Tornalama uygulamaları
Torna işleme sürecinde, iş parçasını döndürmek için bir torna kullanılırken, bir kesme takımı çap boyunca hareket ederek, silindirik şekli oluşturmak için fazla malzemeyi titizlikle tıraş eder. Tornalama, silindirik parçaları veya dış yüzeyleri eşsiz bir doğrulukla işlerken başvurulan işlemdir.
İçindekiler
Üretim Sırları'nda işleme, ham maddeleri çeşitli endüstrilerde kullanılan hassas mühendislikli bileşenlere dönüştüren temel bir işlemdir.
Mevcut birçok teknik arasında, üç temel süreç göze çarpmaktadır: Tornalama, frezeleme ve delik açma.
Genellikle “metal kesme işlemleri” olarak adlandırılan her yöntem benzersiz özellikler sunar ve farklı şekiller ve sonuçlar elde etmek için belirli senaryolarda uygulanır.
Bu makalede, bu işleme süreçlerinin inceliklerini inceleyerek, temel ilkelerine ve uygulamalarına ışık tutuyoruz.
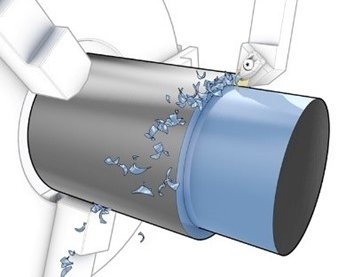
Bir hammadde parçasını hassas ve incelikli bir şekilde mükemmel bir silindire dönüştürdüğünüzü hayal edin. Dönüşümün oyuna dönüştüğü yer burası. Bu işleme sürecinde, iş parçasını döndürmek için bir torna kullanılırken, bir kesme aleti çap boyunca hareket ederek, silindirik şekli oluşturmak için fazla malzemeyi titizlikle tıraş eder. Tornalama, silindirik parçaları veya dış yüzeyleri eşsiz bir doğrulukla işlerken başvurulan işlemdir.
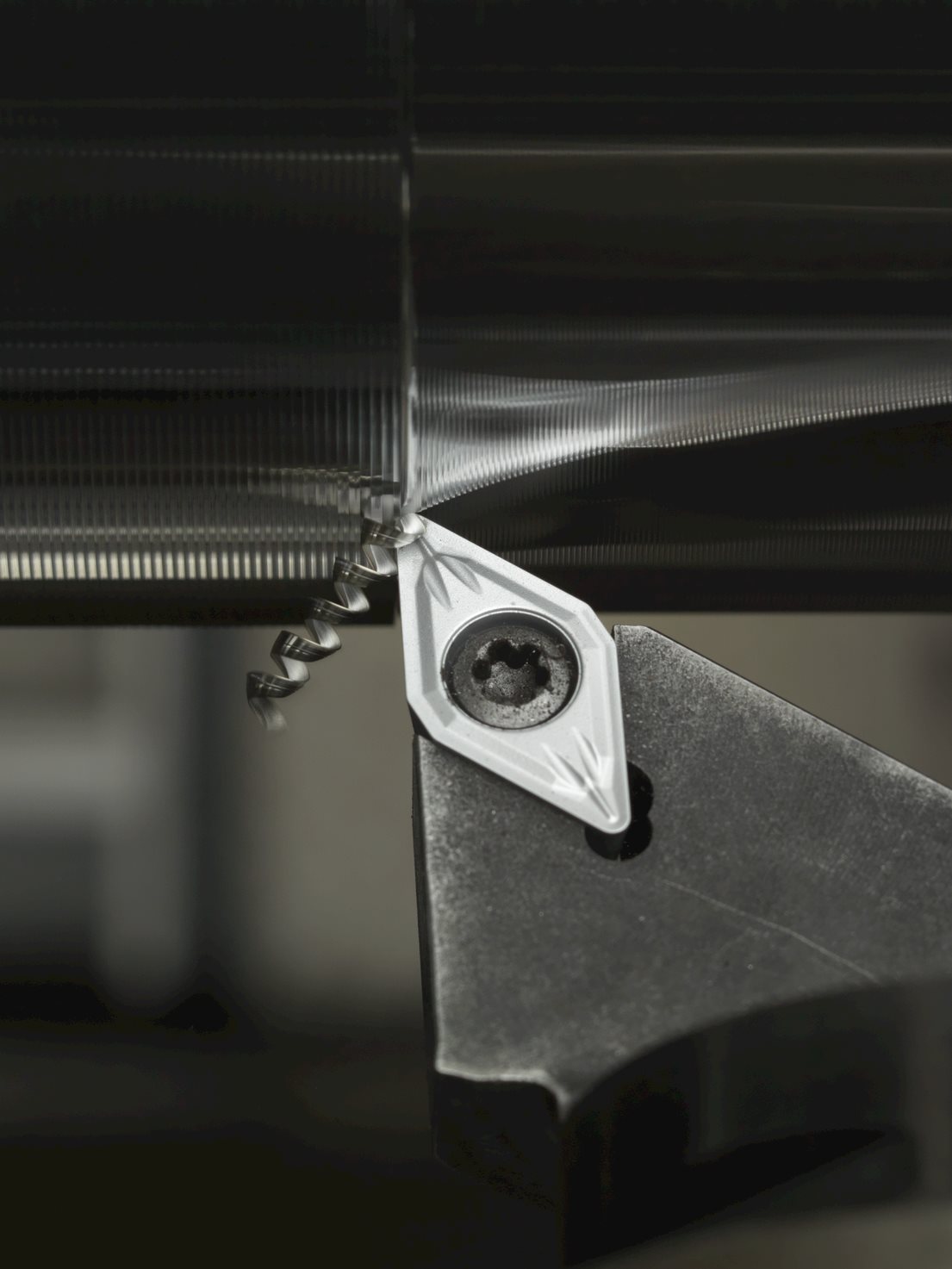
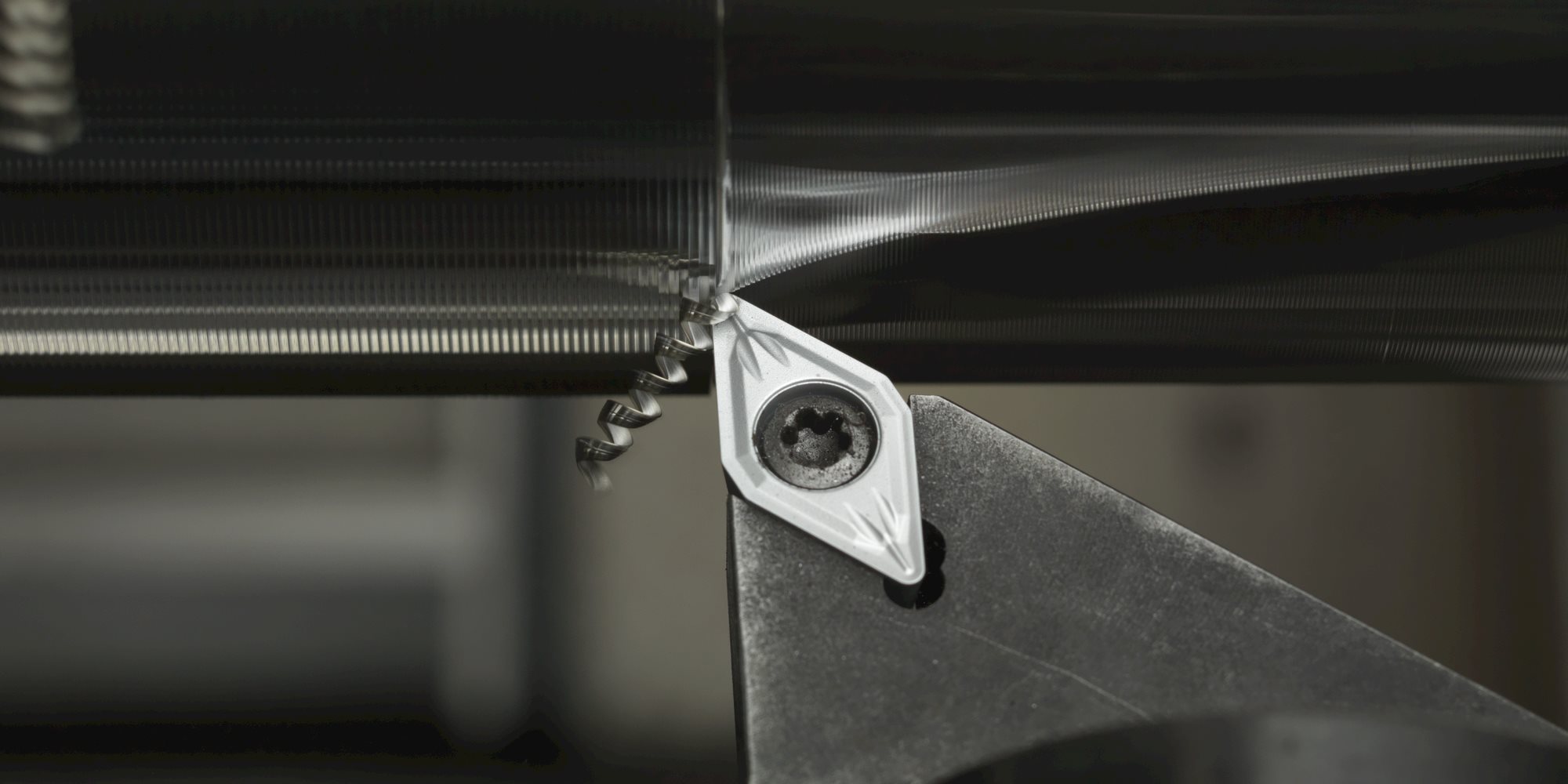
Tornalamanın en önemli avantajlarından biri, kesici kenar ile iş parçası arasındaki sürekli temastır. Bu kesintisiz etkileşim, istikrarlı bir süreç sağlayarak sorunsuz ve sürekli bir talaş oluşumu sağlar. Tornalamanın zarafeti, düzgün yüzeyler üretme kabiliyetinde yatmaktadır ve bu da onu çeşitli endüstrilerde vazgeçilmez bir teknik haline getirmiştir.
Torna sırasında, işleme süreci üç ana kesme koşulu tarafından yönetilir: Kesme hızı (vc), ilerleme hızı (f) ve kesme derinliği (ap). Bu parametrelerin her biri, operasyonun verimliliğini ve hassasiyetini tanımlamada önemli bir rol oynar.
CNC tornalama Sırları'nda, optimum kesme koşullarının sağlanması, yüksek kaliteli parçaların verimli bir şekilde üretilmesi için hayati önem taşır. Bu yazımızda CNC torna tezgahlarının temel kesme koşullarını ele alıyor ve bunların uygulamalarını inceliyoruz.
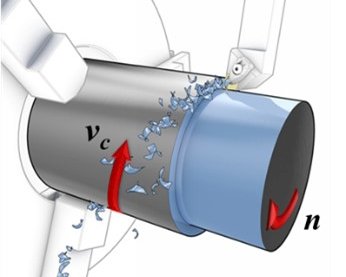
“Kesme Hızı”, dönen iş parçasının çevresi boyunca kesme kenarına göre yüzey hızını temsil eder.
CNC Torna tezgahında, iş parçasının çevresi küçülse bile tezgah iş parçasının yüzey hızını korur.
Metre/dakika (m/dak) veya ilerleme/dakika (sf/dak) cinsinden ifade edilir ve matematiksel sembolü “VC”dir.
“Kesme Hızı” ile dakika başına Devir (RPM) karıştırmamak önemlidir; bu, bir dakika içinde sabit bir eksen etrafında tamamlanan dönüş sayısını ifade eder.
“RPM” işlem boyunca sabit kalır ve mil ekseninden ölçülür. “Kesme Hızı” ve “RPM” arasında dönüştürmek için, belirli formüller kullanılabilir.
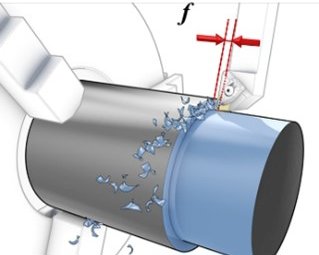
Bir diğer önemli parametre, devir başına ilerleme ve ilerleme hızı olarak da bilinen “ilerleme” dir.
“İlerleme”, kesici takımın her bir mil devri için iş parçasının uzunluğu boyunca ilerlediği mesafeyi temsil eder.
Bu dinamik ölçüm, devir başına milimetre (mm / devir) veya devir başına inç (inç / devir) olarak ifade edilir ve matematiksel sembolü “f” dir.
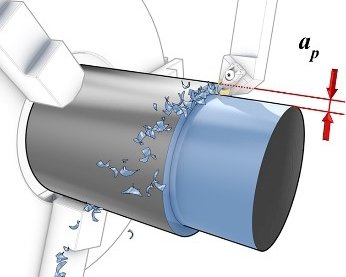
Son olarak, “Kesme Derinliği”, kesme takımının her geçişte ne kadar metali kaldırdığını ortaya koyar.
Bu dikey mesafe, işlenmiş yüzeyden iş parçasının kesilmemiş yüzeyine kadar ölçülür.
Örneğin, 100 mm çapında bir iş parçasını tek bir geçişte 90 mm'ye indirirken, sonuçta ortaya çıkan "kesme derinliği" 5 mm olacaktır.
Matematiksel sembolü “ap”dir.
Tornalamada kesme parametrelerinin anlaşılması, verimli ve hassas işleme süreçlerine ulaşmak için esastır. Kesme hızı, ilerlehızı ve kesme derinliği üçlüsü, işlemin verimliliğini ve doğruluğunu belirlemede kritik bir rol oynar. CNC işleme sırları konusunda uzmanlaşan makinistler, bu temel parametrelere hakim olarak tornalama hassasiyetini ve verimliliğini artırabilir, bu da yüksek kaliteli parçaların üretilmesine yol açabilir.
CNC Tornalama Operasyonları ve stratejileri için Başlangıç Kılavuzu
Her bir işlemin tanımlarını ve işlevlerini anlamak için açılan kapınız olan "CNC Tornalama İşlemleri Başlangıç Kılavuzu"na hoş geldiniz. Amacımız, bu temel süreçler hakkında kapsamlı bir anlayış geliştirmenize kademeli olarak yardımcı olmaktır.
CNC Torna dünyasına yolculuğum çıraklık yıllarımda başladı ve o zamandan beri sadelikteki zarafeti derinden takdir ediyorum. Bilgimi yeni nesil makinistlerle paylaşmaya iten bu tutku. CNC Frezelerin gölgesinde kalan mütevazı CNC Torna Tezgahları, kayda değer bir ilerleme kaydetti ve spot ışıklarının altında olmayı hak ediyor.
“Tornalama ” nın büyüleyici dünyasını keşfederek başlayalım. Bu işleme sürecinde, iş parçasını döndürmek için bir torna kullanılırken, bir kesme takımıçap boyunca hareket ederek, silindirik şekli oluşturmak için fazla malzemeyi titizlikle tıraş eder. Bu muhteşem süreçte, her biri kendine özgü bir amaca sahip çeşitli torna işlemleriyle karşılaşıyoruz.
Çeşitli torna işlemlerini keşfetmeye başlayalım, inceliklerine ve pratik uygulamalarına ışık tutalım.
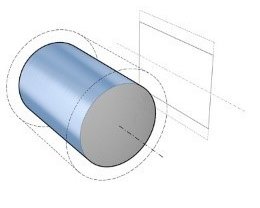
OD tornalama şüphesiz en yaygın tornalama işlemidir.
İstenen çap elde edilene kadar bir iş parçasının dış çapından veya silindirik yüzeyinden fazla malzemenin çıkarılmasını içerir.
Dik kenar tornalama çap olarak ani değişikliklerle bir iş parçası oluşturan bir tekniktir.
Bu, benzersiz geometrik gereksinimleri olan parçalar için değerli bir işlem haline getiren belirgin bir “kademeli” görünüm ile sonuçlanır.
Öte yandan konik tornalama, farklı çaplara sahip yüzeyler arasında kademeli bir geçiş üreten bir süreçtir.
Bu, iş parçası ve kesici takım arasındaki açılı hareketlerle elde edilir ve konik bileşenlerin oluşturulmasına olanak tanır.
Kademeli tornalama gibi, Pahlı tornalama da farklı tornalanmış çaplara sahip yüzeyler arasında açılı bir geçiş oluşturur.
Bu işlem, iş parçalarına pah veya eğimli kenarlar eklemek için kullanılır.
Kontur tornalama, kesici takımın iş parçasında belirli geometrik konturlar oluşturmak için önceden tanımlanmış bir yolu titizlikle takip etmesini içerir.
Formu üretmek için birden fazla geçiş gerekli olsa da, bu günlerde MDT takımının yardımıyla, bu önemli ölçüde azaltılabilir.
Ayrıca, tek bir geçişte aynı kontur şeklini elde edebilen pahalı özel form araçlarını kullanabilirsiniz. Bu işlem karmaşık ve özelleştirilmiş şekiller üretmek için çok önemlidir.
Trokoidal tornalama (konturlu yüzeyler ve derin kanallar)
Trokoidal torna, malzeme çıkarma oranlarını en üst düzeye çıkarmak için optimize edilmiş takım yolları ve giriş/çıkış hareketleri kullanır. Çeşitli takım tezgahı eksenlerini ve yuvarlak, endekslenebilir ekleri bir araya getirerek kaba işleme işlemlerinde verimlilik artışı sağlar. Bu tür işlemler için ideal takım çok yönlü Torna (MDT) takımlarıdır.
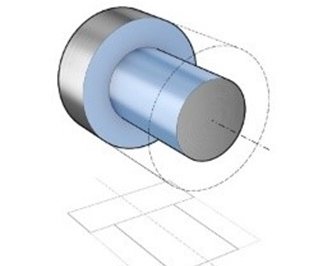
Yüzey işleme, iş parçasının uzunluğunun, amaçlanan ölçüleri biraz aşması durumunda ortaya çıkabilecek tutarsızlıkları gidermek için iş parçasının uzunluğunu kısaltan bir işleme işlemidir.
Kesici takım, istenilen parça uzunluğuna ulaşmak için iş parçasının yarıçapı boyunca hareket eder ve iş parçasının ucunun dönme eksenine dik olmasını sağlar.
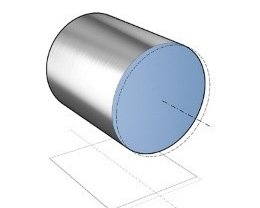
Ayırma, bir iş parçası belirtilen boyut ve şekle işlendikten sonra uygulanan bir tornalama işlemidir.
Bir işleme çevrimi sona ererken iş parçasının bir bölümünün kesilmesini içerir.
Kesici takım, iş parçasını kademeli olarak hareket ettirerek, bir parça ayrılana ve düşene kadar döner ekseninden dik olarak geçer.
Sağlam bir yuvarlak çubuğu veya tüpü ayırmak için kullanılabilir.
X ekseni hareketi boyunca nispeten zayıf ve desteklenmeyen bir bıçağı vurgulayan, ağırlıklı olarak aşağı doğru kesme kuvvetlerini uygulayan geleneksel ayırma takımların aksine, Y ekseni ayırma, çoğu kesme kuvvetini bıçağın uzun ekseni boyunca ve sağlam takım bloğuna yönlendirir.
Bu nispeten yeni bir süreçtir ve yalnızca Y eksenine sahip CNC tornalara uygundur.
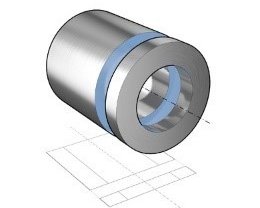
Kanal açma, bir iş parçasında dar bir kesim oluşturmayı gerektirir.
Kesimin genişliği kullanılan takıma bağlıdır ve daha geniş kanallar için takım, iş parçasında aynı yolu birden çok kez izleyebilir.
İki farklı kanal işleme türü vardır.
Axial grooving (face) creates a narrow cut on the workpiece's face, and radial grooving (external and internal) removes material by moving radially into the workpiece's side.
Diş açma, bir torna tezgahında gerçekleştirilen ve mekanik bir aletin iş parçasının dış yüzeyine titizlikle dişler açtığı önemli bir tornalama işlemidir.
Bu işlem, takımın iş parçasının yanında hareket etmesini ve belirli aralıklar ve uzunluklarla helisel kanalların şekillendirilmesini içerir.
Araç, daha derin iş parçacıkları elde etmek için iş parçasını birden çok kez geçebilir.
Bu görev için diş şeklinde karbür indekslenebilir bir uç kullanılır.
Bu işlemin başarısı, hassas tezgah kurulumuna bağlıdır. Daha derin dişlere ulaşmak için birden fazla geçiş gerektiren durumlarda, tezgah sarmalı aynı başlangıç noktasından başlatmalıdır.
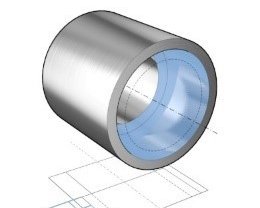
ID Turning (diğer adıyla delme), bir iş parçası içindeki bir delikten fazla malzemenin çıkarılması işlemidir.
İş parçasına eksenel olarak girmek, belirtilen boyutlara göre şekillendirmek veya mevcut delikleri daha derin veya daha geniş hale getirmek için "tek noktalı" bir takım kullanılır.
Sıkıcı bir deliğin sıfırdan bir delik oluşturamayacağını not etmek önemlidir; bir delik zaten delindiğinde kullanılır.
Kılavuz çekme, bir iş parçasındaki mevcut bir deliğe eksenel olarak girerken dişler oluşturmak için bir kılavuz çekme aletinin kullanılmasını gerektirir.
Kılavuz boyutu deliğin boyutlarına karşılık gelir.
İş parçası düşük bir hızda dönerken, senkronize bir diş açma tutucusuna sabitlenmiş olan kılavuz, iş parçası malzemesine girerken kılavuzu destekler.
Bir işleme operasyonu olan delme, iş parçası dönerken istenmeyen malzemeyi kaldırarak iş parçasında delikler oluşturmaya odaklanır.
Deliğin çapı, kullanılan matkabın çapıyla eşleşir.
Raybalama, bir iş parçasındaki delikleri, esasen bir boyutlandırma işlemini büyütmeye hizmet eder.
Rayba, iş parçasına eksenel olarak nüfuz ederek mevcut bir deliği çapına uyacak şekilde büyütür.
Raybalama, delme işlemini takip eder ve yalnızca az miktarda malzemeyi ortadan kaldırır, bu da delme işleminden daha pürüzsüz bir iç yüzeye sahip hassas bir delik oluşturur.
İş parçası düşük hızda dönerken, rayba, iş parçası malzemesine girerken raybayı destekleyen senkronize bir kılavuz tutucuya sabitlenir.
Ayrıca, benim en önemli tavsiyem, sadece senkronize diş açan bir tutucu kullanarak raybalama yapmanızdır!
Knurling, bir iş parçasının yüzeyinde tırtıklı veya elmas şeklinde desenler oluşturmayı amaçlamaktadır.
Bu desenler kavrayışı artırır ve estetik bir dokunuş kazandırır.
Bu işlemden sorumlu takım, dişleri ona karşı yuvarlanırken iş parçasının yüzeyi ile temas eden bir tırtıldır.
MDT (Çok Yönlü Tornalama ve Kanal Açma), kanal açma, profil oluşturma, tornalama, kesme ve diş açma gibi çok çeşitli işleme görevlerine uygun çok yönlü bir takımı ifade eder.
Bu takımın temel özelliği, denge, güvenlik ve yüksek verimlilik sağlayan benzersiz sıkıştırma mekanizmasıdır.
Farklı çaplara, karmaşık profillere ve karmaşık kanallara sahip parçaların işlenmesi için idealdir ve birden fazla standart takım ihtiyacını ortadan kaldırır.
Ayrıca takım değişikliklerini ve envanter maliyetlerini azaltır.
Ayrıca takım teknolojisi ve envanter maliyetleri azalır.NMTP+201Uç bağlama yöntemi stabiliteyi artırır ve takım, daha iyi performans için yüksek basınçlı soğutma sistemiyle eşleştirilebilir.
Bu takımlar trokoidal torna işlemleri için idealdir.
CNC torna operasyonlarına bu kapsamlı genel bakışla, hassas dönüş dünyasına yolculuğunuza başlamak için iyi donanımlısınız. İster silindirik bileşenler üretin, ister dişler oluşturun veya karmaşık konturlar elde edin, her işlem iş parçalarının belirli gereksinimleri karşılayacak şekilde şekillendirilmesinde önemli bir rol oynar.
Ama unutmayın, tezgah dünyasında öğrenme sürekli bir maceradır. Her zaman keşfedilecek daha çok şey ve keşfedilecek yeni ufuklar vardır. Bu yüzden meraklı olun, becerilerinizi geliştirmeye devam edin ve sürekli gelişen CNC Tornalama dünyasına açık olun. CNC tornauzmanlığınızı güçlendirmek ve yetenekli bir makinist olarak büyümeye devam etmek için daha fazla bilgi, gelişmiş teknikler ve pratik ipuçları için uyanık olun. Yolculuğunuz daha yeni başladı!
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64