FREZELEME OPERASYONLARINDA MEKANİK YÜKLERİN KONTROL EDILMESİ
Bu, metal işleme takımlarını etkileyen yüklerin niteliği, etkileri ve kontrol edilmesi hakkındaki yazı dizisinin ikinci makalesidir. İlk makalede temel konseptler ve tornalama operasyonlarında takım geometrisi, ilerleme oranları ve mekanik yükler arasındaki ilişkiler ele alınmıştı. Bu makalede ise freze konumlandırmanın ve takım yollarının frezelemede mekanik yükler üzerindeki etkisi analiz edilmiştir. Tornalama sırasında tek kenarlı bir takımda sabit mekanik yükler oluşurken frezelemede, birden fazla kesme kenarı hızla değişen darbeli yüklere maruz kalmaktadır. Bu bağlamda, frezeleme çalışmalarında başarılı olmak için frezelemeye özgü bazı seçimler yapılmalı ve bazı özel noktalar dikkate alınmalıdır.Giriş
Bu, metal işleme takımlarını etkileyen yüklerin niteliği, etkileri ve kontrol edilmesi hakkındaki yazı dizisinin ikinci makalesidir. İlk makalede temel konseptler ve tornalama operasyonlarında takım geometrisi, ilerleme oranları ve mekanik yükler arasındaki ilişkiler ele alınmıştı. Bu makalede ise freze konumlandırmanın ve takım yollarının frezelemede mekanik yükler üzerindeki etkisi analiz edilmiştir. Tornalama sırasında tek kenarlı bir takımda sabit mekanik yükler oluşurken frezelemede, birden fazla kesme kenarı hızla değişen darbeli yüklere maruz kalmaktadır. Bu bağlamda, frezeleme çalışmalarında başarılı olmak için frezelemeye özgü bazı seçimler yapılmalı ve bazı özel noktalar dikkate alınmalıdır.
Sürekli değişen yükler
Bir frezeleme operasyonunu planlamanın ilk ve en temel adımı, bir parça üzerinde istenen özellikleri oluşturacak frezeyi ve uçları veya kesme kenarlarını seçmektir. Takım tedarikçileri kaba işleme veya finiş işleme geometrilerinde hemen hemen istenen tüm parça özelliğini üretecek şekilde tasarlanan yüzey frezeleri, parmak frezeleri, disk frezeleri ve başka frezeler sunmaktadır.
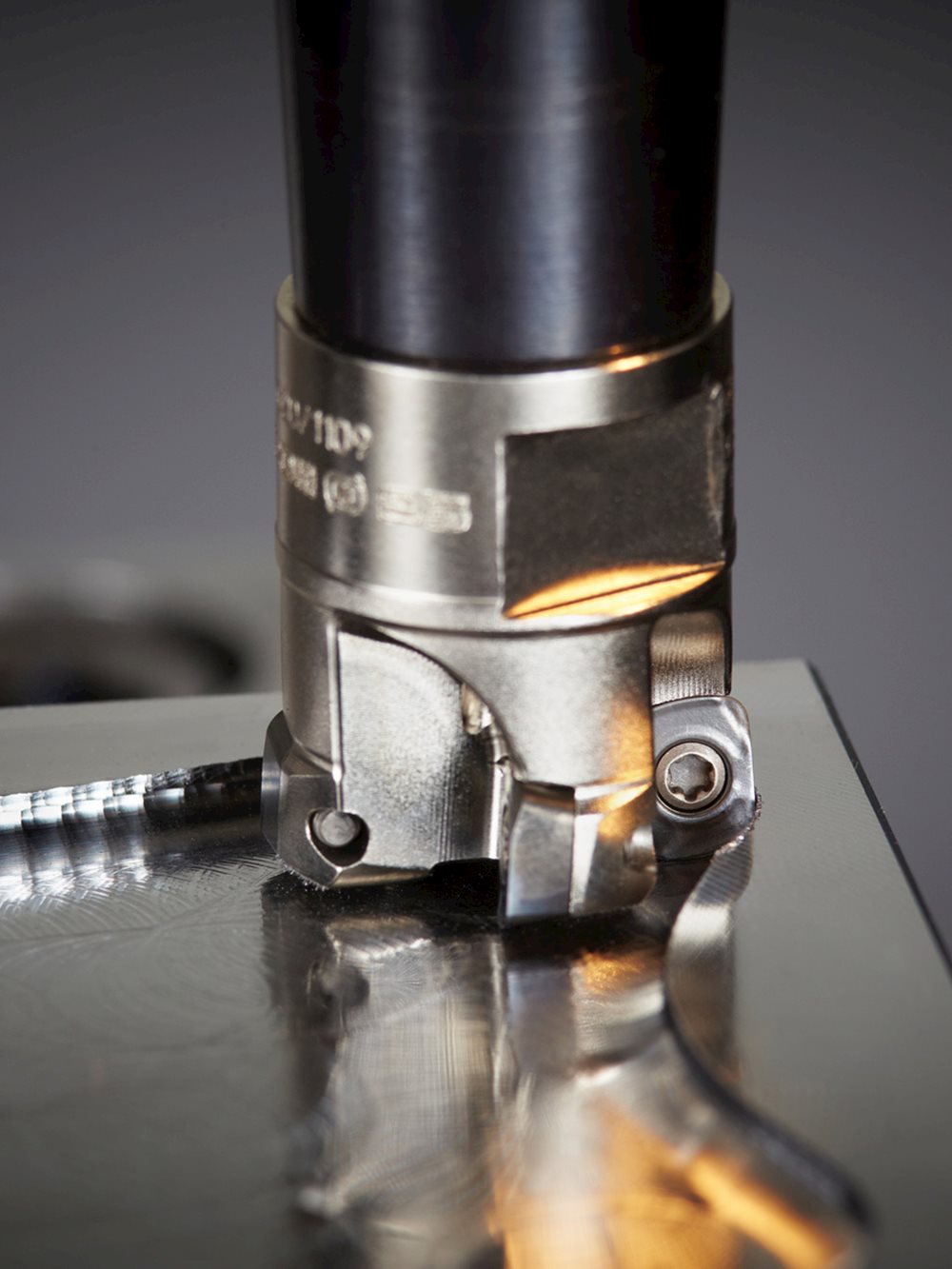
Hangi freze kullanılırsa kullanılsın operasyonda bunların kesme kenarları tekrar tekrar iş parçası malzemesine girip çıkacaktır. Frezeleme ağızları üzerindeki yükler giriş öncesinde sıfırdan başlayıp kesme sırasında en yüksek noktaya ulaşmakta ve çıkışta tekrar sıfırlanmaktadır. Amaç, frezeleme prosesindeki darbeli yükleri hafifletmek ve dolayısıyla takım ömrünü, üretkenliği ve proses güvenilirliğini en üst düzeye çıkarmaktır. Freze konumlandırma, giriş ve çıkış stratejileri ve talaş kalınlığının kontrol edilmesi, bu amaca ulaşmayı sağlayan en önemli unsurlardır.
İş parçasına yaklaşma
Frezeleme işlemlerindeki kesici takımlar üzerindeki yükler büyük ölçüde frezenin ve kesme kenarlarının iş parçasına girdiği yola göre belirlenir. Konvansiyonel ya da “Yukarı Yönlü” frezelemede freze, iş parçasının ilerleme yönünün tersine doğru döner. Climb ya da “Aşağı Yönlü” frezelemede freze, ilerlemeyle aynı yönde döner.
Bunun sonucunda konvansiyonel frezeleme işlemlerinde kesme kenarı, iş parçasına minimum talaş kalınlığında girer ve maksimum talaş kalınlığında çıkar. Bunun aksine climb frezeleme işlemlerinde kesme kenarı, iş parçasına maksimum talaş kalınlığında girer ve çıkışta talaş kalınlığı sıfıra düşer. Her iki durumda da operasyon sonucunda konik talaş oluşur.
Birçok durumda takım tedarikçileri, konvansiyonel frezelemenin sığ giriş kalınlığında oluşan sürtünmeyi en aza indirgemesi nedeniyle climb frezelemeyi önermektedir. Climb frezelemede iş parçası malzemesine tam kalınlıkta girmek aynı zamanda talaşa ısı aktarımını da kolaylaştırarak hem iş parçasının hem de takımın korunmasını sağlar. Talaşların frezenin arkasına doğru akması, yeniden frezelenme riskini en aza indirger.
Ancak bazı durumlarda konvansiyonel frezeleme tercih edilir. Climb frezeleme yönteminde yüzey frezeleme eski, manuel tezgahlarda geri tepmeye neden olabilen aşağı doğru kuvvet oluşturur. Frezenin iş parçası üzerinde çekme yaptığı konvansiyonel frezeleme işlemleri, daha az dengeli makinelerde özellikle ağır kesimlerde daha iyi bir seçenek olabilir. Konvansiyonel frezeleme ayrıca kaba yüzeyli veya ince duvarlı malzemeleri frezelerken de etkili olabilir ve iş parçası malzemesine kademeli giriş, süper sert kırılgan freze takımı malzemelerini darbe kaynaklı hasarlara karşı koruyabilir. Öte yandan, konvansiyonel frezelemenin dar giriş özellikleri nedeniyle oluşan aşırı sürtünme ve ısı, bir takım üzerinde olumsuz etkiler yaratabilir.
Takım üzerinde dengesiz kuvvet uygulanması kenarda talaş oluşumuna ve çekme geriliminin artmasına yol açabilir. Talaşların frezenin ön tarafına düşerek yeniden kesilebilmesi nedeniyle yüzey kalitesi de zarar görebi-lir. Climb frezelemede kesici takımın tam kalınlıkta girişi, takımı ağır mekanik yüklere maruz bırakır ancak birçok kesici takım malzemesi için bu, büyük bir sorun değildir. Karbür, seramik ve yüksek hız çeliği gibi modern takım malzemeleri, iyi sıkıştırma mukavemetine sahip, toz bazlı ürünlerdir.
Operatörler, freze konumlandırma ve takım giriş stratejilerini belirlerken frezeyi iş parçasının orta çizgisinin iki yanından birine konumlandırmanın her zaman tercih edilen yöntem olduğunu unutmamalıdır. Merkezde konumlandırma konvansiyonel ve Climb frezelemenin kuvvetlerini karıştırarak dengesiz işlemeye ve titreşime yol açabilir.
Çıkış stratejileri
Kesme kenarının iş parçasından nasıl çıkacağı, nasıl gireceğiyle eşit öneme sahiptir. Yapılan deneyler frezenin çıkıştaki konumu ile kesici takımın kenar ömrü arasında net bir ilişki olduğunu göstermektedir. Çıkış çok ani ya da dengesiz olursa kesme kenarları ufalanır ya da kırılır. Öte yandan, takımın çıkış konumuna dikkat edildiğinde takım ömründe 10 kata varan artış görülebilmektedir. Buradaki kritik değer çıkış açısıdır. Bu, frezenin yarıçap çizgisi ile kesme kenarının çıkış noktası arasındaki açı olarak tanımlanmaktadır. Çıkış açısı negatif (freze yarıçap çizgisinin üzerinde) veya pozitif (yarıçap çizgisinin altında) olabilir. Takım kenarındaki bozulma, yaklaşık eksi 30 derece ile artı 30 derece arasındaki çıkış açılarında daha belirgin olmaktadır. İş parçası alanının bu açılarla çevrelenen kısmının genişliği kabaca freze çapının yarısıdır.
Bir frezenin kenarları üzerinde oluşan yüklerin darbeli olma özelliğini düzeltmenin diğer bir yolu da herhangi bir zamanda iş parçasına geçen kesme kenarlarının sayısını maksimuma çıkarmaktır. Daha küçük çaplı, yakın ağız aralığına sahip frezelerin ve daha büyük radyal kesme derinliklerinin uygulanması iş parçasıyla daha çok sayıda freze ağzının temas etmesini ve kesme kuvvetlerinin daha eşit dağılmasını sağlar.
Talaş kalınlığı
Freze işlemlerinde oluşan talaşların kalınlığı kesme kuvvetlerini, kesme sıcaklığını, takım ömrünü, talaş oluşumunu ve tahliyesini önemli ölçüde etkiler. Talaşlar çok kalın olursa kesme kenarlarının talaşlanmasına veya kopmasına neden olan ağır yükler oluşur. Talaşlar çok ince olursa kesme işlemi kesme kenarının daha küçük bir bölümünde gerçekleşir ve artan sürtünme, hızla aşınmaya yol açan ısı oluşturur.
Talaş kalınlığı, etkin kesme kenarına dik olarak ölçülür. Daha önce belirttiğimiz üzere kesme kenarı iş parçasının üzerinden geçtikçe frezelemede oluşan talaşların kalınlığı sürekli değişir. Programlama amacıyla takım tedarikçileri “ortalama talaş kalınlığı” adı verilen konsepti uygular. Ortalama kalınlık, talaşın en kalın ve en ince boyutlarının sayısal ortalamasıdır. Takım üreticileri belirli takım geometrileri için ortalama talaş kalınlığını sağlar. Bu değer uygulanıp korunduğunda maksimum takım ömrü ve üretkenlik elde edilir.
Operatörler bu veriyi önerilen ortalama talaş kalınlığını koruyan freze ilerleme oranlarını belirlemek için kullanır. Frezenin radyal teması, frezenin çapı, freze konumlandırma ve kesme kenarının kenar açısı doğru ilerleme oranını belirlemede kullanılan faktörlerdir. Radyal temas, radyal kesme derinliğinin (ae) frezenin çapına (Dc) oranı olarak tanımlanır. Frezenin radyal teması ne kadar büyük olursa istenen talaş kalınlığını elde etmek için gereken ilerleme oranı da o kadar düşük olur. Aynı şekilde, freze teması daha küçükse aynı talaş kalınlığını elde etmek için gereken ilerleme oranı daha yüksek olmalıdır. Kesme kenarının açısı da ilerleme gerekliliklerini etkilemektedir. Maksimum talaş kalınlığı, 90 derecelik kesme kenar açısıyla elde edildiğinden daha düşük açılarda aynı talaş kalınlığını elde etmek için ilerleme oranının daha yüksek olması gerekir.
Keskin kesme kenarları düşük kesme kuvvetleri oluşturur ancak honlanmış veya pahlanmış kenarlara göre daha kırılgandır. Ufalanmayı ve kırılmayı engellemek için kesme kenarı üzerindeki mekanik yük sınırlandırılmalıdır. Dolayısıyla, keskin kesme kenarları kullanıldığında daha düşük ortalama talaş kalınlıkları uygulanması önerilir. Bu durumda, doğru ortalama talaş kalınlığı kullanılan kesme kenarı geometrisine göre (ya da tam tersi) belirlenir.
Operatörler, frezeleme takımları üzerindeki darbeli gerilimleri kontrol etmek için temel frezeleme uygulamalarında bu ilke ve yöntemlerden yararlanabilir. Ancak, sadece köşelerde frezeleme gibi basit seviyelerde bile parça gereksinimleri daha karmaşık bir hal almaya başladığından, önerilen ortalama talaş kalınlıklarını elde etmek için ilerleme oranlarını manuel başladığından, önerilen ortalama talaş kalınlıklarını elde etmek için ilerleme oranlarını manuel olarak değiştirmek kesinlikle imkansızdır. Bu gibi durumların yanı sıra son derece karmaşık 5 eksenli frezeleme uygulamaları için CAM yazılımı ve gelişmiş CNC ekipmanı üreticileri, trokoidal frezeleme ve köşe soyma gibi tekniklerin yanı sıra Dynamic Milling, Volumill veya Adaptive Clearing gibi sabit takım teması takım yolu programları geliştirmiştir. Bu yazılımlar ve tezgah kontrolü alanındaki gelişmeler, freze takımı üzerindeki darbeli frezeleme etkilerini kontrol etmek amacıyla takım girişi, çıkışı ve talaş kalınlığı gibi unsurların yönetiminde uygulanan temel konseptlerde yüksek teknolojiye dayalı gelişmeler ortaya konmasını sağlamıştır.
Sonuç
Üreticiler, yüz yıldan daha uzun bir süredir frezeleme tezgahları ve takımları kullanarak yüksek hacimlerde, son derece kaliteli sayısız parça üretmiştir. Bu süre içinde temel frezeleme prosesi, yani bir yüzeyi işlemek için iş parçası üzerinde frezeyi döndürme işi değişmeden kalmıştır. Bu prosesin darbeli kesme özelliği de değişmeden kalmıştır.
Frezeleme tezgah ve takımları inanılmaz bir evrim geçirmiş olmakla birlikte birçok durumda bunların kullanıcıları, teknik ilerlemelerin tüm avantajlarından yararlanamamaktadır. Frezeleme işlerinde iş parçası ile takım arasında oluşan benzersiz etkileşimin farkına varmak ve proseste oluşan darbeli gerilimleri hafifletmek için çalışmak, üreticilerin nadiren ulaşılan üçlü maksimum üretkenlik, kalite ve takım ömrü hedefine ulaşmasına olanak sağlamaktadır.