Loading...
滚珠轴承位置
转向节生产
滚珠轴承位置:
您的挑战:
提高粗加工中的生产率并降低每道工序的刀具成本。
我们经过验证的解决方案:
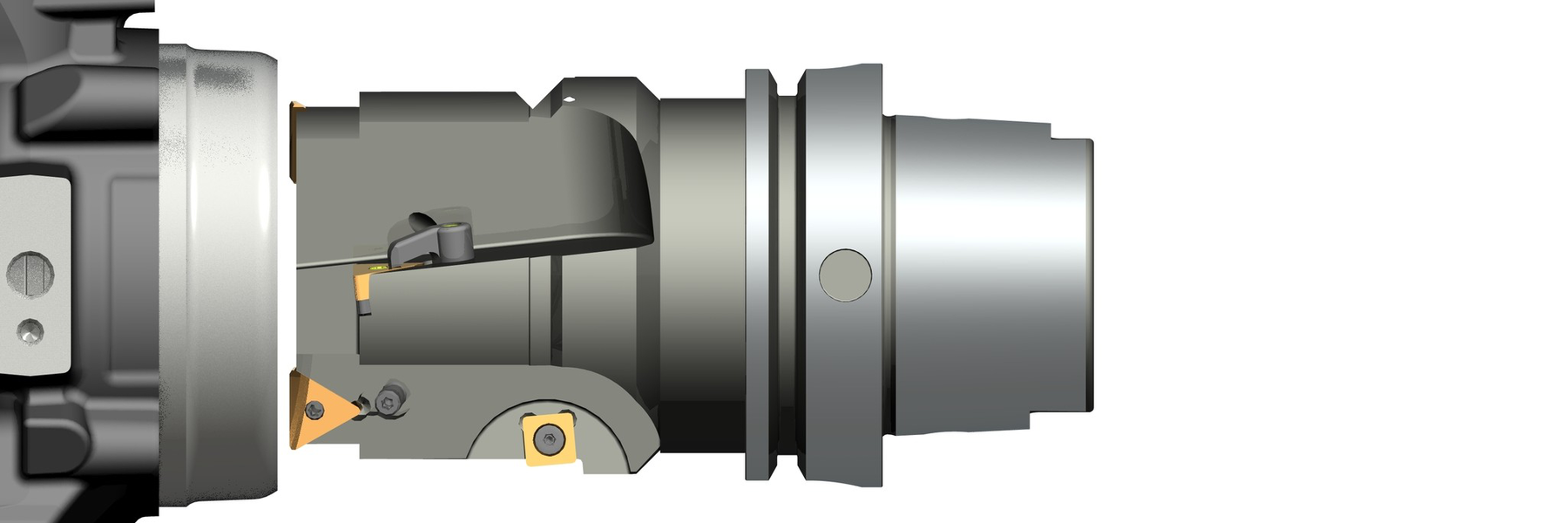
使用双面 ISO / ANSI 刀片的阶梯粗镗刀具。山高开发了一整套新型 Duratomic
®
材质,可在 TP 材质的锻钢和 TK 材质的球墨铸铁上应用高切削参数。
滚珠轴承位置:
您的挑战:
提高粗加工和半精加工的生产率并降低每道工序的刀具成本。
我们经过验证的解决方案:
使用阶梯镗削刀具进行粗加工和半精加工,使用装有正前角 ISO / ANSI 刀片的可调节刀夹。为了在铝制转向节上实现速度和经济性的强大平衡,山高建议在 KX 级或 PCD20 级刀片中使用 -AL 槽型。
滚珠轴承位置:
您的挑战:
以最短的循环时间获得所需的槽和底切。
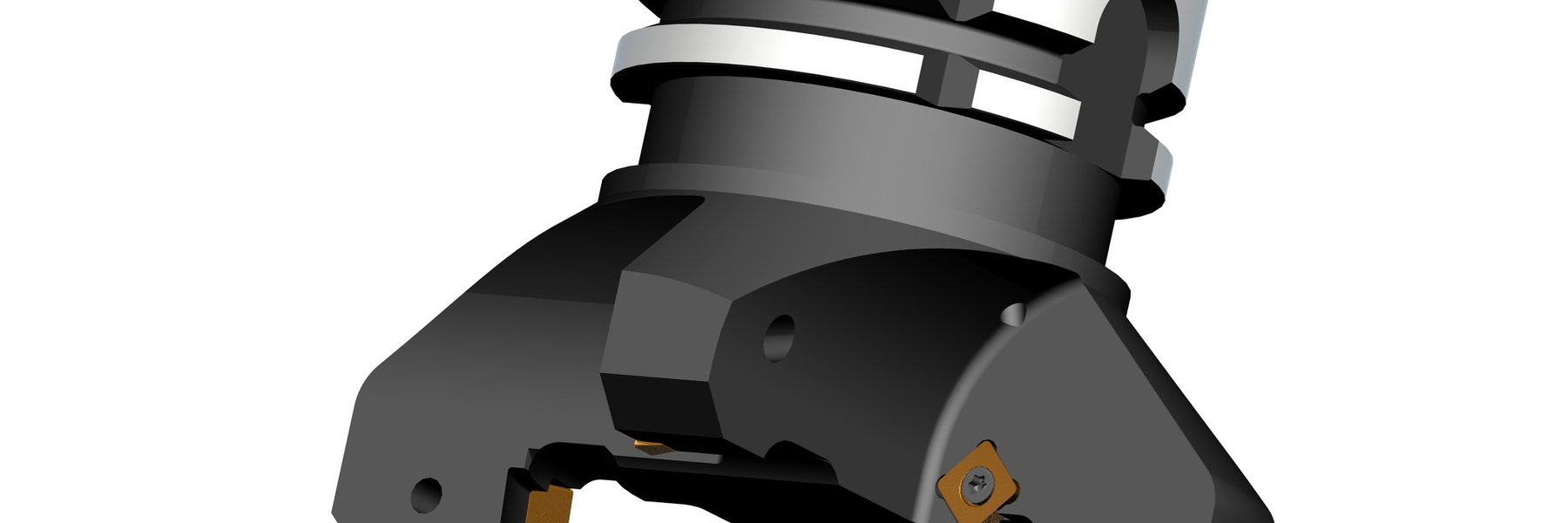
我们经过验证的解决方案:
阶梯式多齿切槽刀具,使用定制的切槽刀片加工卡簧槽,并使用 ISO / ANSI 车削刀片加工底切槽。这种刀具概念能够通过选择不同的刀片材质和切削参数来加工不同的工件材料。
滚珠轴承位置:
您的挑战:
为轴承位置的精加工建立高效、安全的流程。
我们经过验证的解决方案:
Xfix™ 铰刀在保持高精度输出的同时最大限度地缩短循环时间,使用多达 9 个齿来提供高进给率,同时保持高达 IT6 的公差。坚固稳定的刀片夹可确保加工安全性,而预加载的导条可防止振动并提高稳定性。您的优势包括在不牺牲生产线生产率的情况下实现严格的公差。
滚珠轴承位置: 外径:
您的挑战:
以最少的刀具和换刀获得所需的零件几何形状。
我们经过验证的解决方案:
这种外径车削、半径成形和外径倒角刀具的组合实现了卓越的性能,该刀具使用标准刀片进行倒角和车削,使用更改的标准进行半径成形。为了提高生产率和经济性,山高开发了一整套新型 Duratomic
®
材质,允许在 TP 材质的锻钢和 TK 材质的球墨铸铁上以高切削参数进行加工。对于铝制转向节,我们建议使用 -AL 等级或 PCD20 等级。
HOME