Przewodnik krok po kroku: Jak wybrać odpowiedni gwintownik
Jak wybrać gwintownik do różnych zastosowań, zapewniając precyzję i wydajność obróbkiUdany proces gwintowania ma kluczowe znaczenie w sektorach, w których wykorzystywane są narzędzia Seco. Wybór odpowiedniego gwintownika i zastosowanie właściwej metody może znacząco wpłynąć na jakość gwintu, trwałość narzędzia i ogólną wydajność obróbki. Radosław Zdanowski, Globalny Menedżer Produktu ds. Gwintowania w firmie Seco, przedstawia przewodnik krok po kroku, podkreślając kluczowe kwestie i decyzje niezbędne do wyboru odpowiedniego gwintownika i pomyślnego przeprowadzenia procesu w celu zapewnienia optymalnych wyników zarówno dla standardowych, jak i złożonych zastosowań gwintowania.
Rodzaje gwintowników i nagniataków
Dwa główne typy gwintowników to gwintowniki ręczne, które są używane ręcznie za pomocą uchwytu w trzyetapowym procesie – zgrubnym, pośrednim i wykańczającym; oraz gwintowniki maszynowe, które wytwarzają gwinty w jednym przejściu na maszynach od wiertarek po centra CNC. Seco koncentruje się na wysokowydajnych gwintownikach maszynowych wykonanych z dwóch grup stali – stali konwencjonalnej o wysokiej zawartości kobaltu oraz stali o wysokiej zawartości kobaltu otrzymywanych w procesie metalurgii proszków. Seco stosuje stal konwencjonalną dla gwintownika T32, a proszkową dla T34.
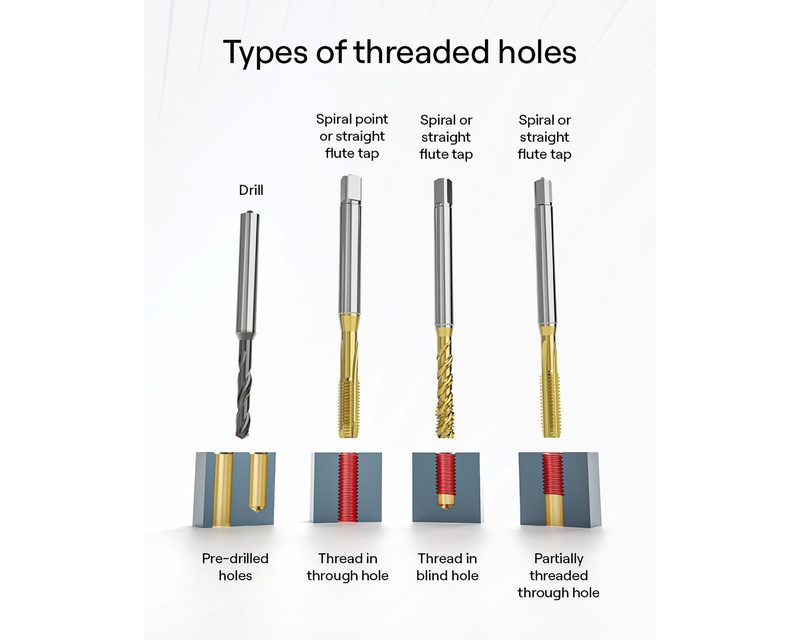
Przepływ wiórów zależy od konstrukcji rowka. "Do otworów przelotowych używamy gwintowników spiralnych, które popychają wióry do przodu" – mówi Zdanowski – "natomiast do otworów nieprzelotowych polecamy rowki spiralne, które wciągają wióry do tyłu. Proste rowki wiórowe oferują większą sztywność, ale ograniczoną nośność, dlatego są używane do materiałów dających krótkie wióry".
Serie T30, T32 i T34 firmy Seco obejmują oba typy rowków. Wersja T35H, z małą spiralą do kontroli wiórów i wytrzymałości narzędzia, jest przeznaczony do stali poddanych obróbce cieplnej i aluminium o wysokiej zawartości krzemu. Z kolei wersja T35K jest używany z prostymi rowkami wiórowymi, wykorzystującymi wewnętrzne kanały chłodziwa do zarządzania przepływem wiórów. Nagniataki Seco T33 są dostępne w powłokach TiCN lub TiAlN + TiN dla różnych potrzeb materiałowych.

Uwagi dotyczące materiału
Dopasowanie odpowiedniego narzędzia i metodologii do materiałów potrzebnych do wykonania zadania ma kluczowe znaczenie dla powodzenia zadania gwintowania. – Podstawową zasadą jest dobranie odpowiedniego rodzaju rowków wiórowych – mówi Zdanowski. "W przypadku materiałów generujących długie wióry, takich jak stal, stal nierdzewna i aluminium, firma Seco zaleca stosowanie geometrii ze skośną powierzchnią natarcia do otworów przelotowych i spiralnych rowków wiórowych do nieprzelotowych. W przypadku materiałów generujących krótkie wióry, takich jak żeliwo, zwykle zalecamy gwintowniki z prostymi rowkami".
Materiały o wysokiej wytrzymałości na rozciąganie mogą wymagać zmniejszonego kąta spirali, który zapewnia lepszą kontrolę wiórów, oraz grubszego rdzenia w celu zwiększenia wytrzymałości narzędzia.
Kolejnym aspektem, który należy wziąć pod uwagę, jest powłoka. Na przykład Zdanowski zaleca TiCN do obróbki aluminium i stali nierdzewnych, a TiAlN/TiN do bardziej ogólnych stali, jak widać w przypadku nagniataków T33 firmy Seco.
Gwintowniki, takie jak T34, są wyposażone w wielowarstwową powłokę – warstwę TiAlN zapewniającą odporność na temperaturę, która jest pokryta cząstkami węglika wolframu otoczonymi warstwą węgla. Zaletą jest to, że powłoka zapewnia smarność i zmniejsza narost na krawędzi w stali nierdzewnej, co z kolei pomaga wydłużyć żywotność narzędzia.
Tolerancje również odgrywają pewną rolę. "Najpopularniejszą klasą gwintownika dla gwintów metrycznych jest 6H, ale dla materiałów ściernych podnosimy ją, oznaczając jako 6HX. Dolna granica tolerancji odpowiada za zużycie, a górna za bicie maszyny" – mówi Zdanowski.
Gwintowniki T35K i T35H, przeznaczone do żeliwa lub stali poddanych obróbce cieplnej, są standardowo wyposażone w tę podwyższoną tolerancję, dzięki czemu możliwe jest dłuższe pozostawanie w granicach gwintu w elemencie.
Aby dowiedzieć się jeszcze więcej o tym, jak wszechstronne strategie narzędziowe mogą pomóc warsztatom mechanicznym, zwłaszcza w branży inżynierii ogólnej, lotniczej i motoryzacyjnej, zapoznaj się z naszym najnowszym raportem:
Inline Content - Gridded Links
Tags: '3c57d509-d142-5a4b-8c8c-6cffa35d8ce1'
Standardy gwintów i wielkości
Projektant komponentu ma tendencję do określania wielkości gwintu na podstawie obliczeń wytrzymałościowych, aby zapewnić, że połączenie może przenosić obciążenie.
To, co użytkownik gwintownika może jednak kontrolować, to tolerancja. "Niektóre gwinty są produkowane przed dodatkowymi operacjami, takimi jak cynkowanie czy powlekanie, które zmieniają wymiary gwintu" – mówi Zdanowski. "W takich przypadkach musimy dokonać pewnych obliczeń wstecznych".
Standardowe gwintowniki, takie jak te z serii T32 firmy Seco, są dostępne w podstawowej tolerancji 6H lub "nadwymiarowej 6G", która jest odpowiednia do powłok lub luźniejszych pasowań. Średnica podziałowa gwintu wewnętrznego przed obróbką będzie czterokrotnie większa niż grubość powłoki, dlatego niezbędne są odpowiednie obliczenia. Jeśli klient ma jakiekolwiek wątpliwości, może poprosić o specjalne rozwiązanie – dodaje Zdanowski.
Najczęściej spotykane są gwinty połączeniowe, takie jak metryczne, UN czy BSW, które mają tę samą rolę – tworzenie połączenia i odporność na samorozłączenie. Główną różnicą między nimi jest jednostka miary.
Kolejna grupa to gwinty rurowe: G, NPT, Rp i Rc. Są one używane do hydrauliki, aby uzyskać szczelność z dodatkowym uszczelnieniem lub bez.
Trzecia grupa to gwinty napędowe, takie jak Trapezowe/ACME. Charakteryzują się wysoką wydajnością, co pomaga w przenoszeniu obciążenia.
Wreszcie, gwinty EG/STI są używane do wkładek. Mają one większe średnice w porównaniu ze zwykłymi gwintami metrycznymi lub UN, aby umożliwić montaż wkładki. Poprawia to wytrzymałość gwintów w miękkich materiałach i jest również wykorzystywane do naprawy uszkodzonego gwintu.
Proces selekcji krok po kroku
1. Określ wielkość i tolerancję gwintu
- Bazując na rysunku i aplikacji
Aby uzyskać precyzyjne połączenia, wybierz 4H (metryczne); w przypadku luźniejszego dopasowania lub powłok użyj 6G
2. Wybierz rodzinę gwintowników na podstawie materiału
- Określ wielkość i tolerancję gwintu
- Sprawdź przydatność materiału (np. T32, T35P, T35H)
- Zapoznaj się z katalogiem lub stroną internetową Seco, aby zapoznać się z zalecanymi narzędziami, geometriami i powłokami
3. Określ typ otworu i kierunek przepływu wiórów
- Otwory nieprzelotowe – rowki spiralne (podciągają wióry do góry)
- Otwory przelotowe – nakrój skośny (popycha wióry do przodu)
- Jeśli przestrzeń z tyłu jest ograniczona, odciągnij wióry, nawet w otworach przelotowych
4. Weź pod uwagę nakrój prowadzący
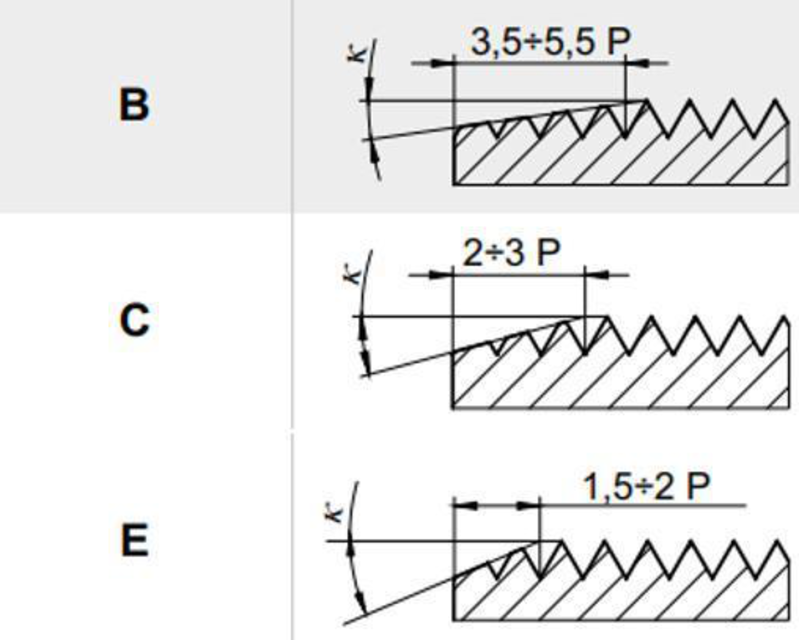
- W przypadku otworów nieprzelotowych nakrój C (2–3 zwoje) zapewnia dłuższą trwałość narzędzia, natomiast nakrój E (1,5–2 zwoje) umożliwia gwintowanie bliżej dna, ale szybciej się zużywa. Gdy przestrzeń jest ograniczona, stosuje się nakrój E, aby zminimalizować bezużyteczną długość gwintu pomimo jego zmniejszonej trwałości
5. Weź pod uwagę konstrukcję detalu
- Umiejscowienie gwintu może wymagać bardzo długiego trzpienia (np. w przypadku otworów stopniowanych)
- Stosuj gwintowniki o obniżonej średnicy trzpienia, w ciasnych miejscach, lub o wzmocnionym trzpieniu, gdy nie ma ograniczeń pod kątem dostępu
6. Dopływ chłodziwa

7. Wybierz rozwiązania cyfrowe
- Skorzystaj z aplikacji Seco Suggest (na podstawie szczegółów komponentu)
- Alternatywnie można skorzystać z platformy MyPages na witrynie internetowej Seco, aby filtrować narzędzia według typu rowka, nakroju, tolerancji itp.
Typowe błędy i rozwiązywanie problemów
Popełnianie błędów w doborze narzędzi i stosowanej metodologii może mieć poważne konsekwencje dla dokładności pracy, wydajności i trwałości narzędzi. Jednym z częstych błędów jest niepotrzebne stosowanie krótkiego nakroju E, co skraca trwałość narzędzia, gdy jest wystarczająco dużo miejsca na dłuższy. Innym jest niesprawdzanie miejsca na wióry. "Kołnierze lub ścianki zakłócające przepływ wiórów mogą wymagać różnych geometrii rowków wiórowych lub zmniejszonych kątów spirali, takich jak w przypadku T35H, co może pomóc w łamaniu wiórów i ułatwić ich odprowadzanie", mówi Zdanowski.
Innym częstym błędem jest stosowanie osiowych kanałów chłodziwa do otworów przelotowych. W tym przypadku chłodziwo ucieka, co w konsekwencji powoduje "obróbkę na sucho".
Wybór niewłaściwego cyklu gwintowania na maszynach CNC może również powodować awarie. Gwintowniki mogą pęknąć, ponieważ posuw i obrót wrzeciona nie są zsynchronizowane.
Ustawienie dysz chłodziwa jest również krytyczną kwestią, zwłaszcza w obróbce poziomej, gdzie grawitacja utrudnia dotarcie do strefy skrawania.
Zakładanie, że niższe prędkości skrawania są bezpieczniejsze, jest kolejnym powszechnym błędnym przekonaniem według Zdanowskiego. "Podczas gwintowania zwiększenie prędkości skrawania często pomaga w usuwaniu wiórów. Niektóre systemy CNC obsługują nawet mniejszą prędkość skrawania i szybszą podczas wycofania, aby poprawić odprowadzanie wiórów przy jednoczesnym zachowaniu bezpieczeństwa.
I ostatnią kwestią, na którą zwraca uwagę, jest to, że użytkownicy czasami pomijają zalecenia producenta. Może to prowadzić do stosowania gwintowników w nieodpowiednich materiałach, co skutkuje mniej doskonałą pracą i innymi niepotrzebnymi konsekwencjami.
Podsumowując, chociaż żadna konfiguracja nie jest całkowicie odporna na błędy, wybierając odpowiednie narzędzie do zadania, postępując zgodnie z najlepszymi praktykami i starannie stosując każdy krok porady, mechanicy mogą wykluczyć większość ewentualności. Rezultatem jest bardziej precyzyjna operacja, lepsza ogólna precyzja i zwiększona trwałość narzędzia. W sektorach, w których najlepsze są narzędzia Seco, te małe marże mogą mieć ogromne znaczenie.
Tutaj znajdziesz nasze rozwiązania w zakresie gwintowania
Inline Content - Gridded Links
Tags: '34f8f0f2-2ce7-523d-a40f-8c86b222a470'


