加工科学和刀具技术 = 最大产出
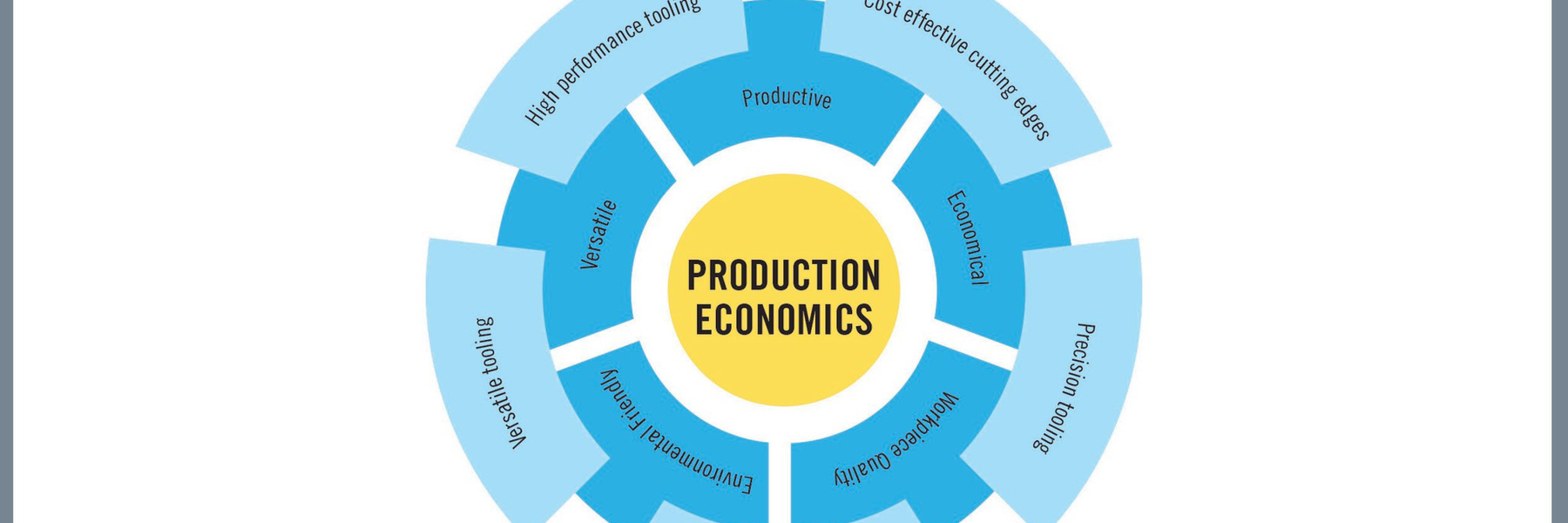
如果将加工过程描述为一个一致的模型,则加工技术的新发展可以提供最大的经济利益。根据整体或全球生产经济学比较不同的可能技术情景至关重要。法格斯塔,2022 年 3 月 — 如果将加工过程描述为一种一致的模型,那么加工技术的新发展可以带来最大的经济效益。根据整体或全球生产经济学比较不同的可能技术情景至关重要。全球生产经济学的实用定义是:“确保加工过程的最大安全性和可预测性,同时保持最高的生产率和最低的生产成本。在对单个作进行详细的 1:1 优化之前,必须在宏观基础上平衡和优化整个流程的生产力和成本效率。一旦采取了这一步骤,就可以通过仔细调查 1:1 优化可能有益的情况来实现进一步的改进。
微观和宏观模型
实现最大加工结果的传统方法涉及基于一次作中一把刀具的 1:1 优化的窄视角微观模型。另一方面,宏观模型从更广泛的角度考虑制造。对于这些宏观或全局模型,生产给定工件所需的总时间起着更决定性的作用。
全局优化的一个简化示例涉及两台串联的机床来生产一个组件。如果机床 “B” 无法进行类似的改进,那么在机床 “A” 上优化切削时间和提高产量是没有用的。增加的产量只会在等待第二台机床加工的半成品工件库存中产生额外的成本。在这个例子中,优化机床 A 的切削成本要好得多。这样做可能会限制机床 A 的生产率,但可以在保持产量的同时降低总体成本。
另一方面,在机床 B 闲置等待加工机床 A 生产的零件的情况下,提高机床 A 的产量将提高总产量。这在很大程度上取决于车间如何组织其生产作:无论是生产线、批次还是平行组织。没有单一的事实,但这些例子表明需要更广阔的视野,并说明需要非常谨慎地进行微观模型优化。
采取更广阔的视野的要求也适用于机床本身。一个典型的情况是,车间每周满负荷运行一台满负荷的铣床 40 小时,并决定用高速机床代替它。但是,当新机床启动并运行时,它有一半的时间处于闲置状态。然后,车间面临着寻找更多工作以保持新机床繁忙并证明投资的合理性的挑战和费用。更好的方法是首先检查更大的图景并预测新机床更大的产出会带来什么。
优化切削时间与降低成本
1:1 优化侧重于一种应用和一种切削刀具,旨在以尽可能低的成本实现高金属去除率。该工艺包括选择最适合加工零件的刀具,并采用尽可能大的切削深度和最高的进给率。当然,最大切削深度和进给率受可用机床功率和扭矩、工件夹具稳定性和刀具夹紧安全性等方面的限制。
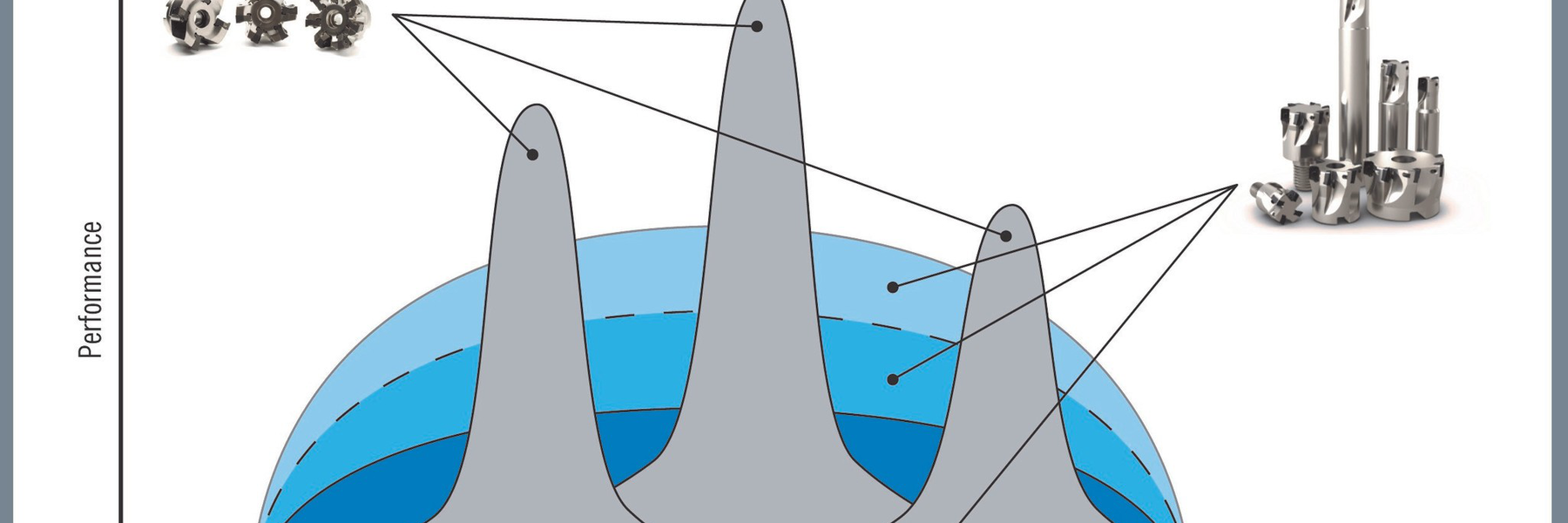
1:1 优化的最后一步是根据最低成本或最高生产率选择合适的标准,并使用切削速度来微调该标准的实现情况。记住用于确定刀具寿命的 Taylor 模型很重要。该模型表明,对于给定的切削深度和进给组合,存在一定的切削速度窗口,其中刀具劣化是安全、可预测和可控的。在该窗口中工作时,可以鉴定和量化切削速度、刀具磨损和刀具寿命之间的关系。
最初,加工时间会缩短,而生产率会随着切削速度的提高而提高。但是在某个点之后,成本又开始上升。超过一定的切削速度,刀具寿命会变得非常短,以至于需要经常更换切削刃。从总体上看,加工时间成本的降低比快速增加的刀具成本的影响要小。在某个地方,有一个切削速度,其中两种成本之和平衡,从而产生最低的总成本。
在追求生产力的过程中,车间必须小心,不要过多关注细节,而没有充分考虑整体情况,即生产工件的总车间到车间时间。
质量和生产率:充足但不过度
今天要求的零件质量水平比过去高得多。然而,达到最高质量水平有时有点过头了。高质量是好的,但过高的质量会浪费金钱。总结这种情况的一个简单理论问题是:“我们如何才能生产出从功能角度来看仍然可以接受的最差工件?只需满足最低要求,就可以大大降低成本,并显著提高生产率。
同样,当完全专注于缩短循环时间方面的最大生产力时,金属加工过程的可靠性可能会恶化。当一个过程在可能性的极限下持续运行并且超过这些极限时,成本就会被剔除或报废,工件和时间损失。
质量、生产时间和成本
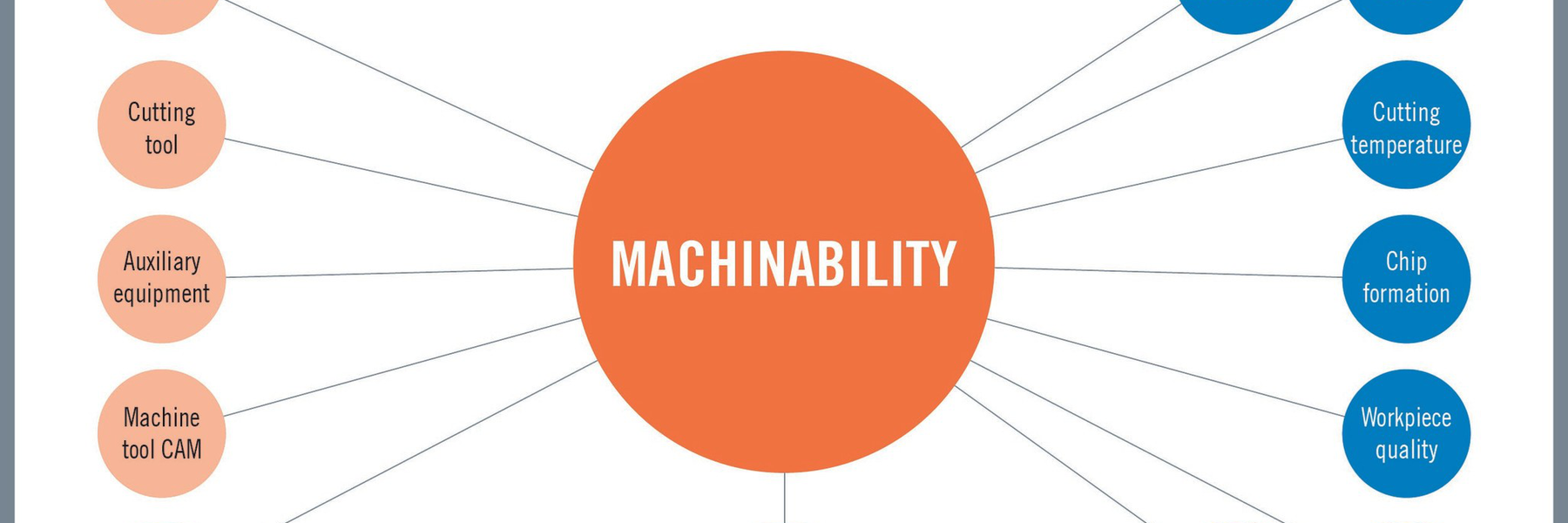
生产效率涉及三个因素:质量、生产时间和成本。还必须考虑环境因素,例如能源消耗、处理或回收磨损刀具和加工废料,以及与员工福祉相关的安全因素。
许多单独的技术因素都会影响生产效率。对于加工过程,50 - 70 个单独因素中的一个或多个对效率产生明显影响并不罕见。典型因素包括刀具/刀具系统、工件配置和材料、设备工艺能力和数据、人为因素、外围设备和维护问题。
最有影响力的因素之一是刀具和工件相互作用的结果。了解刀具磨损和故障模式对于控制加工过程至关重要。与磨损相关的现象通常是渐进的和可预测的,而其他故障模式(例如刀具破损)缺乏保持可靠切削过程所需的可预测性。
通用刀具
平衡生产率、可靠性和刀具成本考虑因素需要刀具在广泛的应用窗口内提供多功能性和灵活性。多功能或通用刀具 (见下面的侧边栏) 也是制造业小批量明显趋势的答案。转向更小的加工批量是由于即时生产策略的利用率增加和外包的增长。
分包商面临着较小的批量,需要定期生产,而不是连续生产。过去,自动换刀装置有助于减少换刀停机时间,而托盘更换装置的使用减少了因工件作而导致的停机时间。通用刀具可以在工件发生变化时最大限度地减少更换新刀具的时间,并且无需设置和测试运行新刀具,从而减少停机时间。最大限度地减少车间中不同刀具的数量可以减少刀具处理时间,并增加可用于加工作的时间。
传统的刀具选择思维往往以应用为导向:例如,寻找专门用于钢、不锈钢或粗加工或铣削的刀具。比为单个作选择工具更重要的是该作如何适应整体情况。选择应偏向于在生产率、成本效率或可靠性方面的需求,以及最适合生产过程的广泛视角。
简单的解决方案
从广阔的视野来看流程优化并不一定很复杂;它可能涉及非常基本、简单的作和分析。检查使用过的刀具就是一个关键的例子。正确解释刀具显示的内容可以提供对车间中发生的事情的广泛了解。例如,如果车间通常使用切削刃为 12 mm 的刀片,而刀具上的磨损模式仅达到 2 mm 或 2.5 mm,则该车间使用的刀片可能对他们的工作来说太大了。切削刃为 6 mm 的刀具绰绰有余,而切削刃为 6 mm 的刀具比切削刃为 10 mm 的刀具便宜得多。这样一个简单的观察可以将刀具成本降低 50%,而不会降低生产率。
