Guide étape par étape : Comment choisir la bonne référence de taraud ?
Apprenez à sélectionner le taraud idéal pour différentes applications, afin de garantir la précision et l'efficacité de vos processus d'usinage.Un processus de taraudage réussi est crucial dans les secteurs où les outils Seco sont utilisés. Le choix du taraud adéquat, de même que de l'application de la méthode pertinente peuvent avoir un impact significatif sur la qualité du filetage, la durée de vie de l'outil et l'efficacité globale de l'usinage. Ici, Radoslaw Zdanowski, Global Product Manager taraudage chez Seco, propose un guide étape par étape, mettant en évidence les considérations et les décisions clés nécessaires pour choisir le taraud approprié et exécuter le processus avec succès afin de garantir des résultats optimaux pour les applications de filetage standard et complexes.
Types de filetage et tarauds par déformation
Les deux principaux types de tarauds sont les tarauds à main, qui s'utilisent manuellement à l'aide de clés dans un processus en trois étapes (ébauche, semi-finition et finition), et les tarauds mécaniques, qui produisent des filetages en un seul passage sur des machines allant des perceuses aux centres d'usinage CNC. Seco se concentre sur les tarauds haute performance fabriqués à partir de deux groupes d'aciers : l'acier conventionnel à haute teneur en cobalt et les aciers à haute teneur en cobalt obtenus par le procédé de métallurgie des poudres. Seco utilise l'option conventionnelle pour le T32 et la seconde pour le T34.
Le débit des copeaux dépend de la conception de la goujure. « Pour les trous débouchants, nous utilisons des tarauds à pointe hélicoïdale, qui poussent les copeaux vers l'avant », explique M. Zdanowski, « tandis que pour les trous borgnes, nous recommandons des goujures hélicoïdales, qui tirent les copeaux vers l'arrière. Les goujures droites offrent une plus grande rigidité, mais une capacité limitée, elles sont donc utilisées pour les matières générant des copeaux courts. »
Les séries Seco T30, T32 et T34 couvrent les deux types de goujures. Le T35H, avec son hélice à vitesse modérée pour le contrôle des copeaux et la résistance de l'outil, est conçu pour les aciers traités thermiquement et l'aluminium à haute teneur en silicium. Le T35K, quant à lui, est utilisé avec des goujures droites, utilisant des canaux d'arrosage internes pour gérer le flux de copeaux. Les tarauds par déformation T33 de Seco sont disponibles en revêtement TiCN ou TiAlN + TiN pour répondre à différents besoins en fonction des matières.

Considérations matérielles
Il est essentiel de choisir l'outil et la méthodologie adaptés aux matières utilisées pour garantir la réussite d'une opération de taraudage. « La règle de base est d’avoir le bon type de goujure », explique M. Zdanowski. « Pour les matières à copeaux longs comme l'acier, l'acier inoxydable et l'aluminium, Seco recommande des goujures à entrée gun pour les trous débouchants et des goujures hélicoïdales pour les trous borgnes. Pour les matières à copeaux courts comme la fonte, nous avons tendance à recommander des tarauds à goujure droite. »
Les matériaux à haute résistance peuvent nécessiter un angle d'hélice réduit qui permet un meilleur contrôle des copeaux et une âme plus large pour une meilleure résistance de l'outil.
Un autre aspect à prendre en considération, c'est le revêtement. M. Zdanowski recommande par exemple le TiCN pour l'usinage de l'aluminium et des aciers inoxydables, ou le TiAlN/TiN pour les aciers plus courants, comme on l'observe avec les tarauds par déformation T33 de Seco.
Les tarauds par enlèvement de matière, comme le T34, sont dotés d'un revêtement multicouche : une couche de TiAlN pour la résistance à la température, recouverte de particules de carbure de tungstène entourées d'une couche de carbone. L'avantage ici est que le revêtement offre un pouvoir lubrifiant et réduit les arêtes rapportées avec l'acier inoxydable, ce qui contribue à prolonger la durée de vie de l'outil.
Les tolérances jouent également un rôle. « Le niveau de taraudage le plus courant pour les filetages métriques est de 6H, mais pour les matériaux abrasifs, nous le renforçons en le désignant par 6HX. « La limite inférieure de tolérance tient compte de l'usure, tandis que la limite supérieure tient compte du faux-rond de la machine », explique M. Zdanowski.
Les tarauds T35K et T35H, conçus pour la fonte ou les aciers traités thermiquement, sont livrés avec cette tolérance accrue en standard, ce qui permet de rester plus longtemps dans les limites du filetage de la pièce.
Pour en savoir plus sur la manière dont des stratégies d'outillage polyvalents peuvent aider les ateliers, en particulier ceux spécialisés dans la mécanique générale, l'aéronautique, l'automobile, consultez notre dernier livre blanc :
Inline Content - Gridded Links
Tags: '3c57d509-d142-5a4b-8c8c-6cffa35d8ce1'
Normes de taille et de filetage
Le concepteur de la pièce a tendance à déterminer la taille du filetage en fonction de calculs de résistance, afin de s'assurer que la connexion peut supporter la charge.
Ce que l'utilisateur du taraud peut contrôler, cependant, c'est la tolérance. « Certains filetages sont réalisés avant des opérations supplémentaires telles que la galvanisation ou le revêtement, qui modifient les dimensions du filetage », explique M. Zdanowski. « Dans de tels cas, nous devons faire quelques calculs en rétroactifs. »
Les tarauds standard, comme ceux de la gamme T32 de Seco, sont disponibles avec une tolérance de base 6H ou « surdimensionnée 6G », qui convient aux revêtements ou aux jeux plus importants. Le diamètre du pas de filetage intérieur avant traitement sera quatre fois plus large que l'épaisseur du revêtement, il est donc essentiel d'effectuer des calculs appropriés. Si un client a un doute, il peut demander une solution sur mesure, ajoute M. Zdanowski.
Les plus courants sont les filetages de raccordement, tels que les filetages métriques, UN ou BSW, qui ont tous la même fonction : créer une connexion et empêcher tout débranchement intempestif. La principale différence entre eux réside dans l'unité de mesure.
Le groupe suivant concerne les filetages pour tubes : G, NPT, Rp et Rc. Ils sont utilisés dans le domaine hydraulique pour assurer l'étanchéité avec ou sans joint supplémentaire.
Le troisième groupe comprend les filetages pour vis de puissance (filetages de transmission), tels que Trapézoïdal/ACME. Ils se caractérisent par leur grande efficacité qui facilite le transfert de charge.
Enfin, les filetages EG/STI sont utilisés pour les plaquettes métalliques. Ces derniers ont un diamètre plus grand que les filetages métriques ou UN standard afin de permettre la mise en place d'é plaquettes en métal. Cela améliore la résistance des filetages dans les matières tendres et permet également de réparer les filetages détériorés.
Processus de sélection étape par étape
1. Déterminer la taille et la tolérance du filetage
- En fonction du modèle et des besoins de l'application
Pour des raccords précis, choisissez 4H (métrique) ; pour un ajustement plus lâche ou des revêtements, utilisez 6G
2. Sélectionnez la famille de tarauds en fonction de la matière
- Déterminer la taille et la tolérance du filetage
- Vérifier l'adéquation avec la matière (par ex., T32, T35P, T35H)
- Consultez le catalogue ou le site Web de Seco pour connaître les outils, géométries et revêtements recommandés
3. Identifiez le type de trou et le sens d'évacuation des copeaux
- Trous borgnes – goujures hélicoïdales (évacuent les copeaux)
- Trous débouchants – entrée gun (pousse les copeaux vers l'avant)
- Si l'espace à l'arrière est limité, évacuez les copeaux vers l'arrière, même dans des trous débouchants
4. Considérez le type de chanfrein
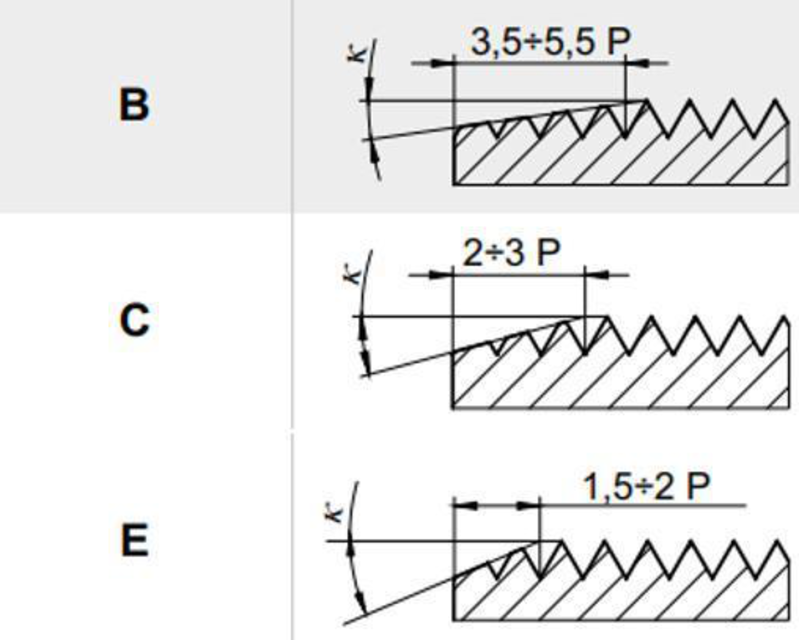
- Pour les trous borgnes, le chanfrein C (2 à 3 filets) offre une durée de vie plus longue de l'outil, tandis que le chanfrein E (1,5 à 2 filets) permet un filetage plus proche du fond, mais s'use plus rapidement. Lorsque l'espace est limité, le chanfrein E est utilisé pour minimiser la longueur de filetage inutilisable malgré sa durabilité réduite
5. Considérez la conception des pièces
- L'emplacement du filetage peut nécessiter un attachement extra-long (par exemple pour les trous étagés)
- Utilisez des tarauds à attachements réduits pour les accès difficiles ou des attachements renforcés pour les accès en surface
6. Arrosage

7. Sélectionnez via le e-Commerce
- Utilisez « Suggest » de Seco (basée sur les infos sur les pièces)
- Vous pouvez également utiliser la rubrique « My Pages » du site Web Seco pour filtrer les outils par type de goujure, chanfrein, tolérance, etc.
Erreurs courantes, incidents et remèdes
Des erreurs dans le choix des outils et de la méthodologie utilisés peuvent avoir de graves conséquences sur la précision, l'efficacité et la durée de vie des outils. Une erreur courante consiste à utiliser inutilement un chanfrein court E, ce qui réduit la durée de vie de l'outil, alors qu'il y a suffisamment d'espace pour un chanfrein plus long. Une autre erreur consiste à ne pas vérifier l'espace à copeaux disponible. « Les bagues ou les parois qui perturbent l'écoulement des copeaux peuvent nécessiter des géométries de goujures différentes ou des angles hélicoïdaux réduits, comme le T35H, qui peut aider à briser les copeaux et faciliter leur évacuation », explique M. Zdanowski.
L'utilisation de canaux d'arrosage axiaux pour les trous débouchants est une autre erreur courante. Ici, l'arrosage s'échappe, provoquant ainsi un « usinage à sec ».
Le choix d'un cycle de taraudage incorrect sur les machines CNC peut également entraîner des défaillances. S'ils sont mélangés, les tarauds peuvent se casser car l'avance et la rotation de la broche ne sont pas synchronisées.
Le positionnement de la buse d'arrosage est également un facteur essentiel, en particulier dans l'usinage horizontal où la gravité rend plus difficile l'accès à la zone de coupe.
Selon Radoslaw Zdanowski, supposer que des vitesses de coupe plus faibles sont plus sûres est une autre fausse idée courante. « En perçage, augmenter la vitesse de coupe aide souvent à éjecter les copeaux. Certaines commandes numériques prennent même en charge une vitesse plus lente pour la coupe et une plus rapide pour le dégagement, afin d'améliorer l'évacuation des copeaux tout en garantissant la sécurité.
Et enfin, il souligne que les utilisateurs négligent parfois les recommandations du fabricant. Cela peut les amener à utiliser des tarauds fabriqués dans des matériaux inadaptés, ce qui se traduit par un usinage moins précis et d'autres conséquences inutiles.
En conclusion, même si aucune configuration n'est totalement à l'abri d'erreurs, en choisissant l'outil adapté à la tâche, en suivant les meilleures pratiques et en appliquant soigneusement chaque étape des conseils, les opérateurs peuvent éliminer la plupart des aléas. Le résultat : un fonctionnement plus exact, une meilleure précision globale et une durée de vie prolongée des outils. Dans les secteurs où Seco tooling excelle, ces petites marges peuvent faire toute la différence.
Découvrez nos solutions de taraudage ici
Inline Content - Gridded Links
Tags: 'abf51fbc-856d-5df1-a156-605ac2c1eb00'


