PASİF/DINAMİK TİTREŞİM KONTROL TEKNOLOJİSİ METAL İŞLEME ÜRETKENLİĞİNİ ARTIRIYOR
Kontrolsüz titreşim metal işleme operasyonlarında birçok soruna yol açmaktadır. Kesme işleminde karşılaşılan değişken kuvvetler parça yüzey kalitesini azaltan, kesici takımların hızla aşınmasına veya kırılmasına yol açan ve tezgah bileşenlerine hasar veren titreşime ve gürültüye yol açar. Ürün tasarımındaki trendler de titreşimi hızlandırabilir. Üreticiler, ürünün mukavemetini artırmak ve montaj maliyetlerini azaltmak için parça işlerken monolitik iş parçalarını daha fazla kullanmaya başlamıştır. Parçaların iç özelliklerini üretmek için takımların derin boşluklara erişebilmesi gerekir. Takım boyunun uzaması ise titreşimi artırır. Titreşimi en aza indirgemek için kesme parametrelerini azaltmak üretkenliği düşürür ve üretim maliyetini artırır.
Titreşim kontrolüne ilişkin çeşitli yaklaşımlar arasında en önemlilerinden biri, titreşimi oluşup işleme faaliyetini kesintiye uğratmadan önce absorbe eden ayarlı kütle sönümleyici konseptlerinin kullanıldığı pasif/dinamik sistemlerdir.
Yaygın bir Sorun Olarak Titreşim
Sanayinin tüm sektörlerinde titreşim, tahrip edici bir durum olarak kabul edilmektedir. Tekrar eden çalışmalar ve/veya harici kuvvetler bir makine, bina ya da köprü içinde rezonansa yol açan ve nihayetinde tehlikeli bir büyüklüğe erişen ortak bir hareket oluşturur. Üreticiler ve imalatçılar titreşimin üstesinden gelmek için sıklıkla ayarlı kütle sönümleyici konseptlerini kullanırlar. Ayarlı kütle sönümleyici bir makine veya yapının içinde asılı duran ve istenmeyen titreşim ile birlikte faz dışı rezonans oluşturmak, enerjisini absorbe etmek ve titreşim hareketini en aza indirgemek için tasarlanan bir bileşendir.
Metal İşleme Alanında Titreşim
Metal işleme alanında titreşim, talaş imalatı sırada meydana gelen değişken kuvvetler tarafından oluşturulur. Darbeli kuvvetler frezeleme sırasındaki aralıklı kesme işlemi sırasında belirgin olup talaşlar oluşup koparken takım tutucu baranın düzenli aralıklarla yük aldığı ve yük boşalttığı sırada tornalama operasyonlarında da görülür.
Metal işleme alanında titreşim kontrolüne yönelik pasif yaklaşım işleme sistemine ait elemanların rijitliğini en üst düzeye çıkarmayı gerektirir. İstenmeyen hareketleri kısıtlamak üzere bir işleme tezgahı rijit yapı elemanları kullanılarak daha büyük ve daha ağır olacak şekilde imal edilebilir ve içine beton ya da başka bir titreşim emici malzeme doldurulabilir. İş parçası açısından ince duvarlı parçalar ve desteklenmeyen kesitlere sahip parçalar işlenirken titreşime daha açıktır. Sınırlı bir seviyeye kadar parçalar rijitliği artıracak şekilde yeniden tasarlanabilir. Ancak bu tip tasarım değişiklikleri sonucunda ağırlık artabilir ve ürün performansı azalabilir.
Kesici takımlar açısından titreşim kontrolüne yönelik pasif yaklaşım kısa, rijit takımların kullanılmasını ve çelik gövdeli takım tutucular yerine sert tungsten karbürden imal edilenlerin kullanılmasını içerir.
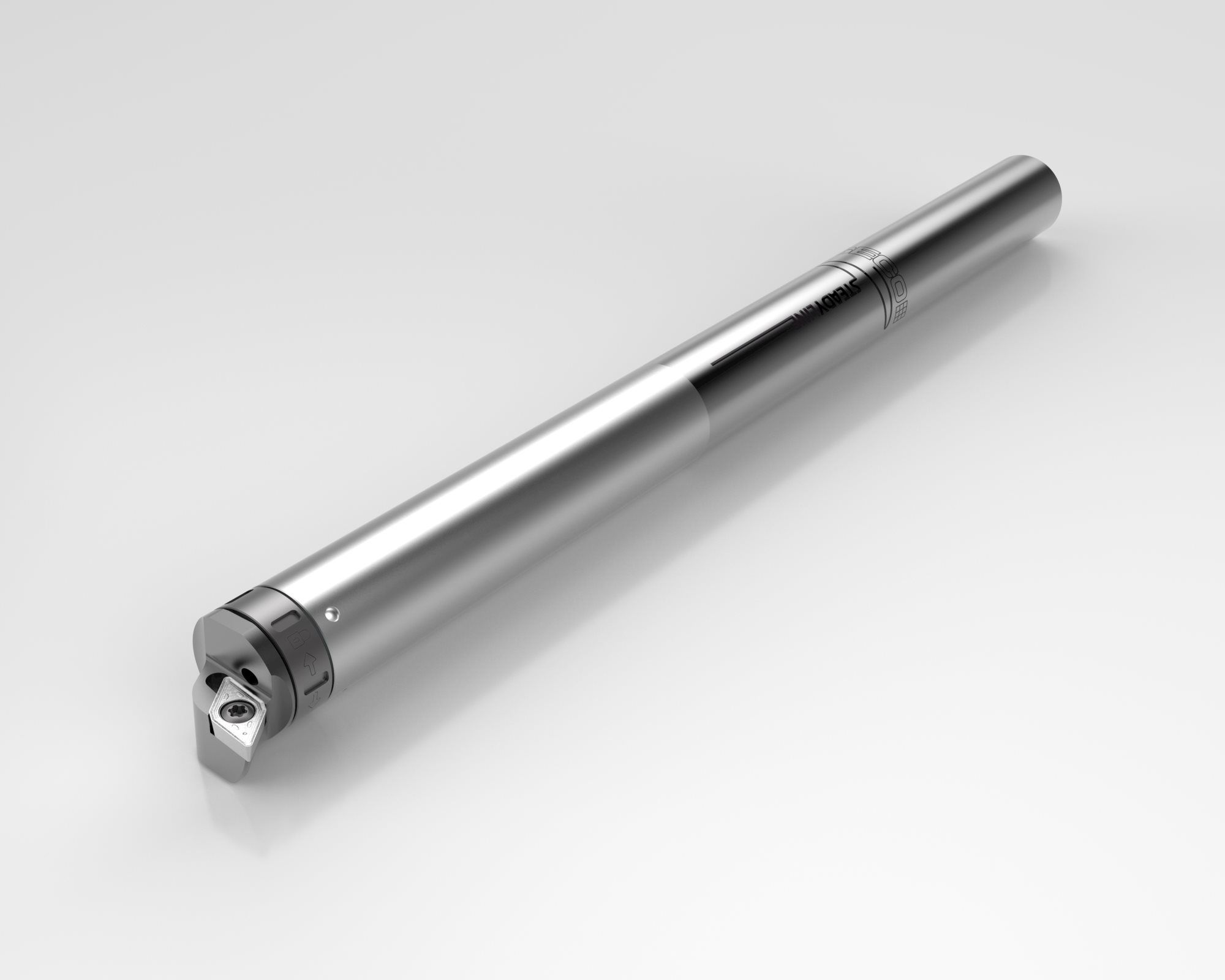
Takımlar açısından titreşim kontrolüne yönelik pasif yaklaşımda ayarlı kütle sönümleyici konsepti uygulanır. Seco tarafından sunulan Steadyline sisteminde radyal emici elemanlar yoluyla takım tutucu baranın içinde asılı duran, toplam boyutu en aza indirgemek amacıyla yüksek yoğunluklu malzemeden imal edilmiş bir sönümleyici kütleden oluşan önceden ayarlı titreşim sönümleyici bulunmaktadır. Titreşim kesici takımdan baranın gövdesine aktarıldığı anda sönümleyici kütle tarafından emilir.
Klasik takım: titreşim tezgahın fener miline doğru ilerler (Şekil 1)
Pasif/dinamik titreşim sönümleyici takım: titreşim sönümleyici titreşimi ilerlemeden önce emer (Şekil 2)
Steadyline sistemi parçanın yüzey kalitesini artırır, takım ömrünü uzatır ve tezgah üzerindeki gerilimi azaltırken, tipik uzun kullanım boyu gerektiren işlemlerin sönümleyici olmayan takımlara göre en az iki kat daha hızlı gerçekleştirilmesini sağlar. Pasif/dinamik titreşim sönümleme teknolojisi, minimal işleme parametreleriyle bile gerçekleştirilmesi mümkün olmayan bara çapının 10 katına kadar olan takım uzunluklarının kullanımı gibi belirli uygulamaların gerçekleştirilmesine olanak sağlayabilir.
Pasif/Dinamik Çalışma İlkeleri
Şekil 1 ve 2'de Steadyline dinamik/pasif titreşim kontrol sisteminin çalışma ilkeleri gösterilmiştir. Şekil 1'de klasik bir monoblok takım tutucunun titreşimle ilgili özellikleri kütlesi (M1), rijitliği (K1) ve özündeki sönümleme özellikleridir (K'1). Bu özellikler MKK' sistemi adı altında bir araya getirilmiştir. Çalışma sırasında Fe ile gösterilen bir kesme kuvveti tutucuda bir hareket (titreşim) başlatır.
Steadyline sistemi (Şekil 2) uygulandığında kütlesi M2, rijitliği K12 ve yoğunluğu K'12 olan ikinci bir MKK' sisteminin özellikleri eklenir. MKK' sistemi S2, orijinal MKK' sistemiyle aynı doğal frekansa sahip olacak şekilde geliştirilmiş olup istenmeyen titreşim ile birlikte faz dışı rezonans frekansa sahip olacak şekilde geliştirilmiş olup istenmeyen titreşim ile oluşturarak titreşimin enerjisini emer ve titreşim hareketini sönümler.
Steadyline sisteminde titreşim sönümleyici kütle sapma potansiyelinin en yüksek olduğu baranın ön kısmına yerleştirilmiştir ve titreşim kesici takımdan baranın gövdesine aktarıldığı anda bu kütle tarafından emilir. Steadyline sisteminde ayrıca titreşim sönümleme etkisini en üst düzeye çıkarmak amacıyla kesme kenarını sönümleyici kütleye yakın bir konuma yerleştiren kısa, kompakt GL kesici takım kafaları da bulunur. Sistem çok çeşitli uygulamalara adapte edilebilir ve en çok frezeleme (çevresel frezeleme, yuva açma ve kanal açma), tornalama ve hem kaba hem de hassas baralama operasyonlarında faydalı olur.
Uygulama Karşılaştırmaları
Steadyline sisteminin etkinliğine verilebilecek en iyi örneklerden biri 42CrMo4 çeliğinde yapılan zorlu bir baralama operasyonudur. Burada silindirik yapıdaki 105,8 mm'lik deliğin 3 mm'lik kesme derinliğinde beş kaba paso ile konik yapıdaki 129 mm'lik bir deliğe genişletilmesi gerekmiş olup derinlik 0 mm ile sonuçlanmıştır. 80 mm çaplı bir bara ile ilk kesme uzunluğu
600 mm olup takımın boy/çap oranını 7,5'e çıkarmıştır. Kaba işleme 0,3 mm/devirlik bir ilerleme oranı ve 157 m/dakikalık bir kesme hızıyla gerçekleşmiştir. 0,5 mm kesme derinliği, 0,2 mm/devirlik ilerleme oranı ve 200 m/dakikalık kesme hızında son olarak 130 mm'lik çap elde edilecek şekilde işlenmiştir. İş parçasının kalınlığı Steadyline baranın tam devirde ilerleme kapasitesini kullanmayı engellese de Steadyline pasif/dinamik titreşim kontrol sisteminin kullanılması sayesinde işleme süresi 12 saatten 2 saate düşürülmüştür (yüzde 80'den fazla).
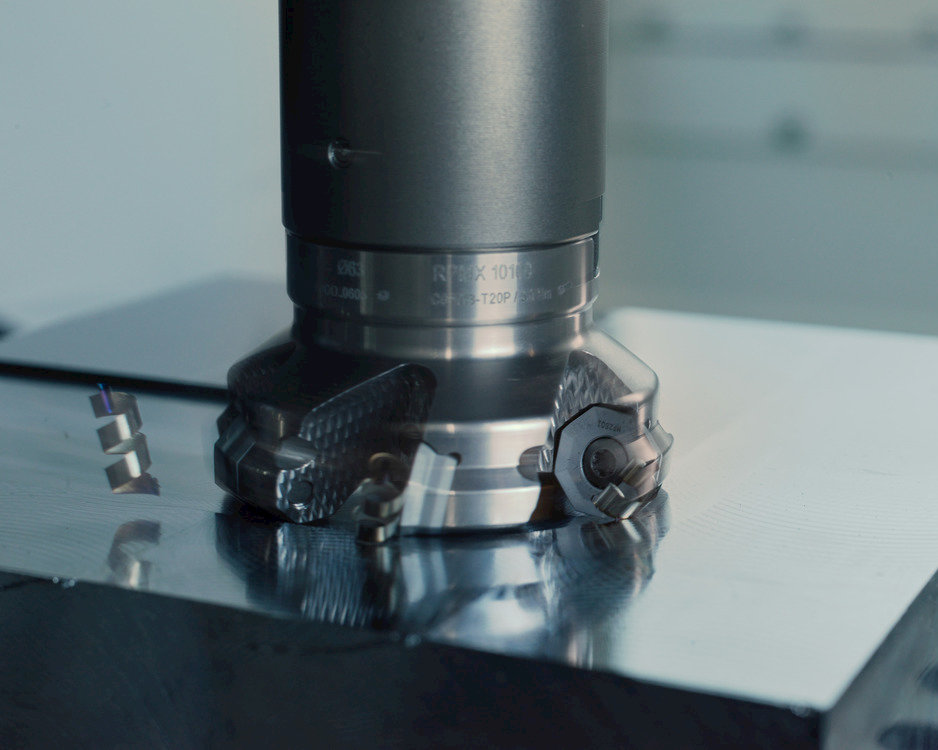
Steadyline sisteminin kenar frezeleme işlemlerindeki faydaları şu örnekle gösterilebilir. Pasif/dinamik titreşim kontrolü uygulanmayan bir Combimaster frezeleme takımı tutucusu 20 mm çaplı bir frezeyle 312 m/dakika kesme hızında ve 0,9 mm kesme derinliğinde 0,3 mm/ağız ilerleme oranında 1.1206 CK50 kalitesindeki çeliğe uygulanmıştır. Aynı takımın Steadyline sistemine sahip olan versiyonu, eski versiyonla aynı kesme hızında ve ilerleme oranında uygulanmış ve titreşim olmadan 2,2 mm'lik kesme derinliğine ulaşılmıştır (2,3 kat daha fazla).
Sonuç
Petrol ve gaz, enerji üretimi ve havacılık ve uzay sektörlerinde faaliyet gösteren müşterileri için ekipman üreten firmalar pasif/dinamik titreşim kontrol sistemini en çok kullanması gereken firmalardır çünkü bu sektörlerin her birinde uzun kullanım boyunda takımlar gerektiren özelliklere sahip büyük, kompleks parçalar sık sık kullanılmaktadır. Ayrıca bu parçalar genellikle işlenmesi zor olan sert alaşımlardan üretilir ve dolayısıyla titreşime yol açan yüksek kesme kuvvetleri oluşturur. Ancak hemen her üreticinin, Steadyline takımlarının titreşim sönümleme özelliklerinin kapasitelerine katkıda bulunacağı, üretkenliklerini artıracağı ve maliyetlerini azaltacağı uygulamalarla karşı karşıya olduğu bir gerçektir.
Ek bilgi
Steadyline Donanımları, Montajı ve Uygulamaları Hakkında Bilinmesi Gerekenler
Donanım Bilgileri
Steadyline pasif/dinamik titreşim kontrol sisteminde çok çeşitli üretim gereksinimlerini karşılayacak şekilde bir araya getirilebilen birçok frezeleme, tornalama ve baralama donanımları bulunmaktadır.
Tornalama takımı sistemi tornalama ve baralama işlemlerinde kullanılabilir ve 32 mm, 40 mm, 50 mm, 60 mm ve 80 mm'nin yanı sıra 2,5 inç ve 3,0 inç ebatlarında 7 sap çapı sunmaktadır. Her bir çap için 6xD, 8xD ve 10xD olmak üzere üç takım uzunluğu ve çok çeşitli fener mili bağlantılarına sahiptir. Bunlar arasında 32 mm ile 80 mm arasında metrik, 1,25 inç ila 3 inç İngiliz ölçü biriminde silindirik saplar ile birlikte Seco-Capto ve HSK-T/A bulunmaktadır.
Hızlı ve kullanışlı bir somun sistemiyle sabitlenen polylob tabanlı hassas bağlantılarla kompakt GL kesici takımı kafaları 50 mm veya daha küçük çaplı baralara tam oturmaktadır. 60 mm veya daha geniş çaplı baralarda dört Graflex vida ile kilitlenen ve 0˚/180˚ konumlandırmaya olanak sağlayan BA bağlantılar bulunur. Söz konusu daha geniş baralar BA-GL adaptörlerle ve GL50 kesici takımı kafalarıyla tornalama, özel takımlar halinde sunulan BA baralama kafalarıyla baralama işlemleri için kullanılabilir.
Sol ve sağ yönlü kesme yapabilen versiyonlarıyla GL kafaları kaba ve hassas baralama uygulamalarının yanı sıra tornalama işlemleri için kullanılabilir. Kaba işleme için negatif uçlar, finiş frezeleme için pozitif uçların yanı sıra diş açma, kanal açma ve dilimleme için uçlar sunulmaktadır.
Çok çeşitli standart takımlara ek olarak Seco, çoklu kesme kenarlarına sahip baralar ve özel uygulamalara yönelik çok uzun baralar (iki metreden uzun) gibi özel sorunların çözümüne yönelik teklifler de sunmaktadır.
GL bağlantısı
BA bağlantısı
Frezeleme işlemleri için Combimaster 20 mm ile 40 mm arasında çaplar için Combimaster değiştirilebilir kafalı frezeleme takımları ve 40 mm ile 160 mm arasında çaplar için yüzey freze tutucuları içeren Steadyline titreşim kontrol konfigürasyonları mevcuttur. Hem Combimaster hem de yüzey frezeleme versiyonları birçok uç stiliyle dik kenar, kopya frezeleme, uç frezeleme, yüzey frezeleme, dalma ve disk frezelemenin yanı sıra çevresel frezeleme ve helisel enterpolasyon ile yokuş frezeleme gibi uygulamalara uygundur. Takım gövdelerinin konik takviyeli silindirik şekilleri ağır frezeleme uygulamalarında yüksek statik ve dinamik tutarlılık sağlamaktadır. Frezeleme tutucuları için Seco-Capto, HSK-A, BT, CAT ve DIN (bir sivri yüzey versiyonuyla birlikte) fener mili bağlantıları mevcuttur.
Frezeleme uygulamalarına yönelik özel takımlar arasında Shrinkfit bağlama ve özel pensler gibi özel bileşenler sayılabilir.
Takım Montaj Yönergeleri
Steadyline takımları temelde "tak ve kullan" tipi ürünlerdir. Yerleşik sönümleme sistemi başka bir işlem gerektirmeden kullanmaya hazırdır. En iyi sonuçların elde edilebilmesi için baraların uzatma veya kısaltma parçası olmadan doğrudan tezgaha monte edilmesi gerekir. Takımları bir tezgaha monte ederken rijit, eş zamanlı yüzey ve konik temas noktaları ile kesme kenarını tam konumlandırmayı sağlayan yüksek bükülme direncine sahip Seco-Capto sistemi önerilir.
Seco-Capto kullanılamayan durumlarda silindirik baraların bölünmüş bir delik barası tutucusuna bağlanması ve bara üzerindeki ikinci çizgiyle gösterilen 4xD noktasına takılması gerekir.
Uygulama İpuçları
Steadyline takımlarının uygulamasında dikkat edilmesi gereken bazı noktalar vardır. Klasik bir barayı pasif/dinamik Steadyline ünitesiyle değiştirirken sistemin sönümleme tepkisini tam olarak tetiklemeye yeterli titreşimler oluşturmak için kesme koşullarını iyileştirmek gerekebilir. Buna ek olarak, uzun kullanım boylarına sahip baralar bükülebilir ancak titreşim oluşturmaz ve dolayısıyla, programlanandan daha küçük çaplar üretebilir. İşlemi daha hafif üç pasoya bölmek bükülmeyi ortadan kaldırır ve programlanan çapın üretilmesini sağlar. Talaşların doğru şekilde boşaltılabilmesi için minimum işleme çapının bara çapına göre yeterince geniş olması çok önemlidir. Talaş boşaltmanın göz önüne alınması özellikle küçük ve derin deliklerde önemlidir. Talaş boşaltmaya yardımcı olması ve sıcaklığa karşı hassas olan baraya ısı aktarımının en aza indirgenmesi amacıyla soğutma sıvısı kullanımı tavsiye edilir.
Yazanlar: Pierre Zunino, Ürün Müdürü ve Yannick Groll, AR-GE Mühendisi