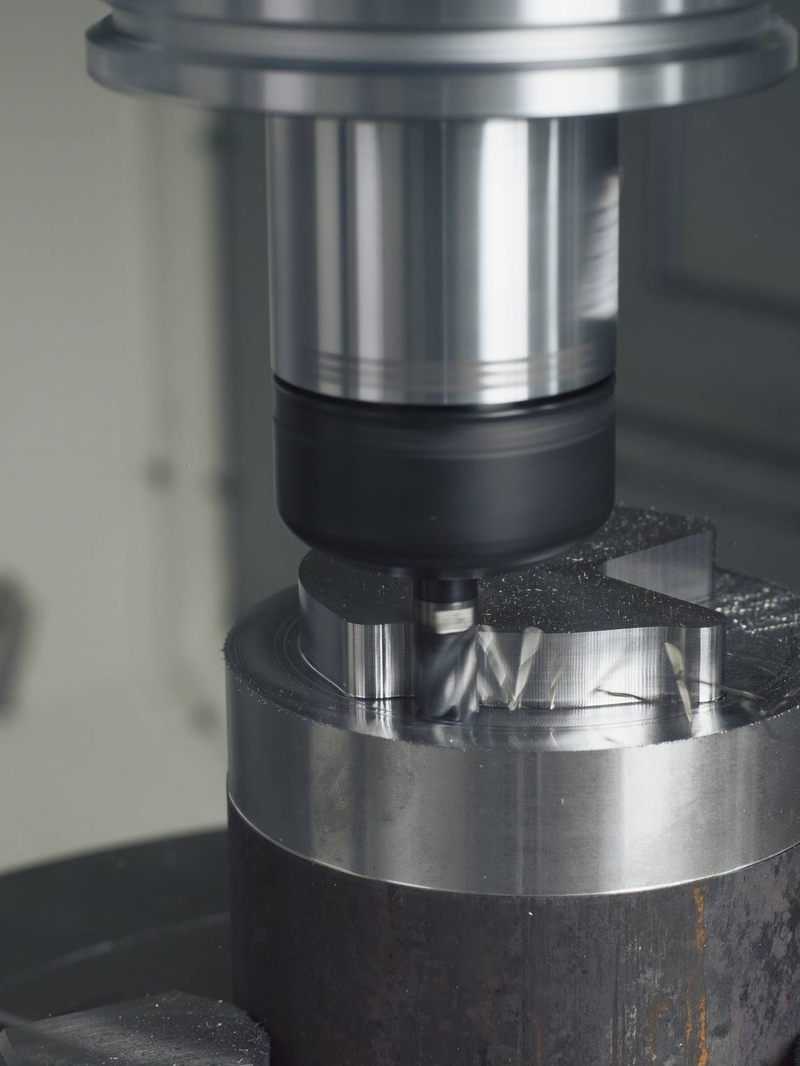
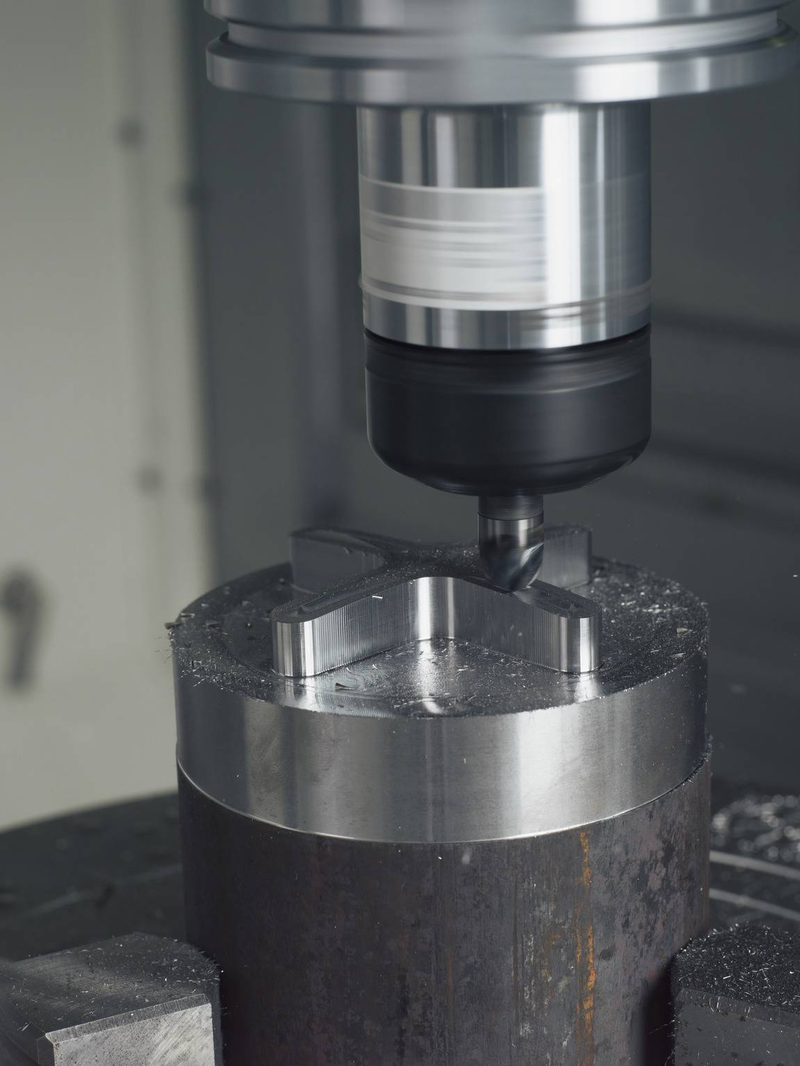
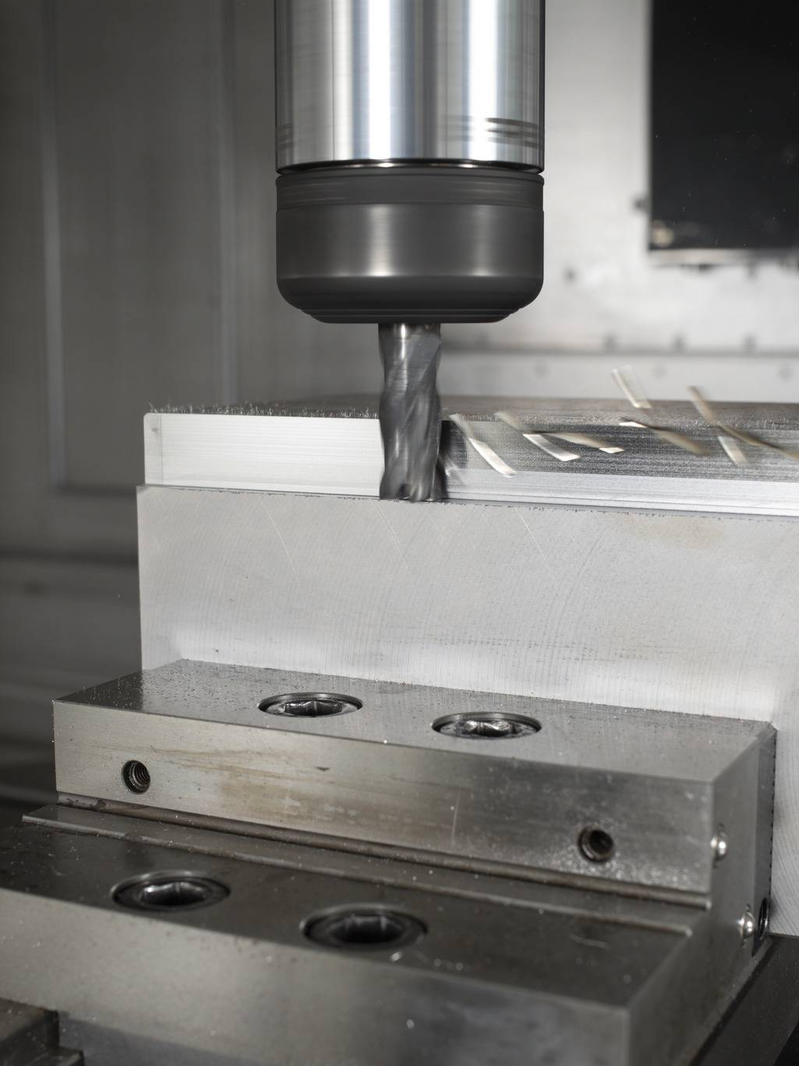
ヘリカル補間または円弧補間加工は、円形ランピングとも呼ばれ、 高度なフライス加工技術 として、加工品に穴を加工したり、既存の穴を拡大加工します。ドリル加工に代わるヘリカル補間は、CNC 機械を利用して Z 軸の軸方向送りとともに X 軸と Y 軸の円径パスを実行する、非常に信頼性の高い穴加工とポケット加工のプログラム操作機能です。
特定のアプリケーションプロセスではドリル加工が深くなることがありますが、ヘリカル補間は、専用のドリル加工アプリケーションを必要としたり、何度も工具を交換したりするほどまで、加工箇所や加工容積が多くない工程には最適なアプリケーションです。円弧ヘリカル補間フライス加工プログラムは、加工品にドリル加工を行うための十分な動力と剛性を有しない工作機械によって穴加工が可能な、高速かつ経済的なプロセスです。
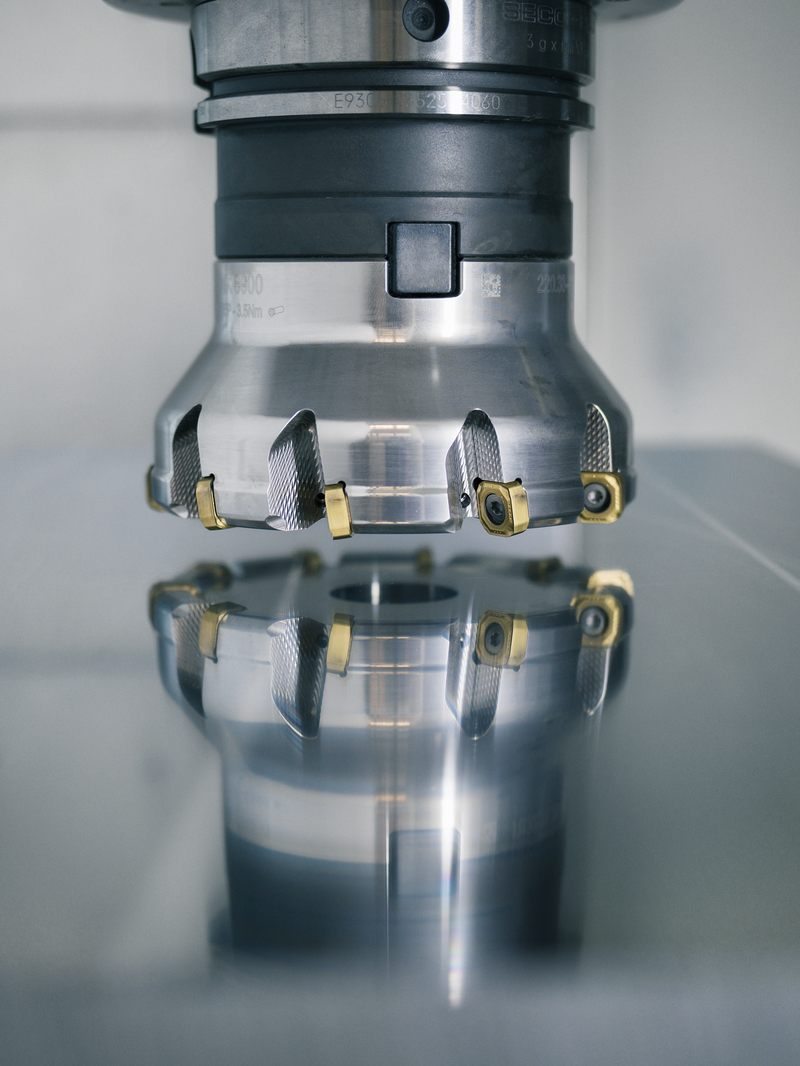
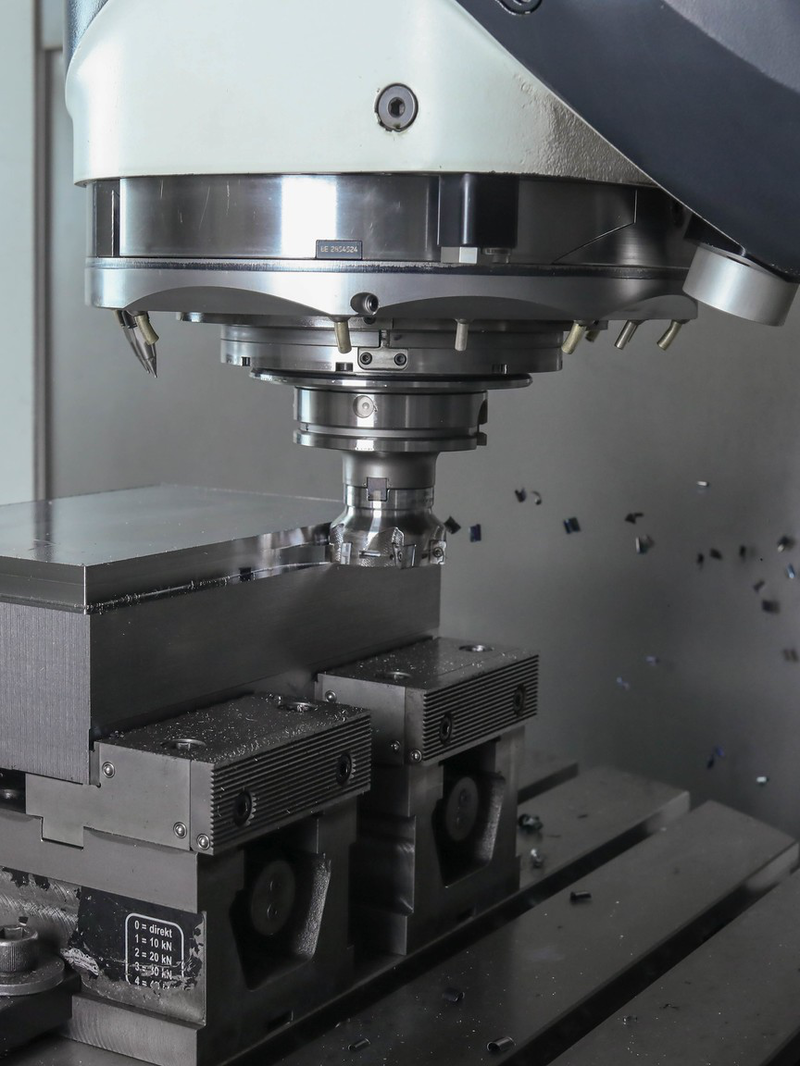
ランピング加工が可能な工具は、ヘリカル補間フライス加工に適しています。超硬ソリッドエンドミルは直径 20 mm 以下の穴を補間できますが、スローアウェイタイプ工具の Seco Helical Turbo 16 Milling Cutters は、多くの加工除去が必要な、大きな径の穴やポケット加工に適しています。スローアウェイ工具を使用する際には、超硬ソリッドエンドミルのように中心部で切削できないため、加工適用する場合は正しいカッタ径を選択することが重要です。
その際、 穴径補間 では、CVD コーティングされたインサートは工具全体を介して発生した切削熱を放散しますが、さらに PVD コーティングは穴加工に適しています。
ヘリカル補間ランピング角度は 0.5 ~ 1 度の範囲に保つ必要があります。
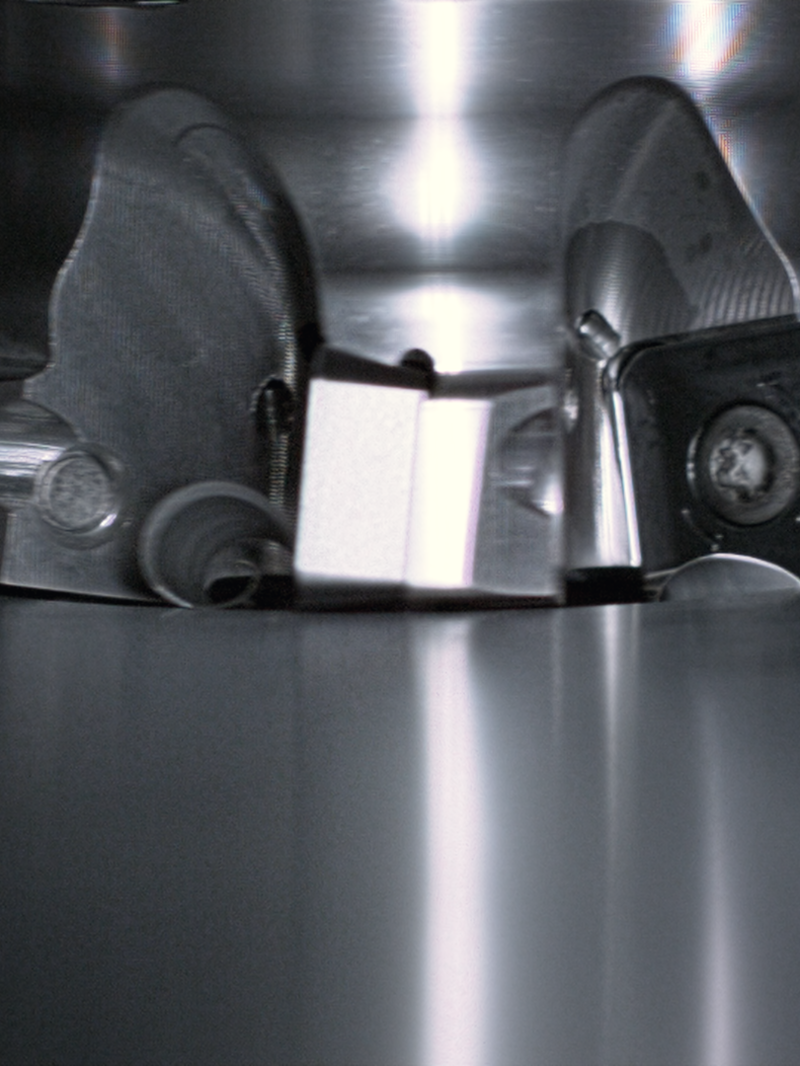
切り屑の排出性能は、円弧ヘリカル補間プログラムにおいて非常に重要です。補間加工時に工場が最も避けたいことは、切り屑を噛み込み切削する状態です。スピンドルスルーエアブラストは、鋼材や鋳鉄をフライス加工する際に切り屑を除去する優れた方法です。クーラント供給は、ステンレス鋼、耐熱合金、アルミニウム合金の補間加工時の切り屑の排出除去に最適です。ただし、クーラントを供給する場合は、熱亀裂が発生する可能性があるので注意してください。
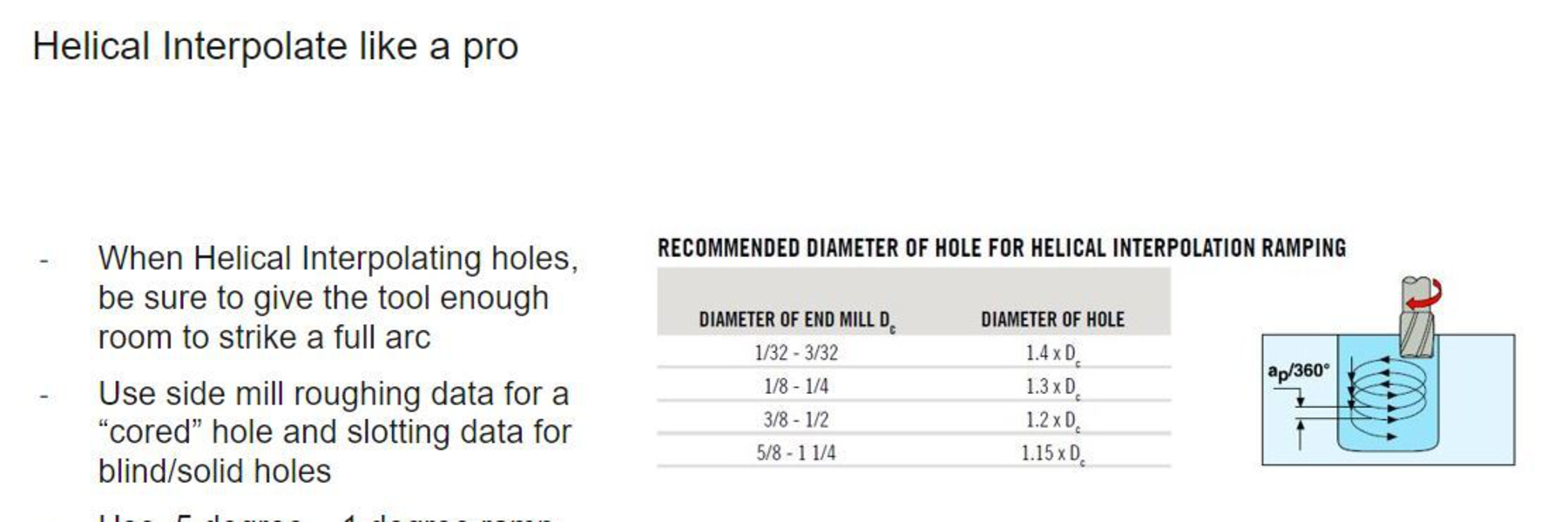
加工穴径も切り屑排出に関して考慮すべき重要な要素です。大きすぎる工具径のエンドミルで穴を補間加工すると、適切な加工と切り屑排出のための十分なスペースが確保できなくなります。工具で補間できる最小の加工穴径を計算する方法については、「プロフェッショナルからのアドバイス」を参照してください。
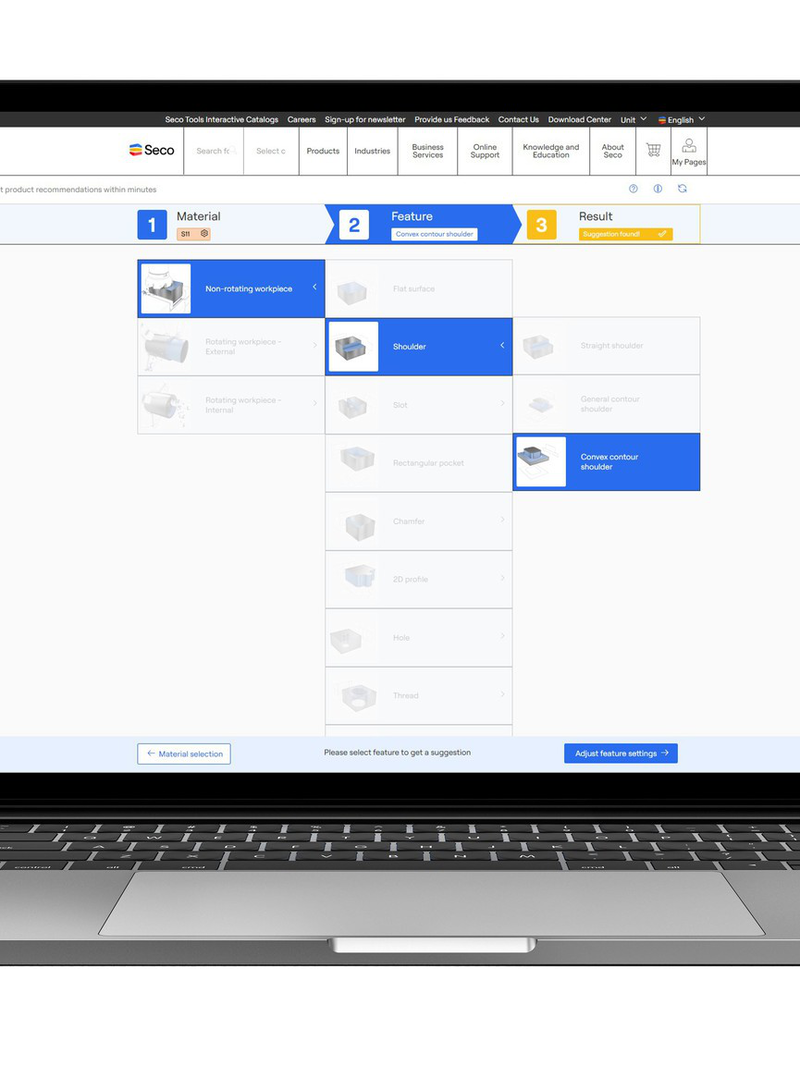
プロフェッショナルからのアドバイス:工具の最小加工穴径を計算
この #SecoTechTalk では、Seco プロダクトマネージャーの Jay Ball が、エンド ミルでヘリカル補間加工できる最小穴径の計算方法を説明しています。工作機械が円弧動作を開始させるのに十分な時間を確保し、切り屑排出性を確保するための加工径は、エンドミルカッタ径の 30% 増大させた値に設定します。結果的には、エンドミルで補間加工できる最小穴径になります。プロフェッショナルのように補間加工できるようになる Jay のアドバイスをチェックしてください。
機械加工を最大限に活用するためのアドバイスについては、 Seco’s Instagramの Jay の #SecoTechTalk のエピソードをご覧ください。機械加工をより効率的で環境維持の持続可能を有効にする実用的なアドバイスを見つけることができます。次に何について聞きたいかを知らせてください。
Internal Coolant Turbo 16 Square Shoulder Milling Cutter
Internal Coolant channels on Turbo 16 Square Shoulder Milling
XVE540 - High Performance - Square - Universal - 3-4 Flutes
High Performance Machining X-Head Mills
XSE450 - High Performance - Square - Aluminum - 3 Flutes
High Speed Machining X-Head Mills
XHT740 - High Speed - Taper Shape - ISO-M and ISO-S - 4-6 Flutes
Turbo 16 - Secure your square shoulder milling operations
What you need to know about chip formation
加工における工具摩耗パターン
機械加工の振動とは何ですか?また、その低減方法は?
航空機産業サプライチェーンの複雑さを克服
Nanojet システムによるリーミングの達成
刃先交換式インサートによる高送り加工の8つの利点
ハイフィード加工 vs 従来式加工:より速い選択をする
エンドミル加工における11の工具摩耗パターン
Get a free My Pages account and start saving time
Digitally match your tool with a holder, saving precious time
エンジン車から電気自動車へ – なぜ穴あけ加工は今も自動車生産の中核なのか
Square shoulder milling: principles, applications, and best practices