Calcul des applications à long porte-à-faux et de l'engagement à la dent
Les fabricants continuent d'être confrontés à des applications nécessitant des outils de fraisage à longs porte-à-faux dans les applications d'usinage. Les fraises à long porte-à-faux, celles à longues goujures amplifient les efforts dynamiques en jeu et doivent être compensés. Une fixation solide, un outillage rigide et une application judicieuse de l'outil sont nécessaires pour un alésage, un tournage et un fraisage à long porte-à-faux fiables et précis.Les fabricants continuent d'être confrontés à des applications nécessitant des fraises à longs porte-à-faux ou extra-longues dans les applications d'usinage. Les ingénieurs combinent plusieurs pièces en un seul modèle, afin d'éliminer les opérations d'assemblage secondaires. L'usinage nécessite donc des outils de fraisage à longs porte-à-faux pour usiner des cavités profondes et d'autres caractéristiques difficiles d'accès. En outre, la recherche de pièces plus légères et plus performantes signifie que les ateliers produisent davantage de pièces à partir d'alliages et de matériaux de plus en plus difficiles à usiner.
Les défis des applications d'usinage à longs porte-à-faux
Dans l'usinage à longs porte-à-faux et avec des outils longs, les arêtes de coupe travaillent à une distance considérable du porte-outil et de sa connexion avec la machine. Il peut en résulter des vibrations indésirables, une flexion radiale ou une torsion de l'outil sous l'effet des contraintes mécaniques de l'usinage.
Alors que la flexion radiale de l'outil affecte la précision et limite les profondeurs de coupe, la flexion tangentielle pousse l'outil vers le bas et l'éloigne de l'axe de la pièce. Cela réduit l’angle de dégagement de l’outil. Les vibrations sous forme de broutage et d'évacuation des copeaux doivent également être prises en compte lors de l'utilisation d'outils de fraisage à longs porte-à-faux. La longueur de l'outillage amplifie les efforts dynamiques en jeu et doit être compensée dans le processus d'usinage.
En fonction de leur gravité, les effets négatifs de la flexion et des vibrations peuvent se traduire par de mauvais états de surface, une perte de précision, une usure rapide de l'outil, une défaillance de l'outil, voire une détérioration sérieuse de la machine-outil. Dans tous les cas, l'économie et la durabilité des opérations sont entravées par les temps d'arrêt, l'augmentation des coûts de réparation ainsi que par la mise au rebut de pièces et d'outils.
Relever les défis de l'usinage à longs porte-à-faux
Maîtriser les exigences des applications à longs porte-à-faux nécessite un examen holistique de l'ensemble du système d'usinage. La stabilité de la machine-outil, le maintien et la rigidité de l'outil, la fixation de la pièce et la sélection de la géométrie de l'outil jouent tous un rôle dans la réduction des effets négatifs de la flexion et des vibrations.
Du point de vue de l'outillage, la première méthode, et la plus simple, pour relever les défis posés par l'utilisation d'outils de fraisage à longs porte-à-faux consiste à s'assurer que l'outil et son système de fixation sont aussi rigides que possible.
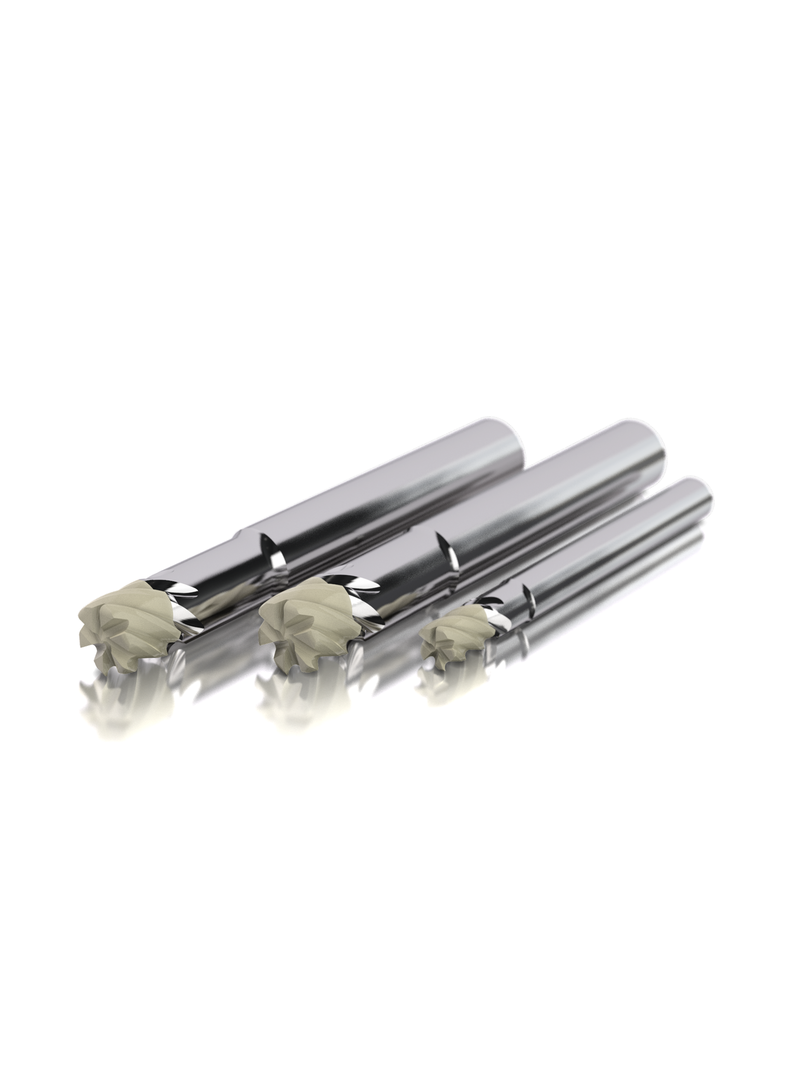
Seco est depuis longtemps à l'avant-garde des solutions d'outillage à longs porte-à-faux. Pour maximiser la rigidité dans les applications d'outils longs, les barres de tournage et d'alésage Seco Steadyline ainsi que les porte-fraises permettent aux ateliers d'effectuer des opérations avec de longs porte-à-faux deux fois plus rapidement que les outils traditionnels. Les solutions d'amortissement des vibrations permettent d'obtenir des débits copeaux élevés, des états de surface lisses et une longue durée de vie de l'outil, tout en réduisant les contraintes globales sur la machine-outil. Seco propose également des outils spécifiques tels que la fraise haute performance JS522, conçue pour contrebalancer de manière unique la flexion dans les applications d'usinage difficiles telles que celles impliquant du titane forgé.
En définitive, tout se résume à une fixation solide, un outillage rigide et une utilisation réfléchie de l'outil pour un alésage, un tournage et un fraisage fiables et précis à longs porte-à-faux. Dans la plupart des cas, les paramètres d'usinage devront être ajustés pour contrer les effets du recours à l'outil à long porte-à-faux.
Conseil Pro : Des calculs de réduction de longueurs de porte-à-faux simplifiés
Dans les derniers épisodes de #SecoTechTalk, Jay Ball, Chef Produit chez Seco, vous présente deux calculs qui augmentent la performance et la fiabilité des applications à long porte-à-faux et celles de l'engagement à la dent.
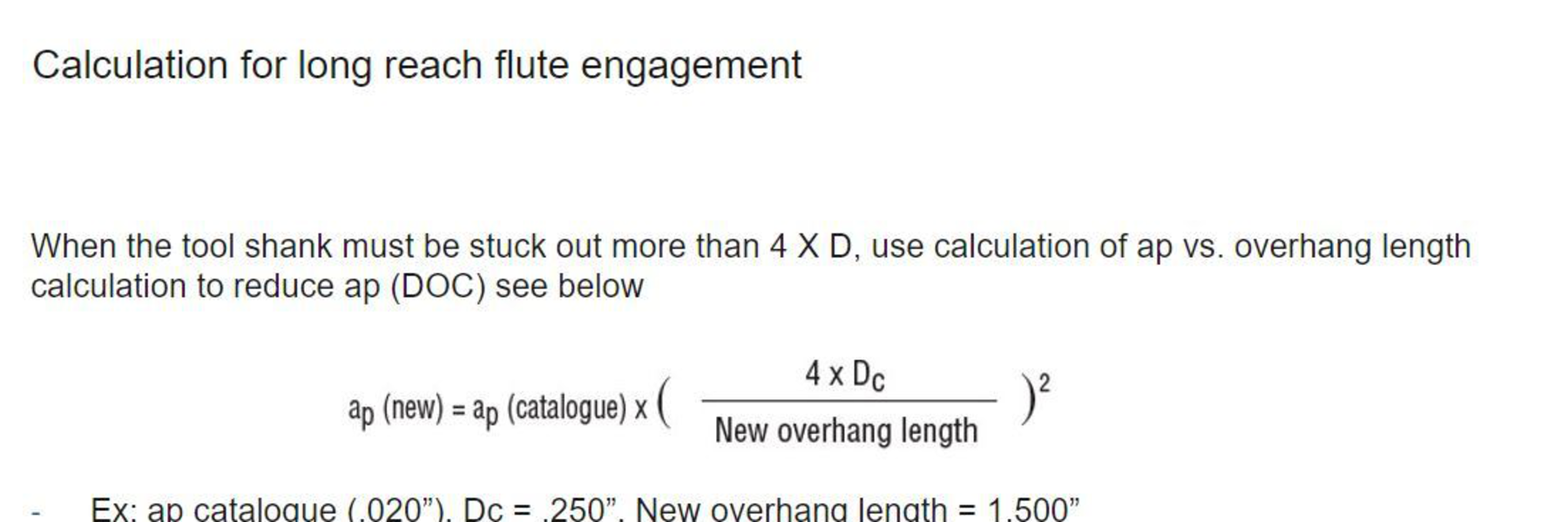
L'épisode 5 vous montre comment économiser du temps, des maux de tête, de l'usure d'outil et améliorer les états de surface en comprenant comment réduire la profondeur de coupe axiale dans les applications où l'outil dépasse du porte-outil d'une distance supérieure à quatre fois le diamètre de l'outil.
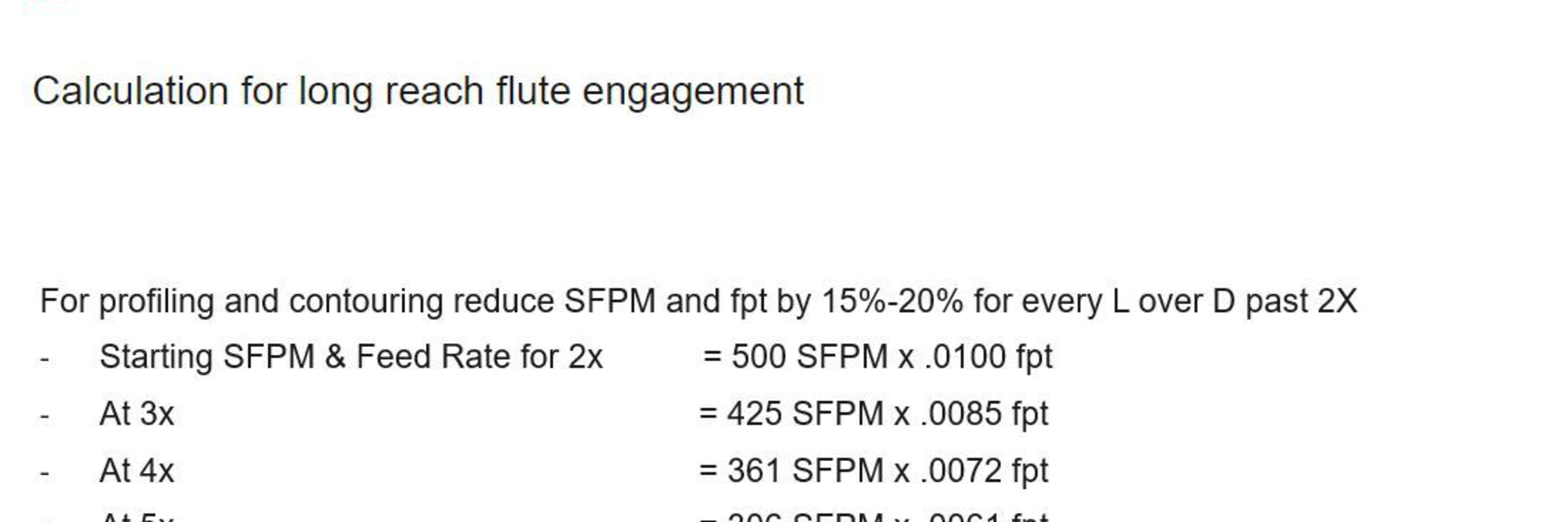
Dans l'épisode 6, Jay explique comment calculer facilement les réductions d'engagement de la fraise et de l'avance à la dent pour réduire la flexion lors de l'engagement d'un outil dont la longueur de la goujure est plus de deux fois supérieure au diamètre.
Pour obtenir des conseils pour tirer le meilleur parti de vos opérations d'usinage, retrouvez d'autres épisodes de #SecoTechTalk de Jay sur l'Instagram de Seco. Vous y trouverez des conseils pratiques pour rendre votre usinage plus efficace et plus durable. N'hésitez pas à lui laisser un commentaire pour lui faire savoir les sujets que vous voudriez qu'il aborde par la suite.