Steg-för-steg-guide: Hur man väljer rätt gängtapp
Lär dig hur du väljer den optimala gängtappen för olika applikationer och säkerställ både precision och effektivitet i din bearbetningsprocess.En framgångsrik gängningsprocess är avgörande i branscher där Secos verktyg används. Att välja rätt gängtapp och tillämpa rätt metod kan ha stor inverkan på gängningen, verktygets livslängd och den totala bearbetningseffektiviteten. Här ger Radoslaw Zdanowski, global produktchef för gängning på Seco, en steg-för-steg-guide där han lyfter fram de viktigaste övervägandena och besluten som krävs för att välja rätt gängtapp och utföra processen framgångsrikt för att säkerställa optimala resultat för både standard- och komplexa gängningsapplikationer.
Typer av gängtappsprocesser
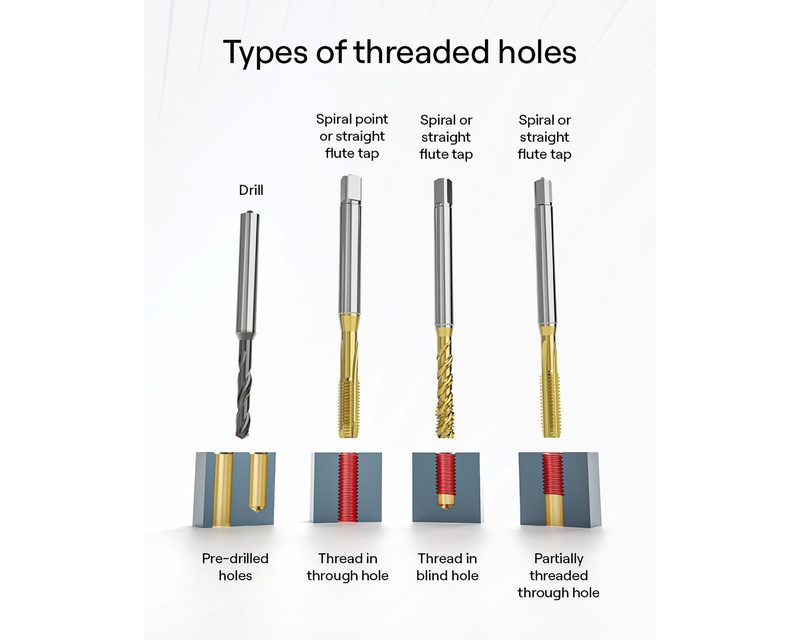
De två huvudtyperna handgängtappar som man använder i en gängtappshållare och för hand gör gängan i tre steg – grov, mellan och fin, och maskingängtappar, som producerar gängor i ett steg i maskiner allt från borrmaskiner till CNC-centra. Seco fokuserar på högpresterande maskintappar tillverkade av två grupper av snabbstål – legerad med hög koboltinnehåll, HSSE och pulversintrat med hög koboltinnehåll, HSSE-PM. Seco använder det konventionella alternativet för T32 och det senare för T34 och T35.
Spånflödet beror på spånkanalernas utformning. ”För genomgående hål använder vi spiralspetsar som skjuter spånen framåt, spåndrivande”, säger Zdanowski, ”medan vi för bottenhål rekommenderar spiralspår som drar tillbaka spånen. Raka spår ger högre styvhet, men har begränsad kapacitet, så de används för material som ger korta spån.”
Seco’s T30, T32, och T34 täcker all typerna av spårgeometri. T35H, har en spiral med låg stigning, vilket ger effektiv spånkontroll och hög verktygsstyrka – särskilt lämpad för värmebehandlade stål och aluminium med hög kiselhalt. T35K, används däremot med raka spår och interna kylkanaler för att hantera spånflödet. Secos T33-formande gängtappar finns med TiCN- eller TiAlN + TiN-beläggningar för olika materialbehov.

Material
Att välja rätt verktyg och metod för materialet är avgörande för ett lyckat gängningsarbete. ”Grundregeln är att välja rätt typ av spånkanaler”, säger Zdanowski. ”För material med långa spån, som stål, rostfritt stål och aluminium, rekommenderar Seco spiralspets, spåndrivande tappar för genomgående hål och spiraltappar för bottenhål. För kortspånande material, som gjutjärn, rekommenderar vi oftast raka skär.”
Höghållfasta material kan kräva en mindre spiralvinkel som ger bättre spånkontroll och en större kärna för förbättrad verktygsstyrka.
En annan aspekt att beakta är beläggningen. Zdanowski rekommenderar till exempel TiCN vid bearbetning av aluminium och rostfritt stål, och TiAlN/TiN för mer allmänna stål, som i Secos T33-formande gängtappar. Skärande gängtappar, som T34, har en flerskiktsbeläggning – ett TiAlN-skikt för temperaturbeständighet, som är täckt med volframkarbidpartiklar omgivna av ett kolskikt. Fördelen här är att beläggningen ger smörjning och minskar risken för lösegg i rostfritt stål, vilket i sin tur bidrar till att förlänga verktygets livslängd.
Toleranser spelar också en roll. ”Den vanligaste gängtappsklassen för metriska gängor är 6H, men för slitande material höjer vi den till 6HX. Den lägre toleransgränsen tar hänsyn till slitage, den högre gränsen till maskinens rundgång”, säger Zdanowski.
Tapparna T35K och T35H, som är tillverkade för gjutjärn och värmebehandlat stål, har denna höjda tolerans som standard, så det är möjligt att hålla sig längre inom gränserna för gängan i komponenten.
För att lära dig mer om hur mångsidiga verktygsstrategier kan hjälpa verkstäder, särskilt inom allmän teknik, flygindustri samt fordonsindustri, kan du läsa vår guide:
Inline Content - Gridded Links
Tags:
Storlek och gängstandarder
Komponentkonstruktören tenderar att bestämma gängstorleken utifrån hållfasthetsberäkningar för att säkerställa att förbanden klarar belastningen.
Det som användaren av gängtappen kan kontrollera är dock toleransen. ”Vissa gängor tillverkas innan ytterligare bearbetningar som galvanisering eller beläggning som förändrar gängans dimensioner”, säger Zdanowski. ”I sådana fall måste vi göra några bakåtberäkningar.”
Standardtappar, som de i Secos T32-serie, finns i grundläggande 6H-tolerans eller ”överdimensionerad 6G”, som är lämplig när gängan ska beläggas eller för lösare passningar. Medeldiametern på en invändig gänga före behandling kommer att vara fyra gånger större än beläggningens tjocklek, så korrekta beräkningar är avgörande. Om en kund är osäker kan de be om en specialösning, tillägger Zdanowski.
De vanligaste gängtyperna är förbandsgängor, som metriska, UN eller BSW, som har samma funktion – att skapa ett skruvförband, ofta förspänt för självlåsning. Den huvudsakliga skillnaden mellan dem är måttenheten.
Nästa grupp är rörgängor: G, NPT, Rp och Rc. Dessa används för rörkopplingar för att uppnå täthet med eller utan ytterligare tätning.
Den tredje gruppen är gängor för rörelse eller kraftöverföring, såsom trapetsformade, Tr och ACME. De kännetecknas av sin höga effektivitet till att överföra belastning.
Slutligen används EG/STI-gängor för gänginsatser. Dessa har större diametrar jämfört med vanliga metriska eller UN-gängor för att möjliggöra montering av en insatsgänga. Detta förbättrar gängstyrkan i mjuka material och används också för reparation av en skadad gänga.
Steg-för-steg val process
1. Bestäm gängstorlek och tolerans
- Baserat på ritning och användningsbehov
För exakta anslutningar, välj 4H (metrisk); för lösare passform eller beläggningar, använd 6G
2. Välj tapp baserat på material
- Bestäm gängstorlek och tolerans
- Kontrollera materialets lämplighet (t.ex. T32, T35P, T35H)
- Se Secos katalog eller webbplats för rekommenderade verktyg, geometrier och beläggningar
3. Identifiera håltyp och spånflödesriktning
- Bottenhål – spiralformade spår (drar upp spån)
- Genomgående hål – spåndrivande tapp (skjuter spån framåt)
- Om utrymmet bakom är begränsat, dra tillbaka spån, även i genomgående hål
4. Överväg gängtappens ingångsfas
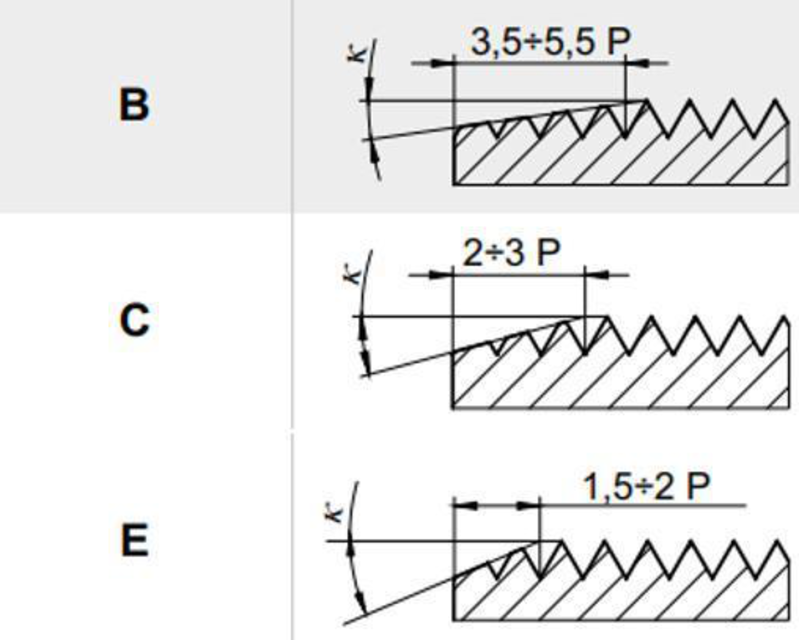
För bottenhål ger fas C (2–3 gängor) längre verktygslivslängd, medan fas E (1,5–2 gängor) möjliggör gängning närmare botten, men slits snabbare. När utrymmet är begränsat används fas E för att minimera den oanvändbara gänglängden trots dess minskade livslängd.
5. Beakta komponentdesign
- Gängans placering kan kräva ett extra långt skaft, exempelvis vid försänkta hål.
- Använd gängtappar med reducerat skaft för trånga utrymmen, eller med förstärkt skaft för bearbetning från ovansidan där extra stabilitet behövs.
6. Kyltillförsel
- Använd axiella spolhål för bottenhål
- Använd radiella spolhål för genomgående hål för att undvika att kylvätska läcker ut

7. Välj via webben
- Använd Secos ”Suggest”-funktion (baserad på komponentinformation).
- Alternativt kan du använda ”MyPages” på Secos webbplats för att filtrera verktyg efter spårtyp, fasning, tolerans med mera.
Vanliga misstag och felsökning
Att göra misstag vid val av verktyg och metod kan få allvarliga konsekvenser för bearbetningens effektivitet och verktygets livslängd. Ett vanligt fel är att använda kort gängfas E i onödan, vilket förkortar verktygets livslängd – särskilt när det finns tillräckligt med utrymme för en längre fas. Ett annat misstag är att inte kontrollera spånflödet. ”Flänsar eller väggar som stör spånevakueringen kan kräva annan spårgeometri eller reducerad spiralvinkel, som T35H, som hjälper till att bryta spånorna och underlättar evakueringen”, säger Zdanowski.
Att använda axiella kylkanaler vid genomgående hål är ytterligare ett vanligt misstag. Här riskerar kylvätskan att läcka ut, vilket leder till ”torrbearbetning”.
Att välja fel gängcykel i CNC-maskiner kan också orsaka fel. Om cykler blandas kan gängtappen gå sönder eftersom matning och spindelrotation inte är synkroniserade.
Placeringen av kylmunstycket är också en kritisk faktor, särskilt vid horisontell bearbetning där gravitationen gör det svårare att nå skärzonen.
Att anta att lägre skärhastigheter är säkrare är ytterligare en vanlig missuppfattning enligt Zdanowski. ”Vid gängning kan ökad skärhastighet faktiskt hjälpa till att kasta ut spånorna. Vissa CNC-maskiner stödjer till och med långsammare hastighet vid skärning och snabbare vid återmatning, vilket förbättrar spånevakueringen samtidigt som säkerheten bibehålls.”
Och slutligen påpekar han att användare ibland förbiser tillverkarens rekommendationer. Detta kan leda till att gängtappar används i olämpliga material, vilket resulterar i sämre bearbetningsresultat och andra onödiga konsekvenser.
Sammanfattningsvis – även om ingen uppsättning är helt felfri – kan de flesta problem undvikas genom att välja rätt verktyg, följa bästa praxis och noggrant tillämpa varje steg i processen. Resultatet blir en mer exakt bearbetning, förbättrad precision och längre verktygslivslängd. Inom de branscher där Seco-verktyg används kan dessa små marginaler göra stor skillnad.
Hitta våra lösningar för gängning
Inline Content - Gridded Links
Tags: 'abf51fbc-856d-5df1-a156-605ac2c1eb00'


