选择合适的面铣刀
山高提供各种用于粗加工、半精加工和精加工的面铣产品,以应对各种加工挑战。选择合适的面铣系统
面铣是每个零件上最常见的加工操作之一。它可以使用各种不同的刀具来完成,这些刀具不一定是专用的面铣解决方案。最常使用主偏角为 40° - 45° 的刀盘,但也根据应用条件和需求使用方肩、圆刀片和高进给铣刀。
今天,我们提供各种面铣产品,以满足粗加工、半精加工和精加工需求,并克服各种加工挑战。面铣作可分为 5 个主要应用领域:
- 使用专用的精加工解决方案或额外的修光刃刀片进行精加工
山高的核心通用面铣产品系列包括 5 个系统。每个系统都具有固有的特性和强处,以支持某些应用和使用需求。核心系列由 ISO 刀片形状(如 SEKR 和 SPKR)以及用于重型加工和专用精加工解决方案的附加利基系统提供支持。
比较概述
这些信息概述了我们的面铣系统,突出了每个项目的关键特性。此比较为选择满足您特定需求的最佳解决方案提供了初步指导。
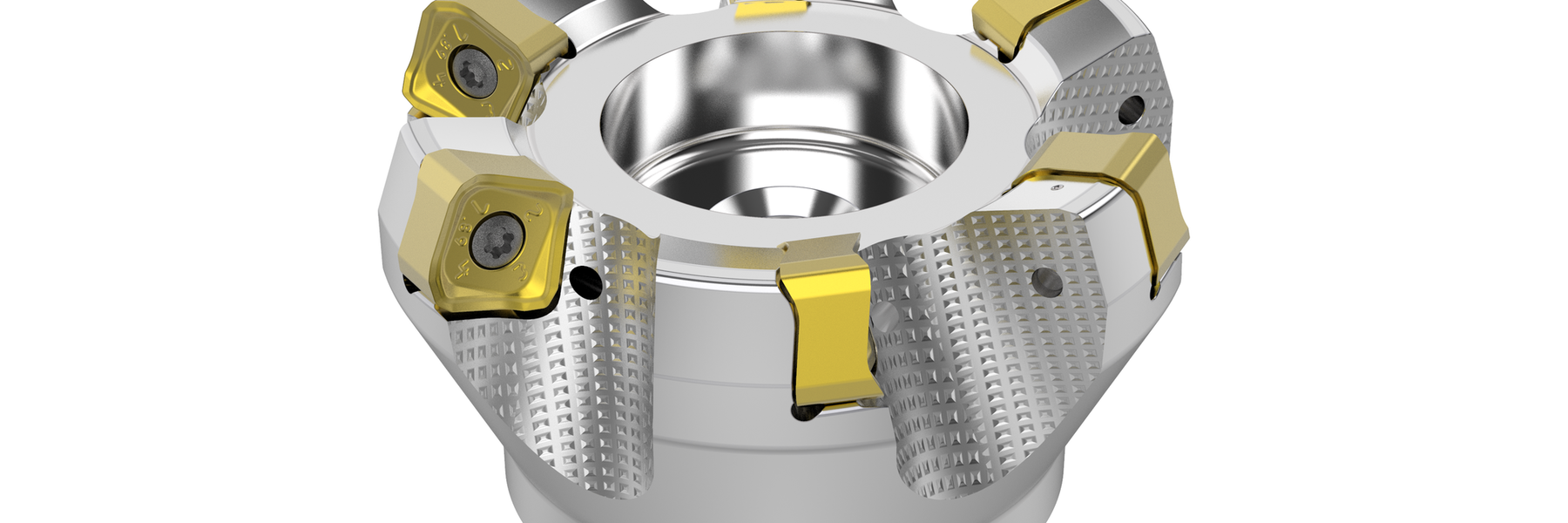
Octomill,不仅仅是一个面铣刀:多功能铣削解决方案
Octomill™ 尺寸 06 是山高 Octomill™ 尺寸 05 和 07 的新一代演变,建立在前几代产品的优势之上。这种创新系统结合了 OF.R/N/T 刀片的轻快切削作用和材料多功能性以及OD.T-型解决方案具有的坚固切削刃和系统稳定性。
Octomill™ 尺寸 06 的一个关键优势是其独特的刀盘-刀片界面。这种设计简化了单面刀片的操作,复制了双面系统的安全感。尺寸 06 的 Octomill™ 不仅仅是一个面铣刀。多刀片刀座设计可容纳三种不同的刀片类型,包括 16 圆刀片和中等高进给选项,提供出色的灵活性和宽广的工作范围。
其卓越的跳动和Wiper (修光刃) 平面对中,再加上平衡的切削力,即使在具有挑战性的设置中也能提高精加工性能。这使得新一代 Octomill 与 Quattromill 和 Square 6 一起成为要求苛刻的精加工应用的宝贵补充。
关键的好处和特点
- 易于选择/易于使用:面铣的新第一选择
- 性价比、轻量化性能和控性之间取得平衡的解决方案
- 在各种材料和应用中具有高度的灵活性和多功能性
- 不仅仅是面铣刀,这要归功于多刀片刀座设计用于端面、中等进给和 16 圆刀片
- 简单可靠的刀片处理,特别是对于单面解决方案
- 卓越的精加工应用系统
- 在 SMG M 和 S 等具有挑战性的材料中具有高性能
- 刀片设计可在刀刃或刀片破损时保护刀座
- 基于独特的刀片铣刀接口设计,通过更高的切削刃利用率来节省成本
前往产品
Quattromill:超轻切削面铣削解决方案
Quattromill™ 是终极的通用面铣刀,旨在在任何应用中表现出色。其异常轻的切削作用使其成为各种材料和设置的问题解决者,从小型机床和薄弱设置到在坚固设备上进行高性能加工。
Quattromill™ 提供工艺可靠性和稳定性,使其成为一般工程任务的安全和简单选择。大螺旋角最大限度地减少了沟槽磨损,这是加工不锈钢和高温合金(包括钛合金)时的常见挑战。这种设计还促进了平滑的剥离切削,有效地抑制了振动和谐波。
此外,Quattromill™ 还具有出色的切屑形成和排屑性能,降低了工件表面切屑划伤的风险。这有助于更轻松、更快速地清洁零件和机床,同时由于在所有材料上产生的切屑形状紧凑一致,因此还可以最大限度地减少切屑体积。
主要优点和功能
- 在极其不稳定的装夹中进行粗加工和精加工
- 即使在不稳定和具有挑战性的设置中也能实现高生产率
- 由于具有宽容的加工特性,易于使用且切削作可靠
- 即使在长切屑材料和大刀具直径中也能实现最佳切屑控制
- 3 种刀片尺寸 09、12 和 15 的单面方形刀片
- 最轻型切削面铣刀,功耗低
- 45° 主偏角也可用于倒角
- SMG P-M-K-N-S-H 的广泛材料覆盖范围
- 提供 CBN 和 PCD 刀片选项
前往产品
Double Quattromill:平衡的面铣解决方案
与传统的双面刀片系统不同,Double Quattromill™ 通过降低切削力和机床功耗而表现出色,确保了卓越的工件稳定性。刀片的高螺旋角不仅提供自由切削作用,还延长了刀具寿命,并增加了对更广泛材料的通用性。
Double Quattromill™ 提供两种主偏角选项,可针对不同的应用提供优化的性能。48 度版本结合了更低的切削力、更低的功耗和更高的进给率。71 度版本非常适合以更大的切削深度进行铣削,尤其是在靠近墙壁或零件夹具时。该主偏角是传统面铣刀和方肩铣刀在切削力和切削深度能力方面的完美平衡。
两种刀片尺寸进一步增强了系统的适应性。SN.X1407 刀片是中小型机床的高性价比通用选择,在弱结构和刚性装夹中都能提供出色的性能。SNMX2209刀片专为功能强大的机床和要求苛刻、经济高效的粗加工作而设计。两种刀片尺寸均具有较厚的横截面,使系统能够处理高进给率和切深,即使在较长的加工时间下也是如此。
主要优点和功能
- 经济型面铣刀,具有大切深能力 (最大 ap = 13 mm)
- 双面方形刀片,有 2 种刀片尺寸 14 和 22,横截面较厚
- 由于正螺旋角高,切削轻快,特别适用于双面解决方案
- 刀具版本 .54 / SN.X….A 是一种传统的面铣刀方法,主偏角为 48°
- 刀具版本 .56 / SN.X….Z 的主偏角为 71°,可实现更高的切削深度,并降低对侧壁或夹具的干扰风险
- 内冷,最大 DC = 315 mm
- 提供刀匣盒式刀盘选项
前往产品
Double Octomill:经济的面铣解决方案
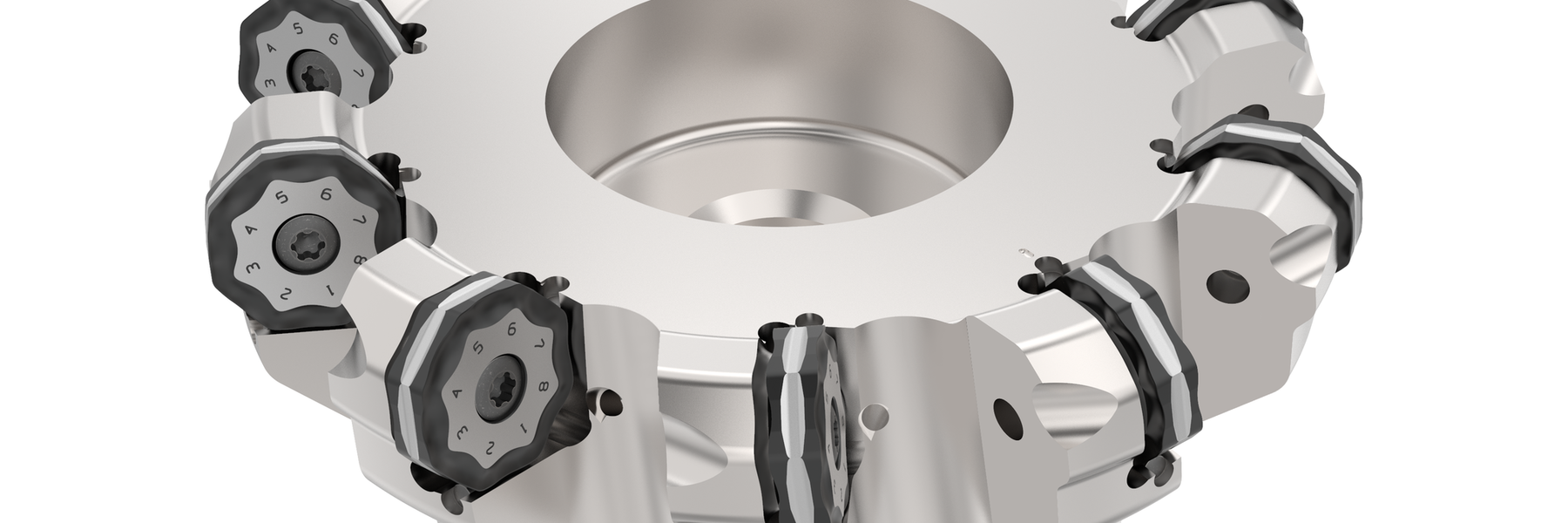
双 Octomill™ 面铣刀每个双面刀片有 16 个切削刃,因此具有卓越的经济性。该系统将易于作、强大的性能和经济高效的作无缝融合,适用于粗加工和精加工。Double Octomill™ 最初专为钢和铸铁设计,现已扩展其功能,提供适用于 ISO M 和 ISO S 材料的专用槽型和材质。
获得专利的刀具-刀片接口具有硬化销,用于精确的刀片固定和刀片上的磨削槽,确保轻松安全地转位,最大限度地减少跳动,并增强系统耐用性和坚固性。这些功能对于大规模生产环境尤为重要。
Double Octomill™ 系列包括两种刀片尺寸,可满足不同的加工需求。ON.U0504 刀片非常适合较小的机床和刚性较低的设置,可实现更小的刀具直径和高达 3.0 mm 的切深。ON.U09 刀片专为更强大的机床和刚性设置而设计,可处理高达 6.0 mm 的切深。Double Octomill™ 为各种挑战提供量身定制的解决方案。疏齿铣刀在加工薄型和长切屑材料时表现出色,而超密齿楔块夹紧铣刀在加工铸铁等材料时可最大限度地提高性能。
主要优点和功能
- 最经济的面铣刀选项,每个刀片有 16 个切削刃
- 双面八角形刀片,有 2 种刀片尺寸 05 和 09
- 广泛的刀具范围,包括 Capto 和 CAP 后端以及左旋刀具
- 全面的刀片系列,可应对大多数挑战
- 由于采用独特的刀片铣刀接口,刀片处理最简便,定位可靠
前往产品
.88:近 90° 面铣解决方案

.88 铣刀系列是具有方肩铣削特性的面铣刀。接近 90° 的主偏角产生高切深能力,并且由于降低了干扰风险,因此允许在靠近工件侧壁或夹具夹紧的地方进行加工作。加工铸铁零件时的常见要求,因为可变的铸造余量会导致在第一次切削期间出现不确定的切深条件。
方肩或近 90° 铣刀通常也适用于铸铁部件,因为侧壁和夹具靠近所需的加工表面。与高进给铣削系统的普通端面相比,高主偏角产生的轴向切削力较小,这在薄工件或轴向支撑较弱的工件中具有很大优势。
SNMU12/16 刀片每个刀片提供经济的 8 个切削刃,可在加工坚硬的表皮和夹砂时实现稳健的切削作用。除了铸铁外,该系统还可以在普通钢材中发挥出色性能。该系统可以作为一种更具成本效益的替代方案,而不是专用的方肩铣刀,每个刀片最多有 4 - 6 个切削刃。
主要优点和功能
- 近 90° 概念提供高切削深度,对侧壁或夹具的干扰风险更小
- 专为具有可变和不可预见的毛坯变化的铸铁加工而设计
- 双面方形刀片,有 2 种刀片尺寸 12 和 16
- 专用方肩铣刀的经济型替代方案,得益于 8 个切削刃
- 坚固的刀片选项,适用于厚切削和具有挑战性的夹杂物切削工况
前往产品