Controlando las cargas mecánicas en las operaciones de fresado
Este es el segundo artículo de una serie que examina la naturaleza, los efectos y el control de las cargas que afectan a las herramientas de corte. El artículo inicial se centró en los conceptos básicos y en la relación entre la geometría de la herramienta, los avances y las cargas mecánicas en las operaciones de torneado. Este artículo analiza la influencia del posicionamiento de la herramienta y de los recorridos de la herramienta en las cargas mecánicas en el fresado. Mientras que el torneado genera cargas mecánicas constantes en una herramienta de un solo filo, el fresado somete a múltiples filos de corte a cargas intermitentes que cambian rápidamente. Como tal, alcanzar el éxito en fresado requiere una serie de opciones de fresado y consideraciones específicas.Introducción
Este es el segundo artículo de una serie que examina la naturaleza, los efectos y el control de las cargas que afectan a las herramientas de corte. El artículo inicial se centró en los conceptos básicos y en la relación entre la geometría de la herramienta, los avances y las cargas mecánicas en las operaciones de torneado. Este artículo analiza la influencia del posicionamiento de la herramienta y de los recorridos de la herramienta en las cargas mecánicas en el fresado. Mientras que el torneado genera cargas mecánicas constantes en una herramienta de un solo filo, el fresado somete a múltiples filos de corte a cargas intermitentes que cambian rápidamente. Como tal, alcanzar el éxito en fresado requiere una serie de opciones de fresado y consideraciones específicas.
Cambio constante de las cargas
El primer y más básico paso en la planificación de una operación de fresado es la elección de una fresa y la geometría de las plaquitas para obtener las características deseadas en una pieza. Los proveedores de herramientas ofrecen fresas de planear, enterizas de metal duro, fresas de disco y otras con geometrías de desbaste o acabado diseñadas para mecanizar casi cualquier geometría de pieza que se necesite.
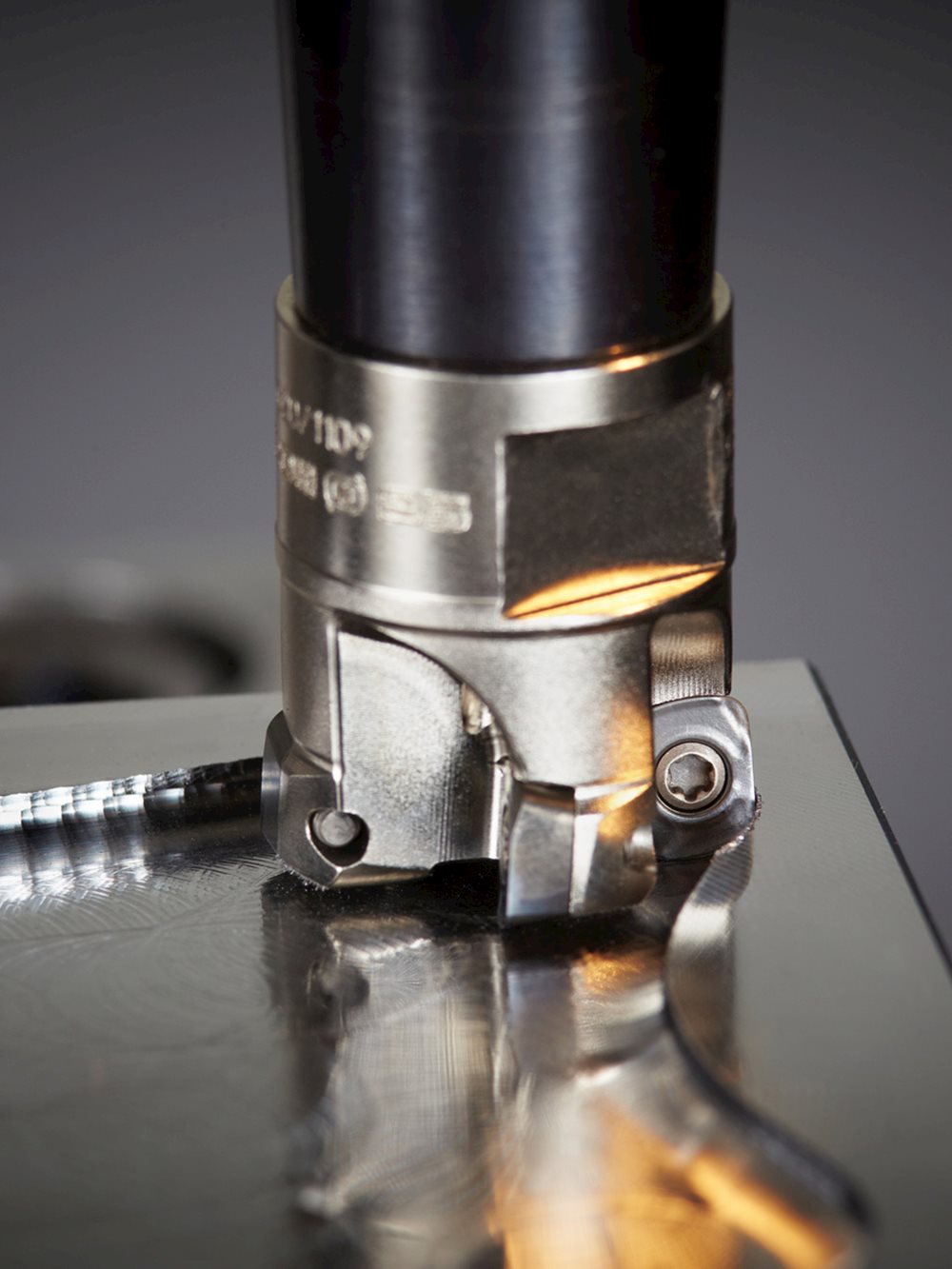
El fresado expone múltiples filos a las contínuas cargas cambiantes que van desde pequeñas hasta grandes y vuelven otra vez. Y no importa qué tipo de fresa utilice, los filos entran y salen contínuamente de la pieza de trabajo. Las cargas en el filo de cada plaquita van desde cero antes de la entrada, a un valor máximo y vuelven a cero en la salida. El posicionamiento de la fresa, las estrategias de entrada y salida, y el control del espesor de la viruta son los elementos clave.
Posición de la fresa
Las cargas en las herramientas en el fresado se determinan mayoritariamente de la forma en como entra la fresa en la pieza. En método convencional de fresado "a la contra", la fresa gira en contra de la dirección de la pieza de trabajo mientras que "en avalán" la fresa se desplaza en la misma dirección que el avance de mesa.
Como resultado, en el fresado a la contra la fresa entra con un mínimo espesor de viruta y sale con el mayor espesor. Por el contrario, en avalán la fresa entra con un máximo espesor de viruta y sale con el menor espesor. En ambos casos genera una viruta en forma de 'coma'.
En la mayoría de los casos, los proveedores de herramientas recomiendan el fresado en avalán, ya que minimiza la fricción que se produce en la entrada con poco espesor de viruta. En el fresado en avalán, la entrada al material a pleno espesor de viruta facilita la transferencia de calor a la viruta y mayor protección a la pieza y del material. El evacuado de la virutas por la parte trasera de la fresa, se minimiza el remecanizado de las virutas.
En algunos casos, sin embargo, se prefiere la el fresado a la contra. Elplaneado en avalán genera fuerzas hacia abajo que pueden causar problemas en máquinas manuales más antiguas. El fresado a la contra, donde desplaza la pieza hacia arriba, puede ser una mejor opción con máquinas menos estables, especialmente con gran carga. El fresado a la contra también puede ser eficaz cuando se fresan materiales de superficie rugosa o de paredes delgadas y la entrada gradual en el material de la pieza de trabajo puede proteger materiales de herramientas de corte súper duros quebradizos de los daños por impacto. Por otra parte, la fricción excesiva y el calor que puede ocurrir en la entrada pueden tener efectos perjudiciales sobre una herramienta. Una fuerza irregular en el filo de la herramienta puede provocar astillas y aumentar las tensiones de tracción. Puede afectar en el acabado superficial porque las virutas caen delante de la fresa y pueden ser remecanizadas.
La entrada con el mayor espesor de viruta somete a la herramienta a cargas mecánicas pesadas, pero para la mayoría de los materiales de las herramientas de corte no es un problema importante. Los materiales de las herramientas modernas, incluyendo el metal duro, cerámica y aceros rápidos son productos que tienen una buena resistencia a la compresión.
Cuando se plantean las estrategias de posicionamiento de las herramientas en la entrada de la pieza, los operarios piensan en que siempre se prefiere colocar la herramienta en la línea central de la pieza. El posicionamiento central mezcla las fuerzas del fresado utlizando el avalán y a la contra, lo que puede resultar en un mecanizado inestable y con vibraciones.