닝)으로 자연스럽게 넘어가 보겠습니다. 재연삭이란 엔드밀을 다시 갈고, 날끝을 처리하며, 재코팅하여 원래의 성능을 보장하는 과정으로, 최대 3번까지 가능합니다.
공구가 이 단계에 도달하면, 저희에게 연락하여 더 많은 정보를 얻을 수 있습니다:
Inline Content - Gridded Links
Tags: '3d465f18-c101-51c0-9e9f-098951ac6908'