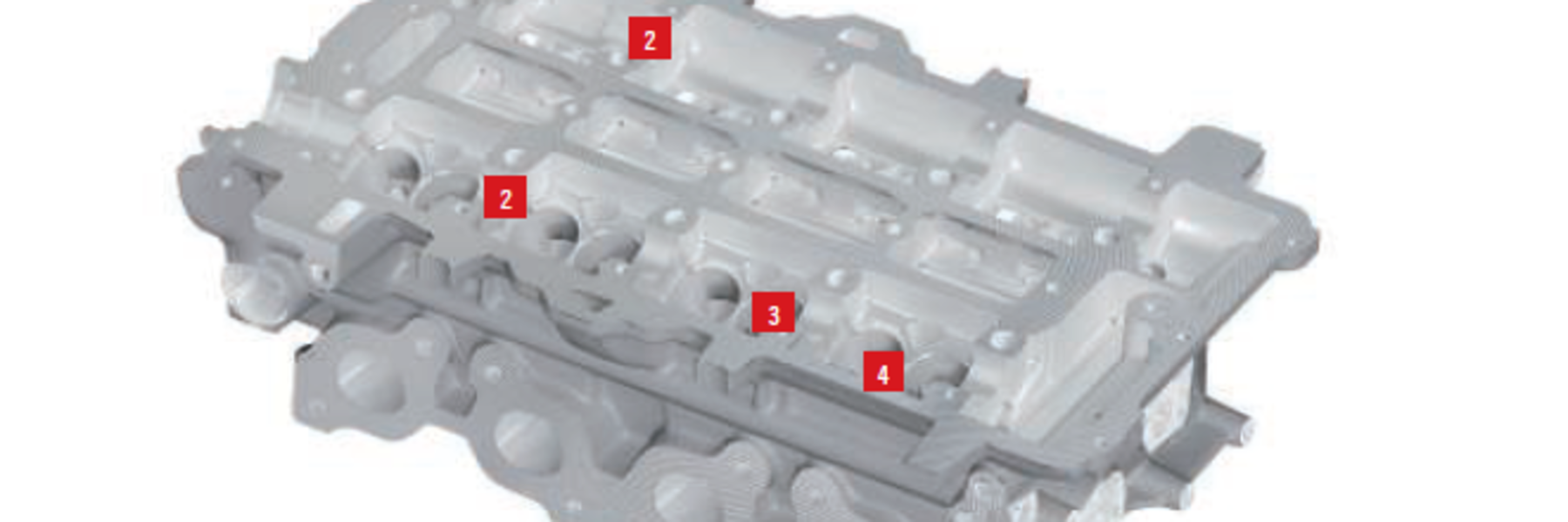
缸盖
缸盖的设计是降低燃油排放量和满足严格的政府法规的关键。因此,此类零件对加工质量的要求非常高,涉及非常复杂和高要求的加工操作以及非标刀具。
您面临的挑战
- 高效可靠地切除不规则余量
- 在加工不规则余量、铸造表面和毛糙表面时保持生产率
- 对气门弹簧座和挺杆孔进行高效可靠的粗加工
- 用最佳质量和工艺安全性精加工挺杆孔
- 高效粗加工燃烧室和导管孔口
- 高质量并可靠的加工气门座底孔和导管底孔
- 在精加工气门阀座和导管孔时满足质量和生产率要求
- 在大批量孔加工时缩短加工节拍并确保可靠性
- 根据表面粗糙度和平面度需求精加工零件,保持高生产效率和可靠性
- 快速、高质量且可靠地大批量钻孔
- 精加工凸轮轴孔时保证质量、生产率和可靠性要求
- 在加工大量高质量深孔时将加工节拍降至最低
| 您面临的挑战: | | 高效可靠地切除不规则余量。 |
| 我们的解决方案: | | R220.91 的直径范围为 50 mm 至 125 mm,通过使用同时适用于粗加工和精加工的刀片槽型,能以最佳的性能切除不规则余量。钢制刀体经过动平衡处理并带内冷通道,同时带 PCD 刀尖的刀片最大限度地提升了金属切除率和刀具寿命。其优点包括:高精度、延长刀具寿命及减少机床主轴的磨损。 |
| 产品: | | R220.91 非标平面铣刀 |
| 您面临的挑战: | | 在加工不规则余量、铸造表面和毛糙表面时保持生产率。 |
| 我们的解决方案: | | 非标 PCD 球头铣刀具有 PCD 刀尖,提供长久且可预测的刀具寿命,同时带有内冷通道以最大化地提升加工性能。该刀具集成 HSK 刀柄并经过良好的动平衡处理,通过减少刀具消耗和提高零件质量来降低成本和提供持续改进的可能。其优点包括:更高的工艺安全性和生产率。 |
| 产品: | | PCD 球头铣刀 |
3 - 高效可靠的粗加工
| 您面临的挑战: | | 对气门弹簧座和挺杆孔进行高效可靠的粗加工。 |
| 我们的解决方案: | | 为最大限度地提高生产效率,该非标刀具可以一次性完成钻削、锪孔和镗孔。使用 PCD 20 材质等级刀片可实现最高的金属切除率。其优点包括:通过可靠的复合工艺大幅地提高生产率。 |
| 产品: | | PCD 刀具 |
4 - 精加工挺杆孔
| 您面临的挑战: | | 在精加工挺杆孔时保持最佳的质量和工艺安全性。 |
| 我们的解决方案: | | 对于要求严格的尺寸公差和精确的形位公差的挺杆孔精加工,该非标刀具能以最短的加工节拍达到所需质量。该刀具经动平衡处理,并带内冷通道,其 PCD 刀尖在磨损后可进行重磨使得恢复到原始的工作状况,从而实现最长的可用刀具寿命。其优点包括:以更低的成本实现高质量产出。 |
| 产品: | | PCD 铰刀 |

5 - 高效粗加工
| 您面临的挑战: | | 高效粗加工燃烧室和导管孔口。 |
| 我们的解决方案: | | 为实现最高生产效率,该非标刀具可以一次性完成镗孔和锪沉孔。使用硬质合金 AL 槽型或 PCD 20 材质等级刀片实现最高的金属切除率。其优点包括:通过较高的工艺可靠性显著提升生产率。 |
| 产品: | | PCD 刀具 |
5 - 高质量的精加工
| 您面临的挑战: | | 高质量并可靠地加工气门座底孔和导管底孔。 |
| 我们的解决方案: | | 对于要求达到严格的尺寸公差和精确的形位公差的阀座导管的底孔精加工,该定制刀具能以最短的加工节拍达到所需质量。该刀具经过动平衡处理,并带内冷通道,其 PCD 刀尖在磨损后可进行重磨使得恢复到原始的工作状况,从而实现最长的可用刀具寿命。其优点包括:以更低的成本实现高质量的产出。 |
| 产品: | | PCD 铰刀 |
5 - 精加工气门阀座和导管孔
| 您面临的挑战: | | 在精加工气门阀座和导管孔时满足质量和生产率需求。 |
| 我们的解决方案: | | 非标 Bifix 铰刀集成 HSK 刀柄并将多种加工复合在一起。导管孔铰刀可选单刃或多刃结构,由硬质合金或 PCD 制成。加工烧结钢气门阀座时,采用了享有专利的可调刀夹,以实现最大安全性。4 刃整面的 CBN 刀片对阀座上的不同倒角进行组合精加工,并且该刀具进行精密动平衡处理,将主轴的磨损降至最低。其优点包括:在降低每件成本的同时提高加工的稳定性。 |
| 产品: | | BifixTM 铰刀 |
| 您面临的挑战: | | 在大批量孔加工时缩短加工节拍并确保可靠性。 |
| 我们的解决方案: | | 此刀具配备低摩擦 PCD 刀尖和高强度槽型,提供更高的工艺安全性以及更长且可预测的刀具寿命。锋利的切削刃提高了孔的质量并减少了出口毛刺,此外,该刀具还能使用更激进的切削参数,使其成为提高高速加工中心生产率的理想方法。其优点包括:优异的产品质量并通过较高的产量来降低成本。 |
| 产品: | | PCD 阶梯钻头 |
7 - 保持高生产率和可靠性
| 您面临的挑战: | | 在根据表面粗糙度和平面度要求精加工零件时,保持较高的生产率和可
靠性。 |
| 我们的解决方案: | | R220.91 的直径范围为 50 mm 至 200 mm,通过适用于精加工的刀片槽型实现最佳的性能。钢制刀体经过动平衡处理并带内冷通道,同时带 PCD 刀尖的刀片最大限度地提升了金属切除率和刀具寿命。其优点包括:高精度、延长刀具寿命及减少机床主轴的磨损。 |
| 产品: | | R220.91 非标平面铣刀 |

8 - 大批量钻孔
| 您面临的挑战: | | 快速、高质量且可靠的大批量钻孔。 |
| 我们的解决方案: | | 山高 Feedmax 倒角钻头在处理斜面出口或贯穿孔时拥有出色的性能,它采用轻快切削的 N 槽型和特殊的刃口处理,以提升工艺安全性和刀具寿命。该刀具还包含低摩擦镀层,同时使用四个刃带以提高稳定性。其优点包括:在加工具有挑战性、高公差要求的孔时保证生产效率。 |
| 产品: | | 山高 FeedmaxTM 倒角钻头 |
9 - 精加工凸轮轴孔
| 您面临的挑战: | | 精加工凸轮轴孔时保证质量、生产率和可靠性的要求。 |
| 我们的解决方案: | | 每对非标刀具(引导铰刀及长铰刀)都使用单刃可转位 PCD 刀片和多个导向条的结构,以保持完美的公差、圆度、同轴度和表面粗糙度。较短的引导铰刀加工两个凸轮轴孔上的第一个轴承,而较长的铰刀则随后加工两个凸轮轴孔上的所有轴承。内冷通道实现了最佳排屑性能。其优点包括:在此特殊应用的成熟工艺中实现绝佳的精度。 |
| 产品: | | Bifix® 铰刀 |
10 - 将加工节拍降至最低
| 您面临的挑战: | | 在加工大量高质量深孔时将加工节拍降至最低。 |
| 我们的解决方案: | | 山高 Feedmax SD230A 拥有锋利、正角和坚固的切削刃,提供极佳的钻孔质量,并且可以加工深达 30 倍的深孔。优化的槽型确保工艺安全性、较长的刀具寿命以及出色的铝合金加工性能,同时也减少了出口毛刺并最大程度地降低工件变形。其优点包括:可靠、高效且经济实惠的孔加工。 |
| 产品: | | Seco FeedmaxTM SD230A | |