11 Verschleißmuster bei der Bearbeitung mit Schaftfräsern
Verschleißprobleme an Hartmetallfräsern erkennen und vermeiden. Nachfolgend finden Sie einige Hinweise zur Fehlerbehebung, um die Standzeit Ihrer Werkzeuge zu erhöhen.Jedes Verschleißmuster liefert wertvolle Informationen über den Bearbeitungsprozess. Einige sind erwartbar, wie der Freiflächenverschleiß, während Werkzeugbrüche Warnsignale sind, die nicht ignoriert werden sollten. Im Folgenden werden die häufigsten Verschleißarten, ihre Ursachen sowie Maßnahmen zur Fehlerbehebung und Vermeidung erläutert. Denn je mehr Wissen vorhanden ist, desto höher ist Standzeit der Werkzeuge.
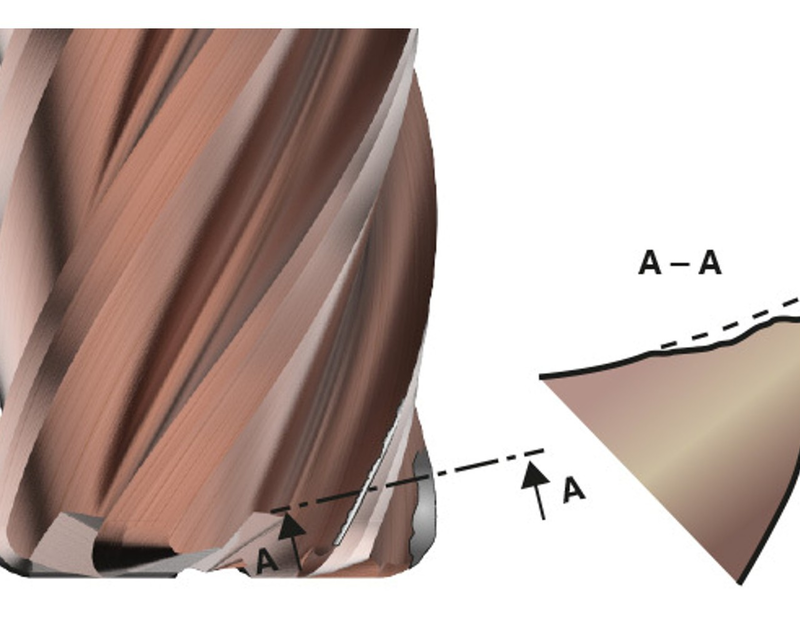
Gleichmäßiger Freiflächenverschleiß
Als vorhersehbares und kontrollierbares Verschleißbild gilt der Freiflächenverschleiß als die ideale Form, die an einem Werkzeug auftreten sollte. Entsteht er allerdings zu schnell wird er als Problem erachtet.
Freiflächenverschleiß ähnelt einem relativ gleichmäßigen Abrieb entlang der Schneidkante des Werkzeugs. Gelegentlich kann anhaftendes Material des Werkstücks den Verschleiß größer erscheinen lassen, als er tatsächlich ist. Dieses Verschleißbild kann bei allen Werkstoffen auftreten. Wenn das Werkzeug nicht zuvor durch eine andere Verschleißform ausfällt, erreicht es das Ender seiner Standzeit letztlich durch Freiflächenverschleiß.
Mögliche Maßnahmen:
- Kühlmitteldurchfluss erhöhen
- Vorschub in Relation zur Freiflächengeometrie prüfen und anpassen
- Ausgewogenheit von Schnittgeschwindigkeit und Vorschub kontrollieren
- Sicherstellen, dass das Werkzeug optimal für den Werkstoff geeignet ist
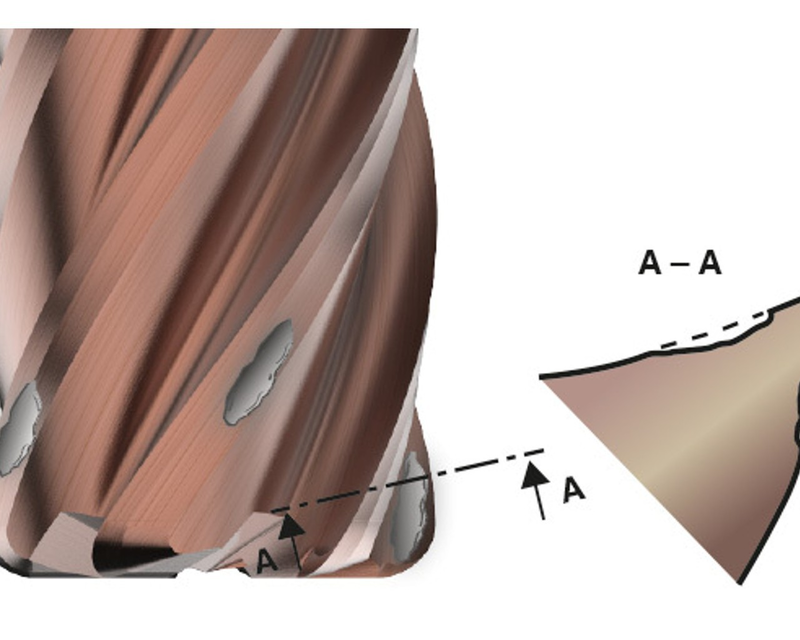
Kolkverschleiß
Obwohl beim Fräsen eher selten, entsteht Kolkverschleiß durch eine Kombination aus thermischer Schädigung, Materialabbau und abrasivem Verschleiß. Die Wärme der Werkstoffspäne zersetzt die Wolframkarbid-Körnung des Substrats, , während Kohlenstoff durch Diffusion in die Späne übergeht. Dadurch bildet sich eine „Vertiefungen“ in der Spanfläche des Werkzeugs.
Mögliche Maßnahmen:
- Kühlmittelkonzentration erhöhen
- Vorschub in Relation zur Spanflächengeometrie prüfen und anpassen
- Ausgewogenheit von Schnittgeschwindigkeit und Vorschub kontrollieren
- Sicherstellen, dass das Werkzeug optimal für den Werkstoff geeignet ist
Eine spezielle Form des Kolkverschleißes ist der Punktkolk. Dieses Verschleißbild entsteht durch die Erosion eines lokal begrenzten Bereichs an der Schneide. Ursache ist eine Kombination aus chemischen Reaktionen sowie hoher thermischer und abrasiver Belastung durch die entstehenden Späne.
Mögliche Maßnahmen:
- Werkzeugauswahl überprüfen
- Ausreichende Menge an Kühlschmiermittel nutzen
- Schnittgeschwindigkeit reduzieren
- Vorschub reduzieren
Schneidkantenausbruch
Schneidkantenausbrüche sind im Wesentlichen Brüche an der Schneidkante. Sie treten typischerweise in Verbindung mit Stabilitätsproblemen und Vibrationen auf.
Mögliche Maßnahmen:
- Werkzeuglänge so kurz wie möglich halten
- Stabile Aufspannung gewährleisten
- Prüfen, ob das Werkzeug korrekt ausgewuchtet ist und der Rundlauf innerhalb der Toleranz liegt
- Schnittparameter überprüfen
- Sicherstellen, dass das Werkzeug für den Werkstoff geeignet ist
- Effektive Spanabfuhr gewährleisten
Eine spezielle Form des Schneidkantenausbruch ist der punktförmige Ausbruch. Er tritt meist bei Stabilitätsproblemen auf, kann aber auch durch Vibrationen entstehen, beispielsweise wenn die Frässtrategie nicht optimal gewählt ist.
Zusätzliche Maßnahmen neben den oben genannten:
- Schnittparameter prüfen, zu niedrige Schnittgeschwindigkeiten begünstigen Vibrationen
- Beim Eckfräsen trochoidale Frässtrategie anwenden
Aufbauschneiden
Eine Aufbauschneide entsteht, wenn sich Werkstoffmaterial an der Spanfläche des Fräswerkzeugs anlagert. Diese Materialablagerungen auf der Werkzeugoberfläche werden häufig durch Druck, Reibung und/oder ungeeignete Schnittbedingungen verursacht.
Mögliche Maßnahmen:
- Schnittgeschwindigkeit erhöhen
- Kühlmittelkonzentration und -menge steigern
- Werkzeug passend zum Werkstoff wählen – Schneidengeometrie, Drallwinkel, Beschichtung und Oberflächenbeschaffenheit sind entscheidend
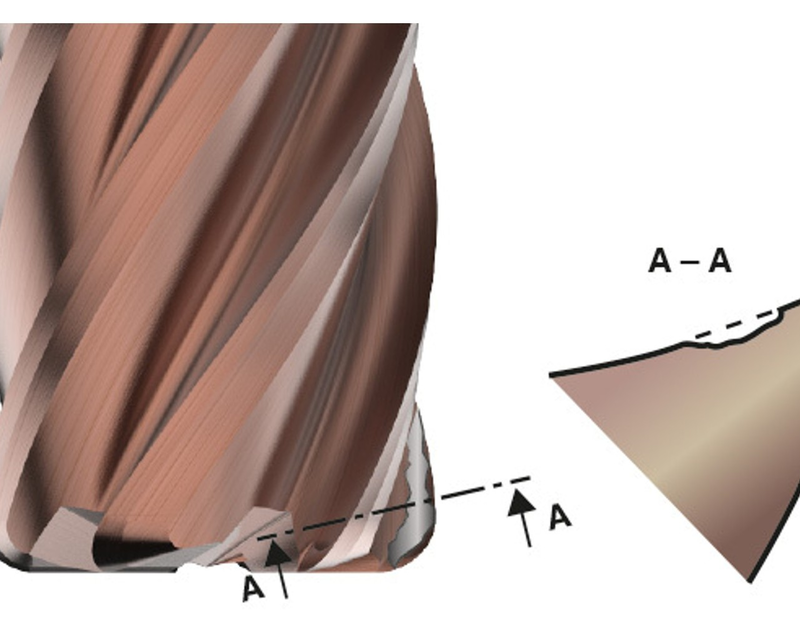
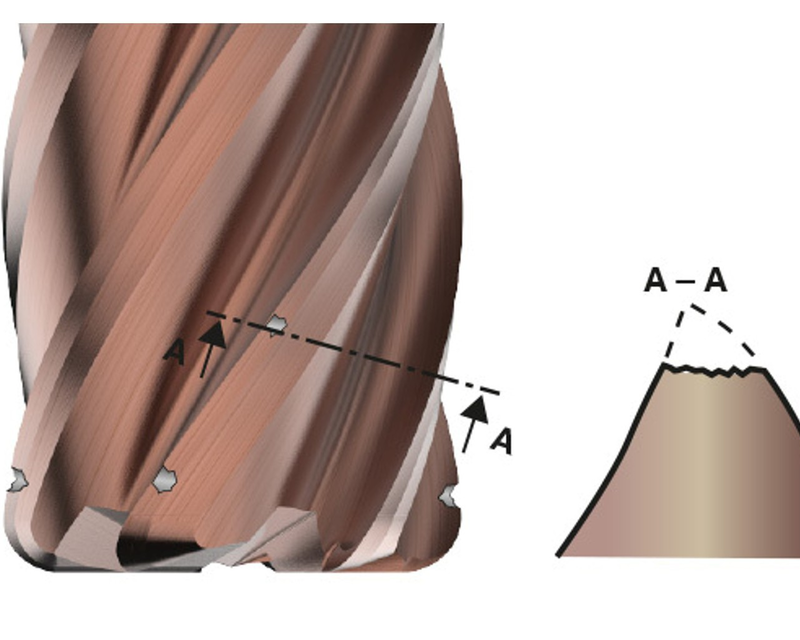
Kerbverschleiß
Kerbverschleiß entsteht, wenn das Hartmetall in einem lokal begrenzten Bereich an der Schneide erodiert. In den meisten Fällen wird dies durch die Reibung des Werkstücks an der Werkzeugschneide verursacht.
Mögliche Maßnahmen:
- Werkzeuggeometrie prüfen
- Schnitttiefe variieren, falls möglich
- Schnittgeschwindigkeit reduzieren
Spanabfuhrbedingter Werkzeugverschleiß
Nicht zu verwechseln mit Kerbverschleiß, auch wenn beide ähnlich aussehen können: Eine unzureichende Spanabfuhr kann ebenfalls zu Beschädigungen des Fräswerkzeugs entlang der Schneiden führen.
Mögliche Maßnahmen:
- Schnitttiefe reduzieren, um bei Werkzeugen mit verstärktem Kerndesign eine effektive Spanabfuhr zu ermöglichen
- Werkzeuggeometrie in Bezug auf den Werkstoff überprüfen
- Sicherstellen, dass das Werkzeug optimal für den Werkstoff geeignet ist
- Drallwinkel erhöhen
- Vorschub und Schnitttiefe reduzieren
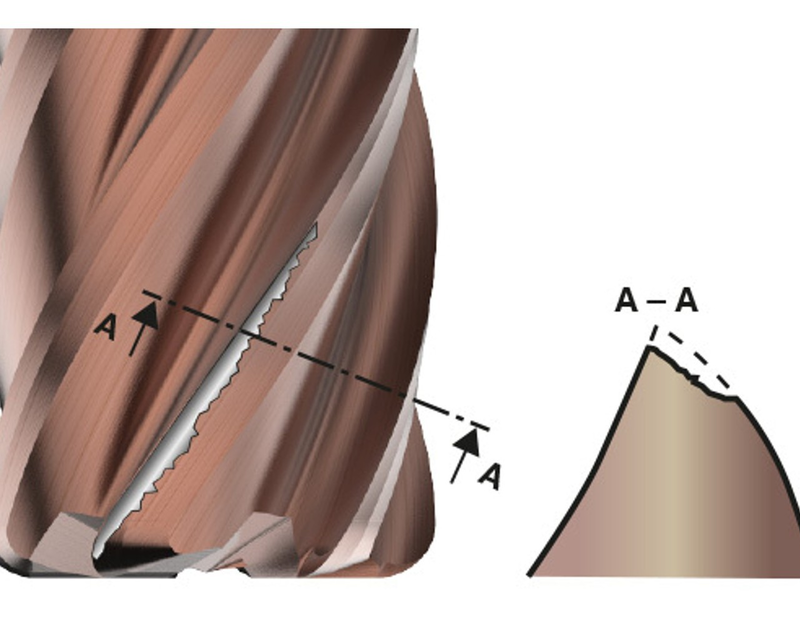
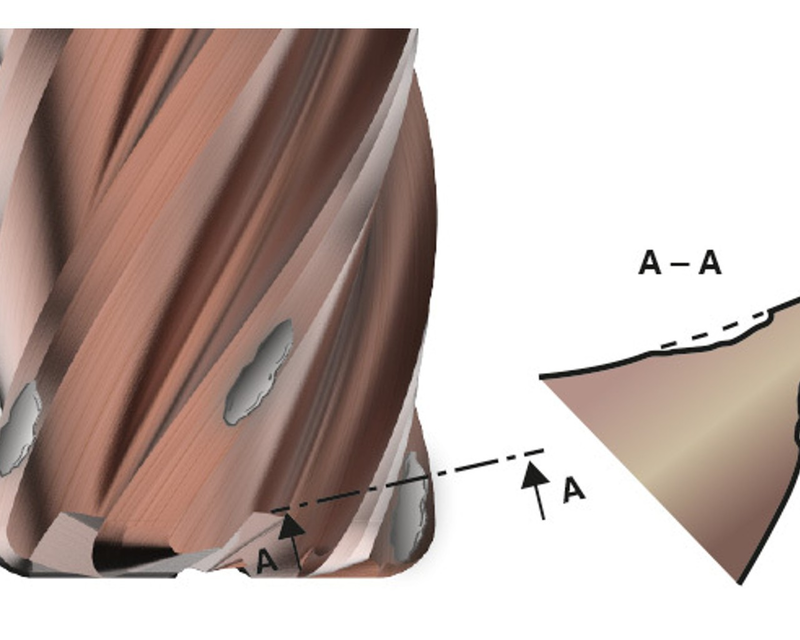
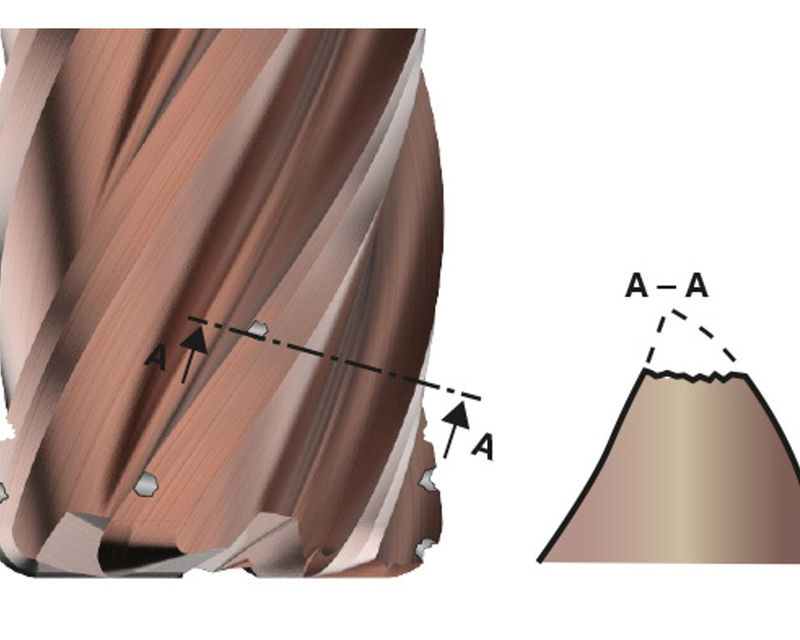
Stufenförmiger Werkzeugverschleiß
Stufenförmiger Werkzeugverschleiß tritt an der Spanfläche des Fräswerkzeugs auf, genau an der Stelle, an der sie entlang der Schneide an die Freifläche grenzt. Dieses Verschleißbild entsteht durch hohe Reibung und Wärmeentwicklung in der Schnittzone, insbesondere wenn das Werkzeug dauerhaft in Kontakt mit dem Werkstück bleibt. Mit der Zeit führt dies zu beschleunigter Erosion oder Abrasion an dieser Stelle und bildet eine deutlich erkennbare Rille oder Kerbe auf der Werkzeugoberfläche.
Mögliche Maßnahmen:
- Kühlmitteldurchfluss erhöhen
- Schnittgeschwindigkeit und Vorschub reduzieren
- Geeignete Werkzeuggeometrie verwenden
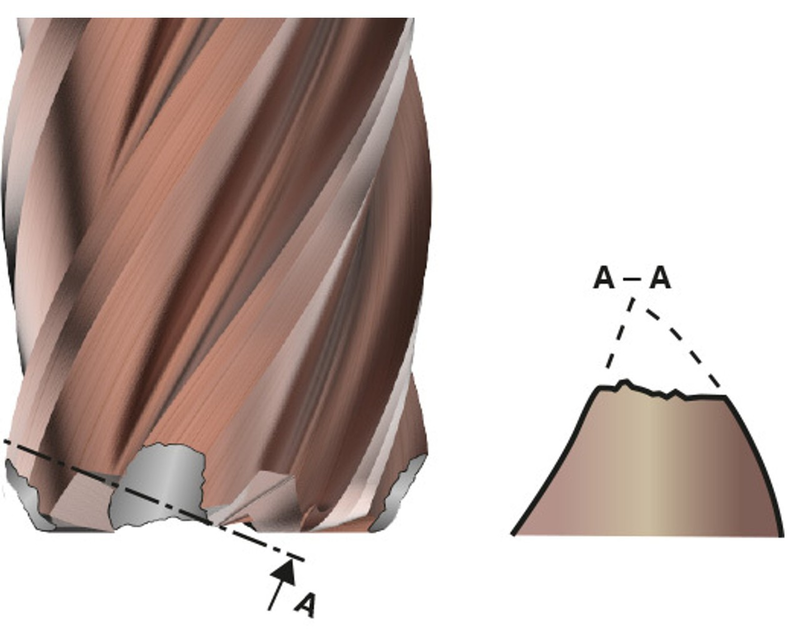
Mikroausbrüche
Mikroausbrüche sind kleine Abplatzungen an der Schneide des Werkzeugs. Sie treten häufig in Verbindung mit Stabilitätsproblemen, Vibrationen oder ungeeigneten Schnittbedingungen auf. Dieses Verschleißbild kann sich schleichend entwickeln und die Schneide erheblich schwächen.
Mögliche Maßnahmen:
- Schneidparameter optimieren
- Stabile Bearbeitungsbedingungen sicherstellen
- Kühlmitteldurchfluss erhöhen
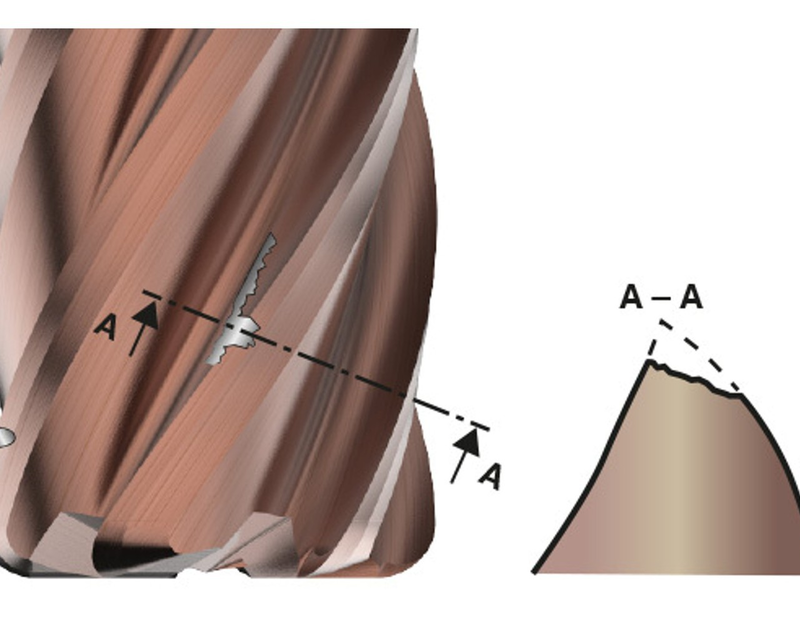
Kammrisse

Kammrisse sind Schäden, die sich als eine Reihe rissähnlicher Linien auf der Schneide oder der Spanfläche eines Werkzeugs zeigen und an die Zähne eines Kamms erinnern. Diese Risse entstehen typischerweise entlang der Schneidkante und werden durch hohe Wärmebelastung bei unterbrochenen Schnittvorgängen verursacht – ein häufiges Phänomen beim Fräsen.
Mögliche Maßnahmen:
- Schneidparameter optimieren, um Wärmeentwicklung zu reduzieren
- Beschichtete Werkzeuge mit höherer thermischer Beständigkeit einsetzen
- Kühlmitteldurchfluss erhöhen
- Hohe Schnittgeschwindigkeiten oder Vorschübe vermeiden
- Geeigneteres Hartmetallsubstrat verwenden
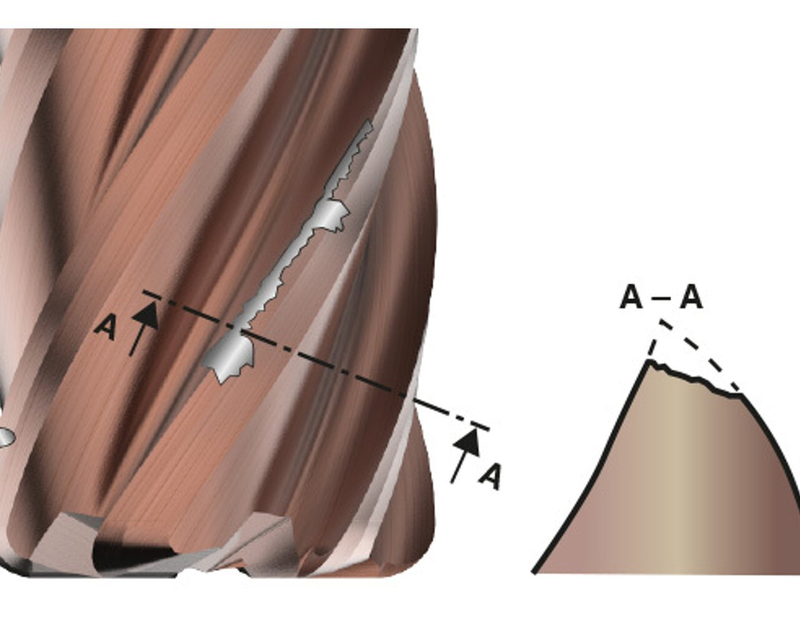
Unregelmäßige Ausbröckelungen
Unregelmäßige Ausbröckelungen treten zufällig entlang der Schneidkanten auf und beginnen oft mit feinen Rissen, die durch mechanische oder thermische Belastung entstehen. Typische Auslöser sind unterbrochene Schnittvorgänge, Vibrationen, eine instabile Aufspannung, harte Stellen im Werkstück oder die Wiederaufnahme von Spänen. Diese Faktoren erzeugen Spannungspunkte, die das Werkzeug schrittweise schwächen und zu ungleichmäßigem Schaden führen.
Mögliche Maßnahmen:
- Aufspannung verbessern, um Vibrationen zu reduzieren
- Schneidparameter optimieren
- Kühlmitteldurchfluss erhöhen
- Werkzeuge regelmäßig auf feine Risse prüfen
- Werkstückmaterial auf Härteschwankungen kontrollieren
Werkzeugbruch
Ein Werkzeugbruch ist gravierend und kann durch verschiedene Ursachen ausgelöst werden. Meist durch mechanische Überlastung des Fräsers, starke Vibrationen, Probleme bei der Spanabfuhr oder das Ignorieren eines bereits vorhandenen Verschleißmusters.
Werkzeugbruch beschädigt nicht nur das Werkzeug, sondern kann auch das Werkstück und die Maschine beeinträchtigen oder sogar ein Sicherheitsrisiko für den Maschinenbediener darstellen, insbesondere bei Hochgeschwindigkeitsbearbeitung.
Mögliche Maßnahmen:
- Aufspannung verbessern, um Vibrationen zu reduzieren
- Rundlauf des Werkzeugs prüfen
- Werkzeuglänge so kurz wie möglich halten
- Geeigneten Werkzeugaufnahme verwenden
- Schneidparameter anpassen, um die Belastung des Werkzeugs zu verringern
- Sicherstellen, dass die Spanabfuhr korrekt funktioniert
Mehrere Lebenszyklen durch professionelle Werkzeugaufbereitung
Ist die Standzeit eines Werkzeugs erreicht, bedeutet das nicht zwangsläufig sein Aus. Jetzt kommt die Wiederaufbereitung ins Spiel. Wiederaufbereitung bedeutet Nachschleifen, erneute Schneidkantenpräparation oder -behandlung sowie Neubeschichtung des Fräsers, sodass die ursprüngliche Leistungsfähigkeit wiederhergestellt wird. Dieser Prozess kann bis zu drei Mal durchgeführt werden.
Sobald Ihr Werkzeug diesen Punkt erreicht hat, kontaktieren Sie uns für weitere Informationen:
Inline Content - Gridded Links
Tags: '3d465f18-c101-51c0-9e9f-098951ac6908'