Isıya dayanıklı süper alaşımların (HRSA) işlenmesi için 10 ipucu
Isıya dayanıklı süper alaşımların nasıl işleneceğini öğrenin.Isıya dayanıklı süper alaşımların (HRSA'lar) "işlenmesi zor" alaşımlar olduğu iyi bilinmektedir. HRSA ailesinin alt kategorileri vardır:
- nikel
- demir ve
- kobalt baz alaşımları.
Yüksek sıcaklıklarda olağanüstü mekanik ve kimyasal özellikler gerektiren uygulamalar için özel olarak geliştirilmişlerdir. Bu alaşımların klasik kullanımı, uçak motorlarının ve kara türbinlerinin sıcak ucundadır. Son on yılda, bu malzemeler, yüksek sıcaklık özelliklerinin veya korozyon ve oksidasyon direncinin yüksek talep gördüğü kimyasal, medikal, madencilik ve yapısal tasarım gibi diğer uygulamalara da girmiştir.
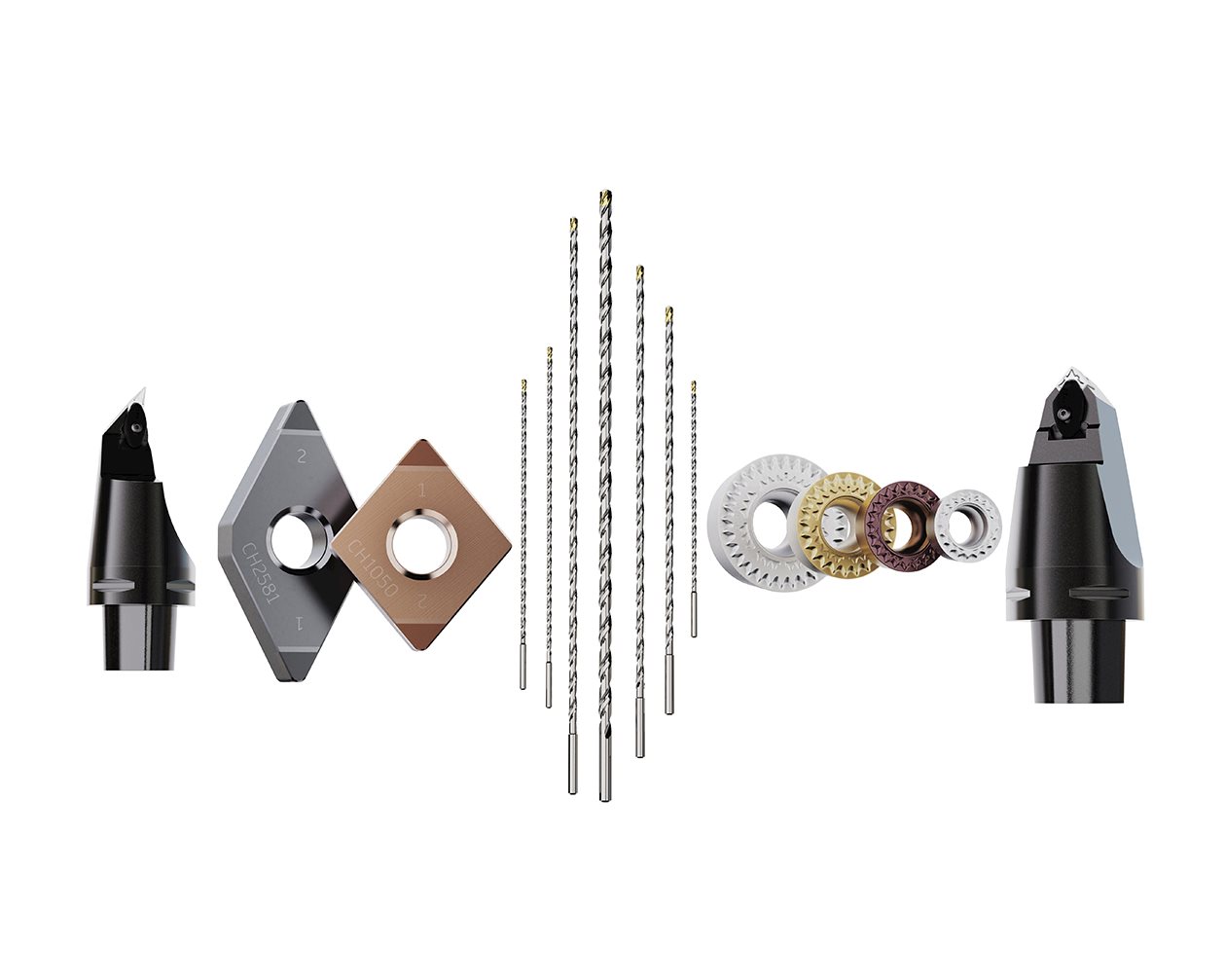
Malzemenin özelliklerini geliştirerek onları 'süper' hale getirmeye yönelik her metalurjik değişiklik, biz operatörlerin işini daha da zorlaştırıyor. Süper alaşımları işlerken gözlemlenen tipik arıza modları burun radyusunda aşındırıcı aşınma, kesici kenarda çentik aşınması ve kesme derinliği çizgisinde çentik aşınmasıdır. İşleme süper alaşımların zorluğu esas olarak kendini kısa takım ömrüne ve işlenmiş parçanın zayıf yüzey cilasına dönüştürür. Bunun başlıca nedenleri şunlardır:
- Düşük ısı iletkenliği - süper alaşımlar talaşlara doğru ısı akışını kısıtlar ve kesici kenarda yüksek kesme sıcaklıkları oluşturur. Bu, kesici kenarın deformasyonuna neden olabilir.
- Gerinim sertleşmesi - çoğu süper alaşım hızla sertleşir, bu da işleme sırasında sertleştirilmiş bir yüzeyin oluştuğu anlamına gelir. Çentik aşınması, esas olarak işleme sırasında malzemenin sertleşmesi nedeniyle kesme derinliği hattında meydana gelir.
- Sıcak sertlik - Yüksek sıcaklıklarda süper alaşımların yüksek mekanik mukavemeti - işleme sırasında olduğu gibi - kesme bölgesinde ortaya çıkar ve kesme kenarında yüksek kesme kuvvetlerine neden olur. Bu, kenar kırılmasına veya kenar deformasyonuna neden olabilir.
- Aşındırıcılık – HRSA’lar, özelliklerini değiştirmek için işlenmeden önce ısıl işlemden geçirilir, burada aşındırıcı karbür çökelir veya diğer ikinci faz parçacıkları sıklıkla oluşur. Bu sert parçacıklar hızlı aşındırıcı burun aşınmasına ve yan aşınmaya neden olur.
- Gerilimin sertleşmesinden kaynaklanan çentik aşınmasını en aza indirmek için kesme mesafesini azaltan nispeten büyük kesim derinlikleri veya sürekli değişen kesim derinlikleri kullanın.
- PVD kaplamalarla pozitif geometriler kullanın, çünkü bu basınç ve kırılmayı azaltır.
- Yüksek besleme hızlarıyla nispeten düşük kesme hızları kullanarak kesme kenarında ısı oluşumunu ve daha düşük sıcaklıkları azaltın.
- Sıcaklığı daha da fazla kontrol etmek için yüksek basınçlı yönlendirilmiş emülsiyon kullanın.
- Kesici kenarda yağlamaya yardımcı olmak için yaklaşık %12-15 konsantrasyon seviyesine sahip yağ bazlı bir emülsiyon kullanın. Bu da takımın ömrünü uzatır.
- Bu takım özelliği, kesme işlemi sırasında üretilen kesme kuvvetlerini ve ısıyı ek parçanın daha büyük bir kısmına yayarak nokta aşınmasını azaltacağı ve takım ömrünü uzatacağı için mümkün olan en geniş burun yarıçapını kullanın.
- Ayrıca kesme kuvvetlerini daha geniş bir alana yaymak için bir "Düğme" kesici uç veya en büyük yaklaşma açısına sahip bir takım kullanın.
- Yay kesimlerini denemeyin ve üretmeyin, çünkü bu, takımın sürtünmesine, erken aşınmaya ve artan ısı üretimine neden olacak ve zorlanma sertleşmesine neden olacaktır.
- Eski tezgahlarda frezeleme yaparken, ısı oluşumunu ve takım aşınmasını kontrol etmek için takım çapınızın %30'inden fazla olmayan bir kesim genişliği sağlayın.
- Yeni tezgahlarda işleme yaparken, ısı üretimini ve takım aşınmasını en aza indirmek için gelişmiş Dinamik Torna ve Dinamik frezeleme stratejileri kullanın.
Daha fazla bilgi veya yardım için bizimle iletişime geçin veya Havacılık Endüstrisi Segmenti Çözüm sayfasını ziyaret edin.
Daha fazla makale için David Morr'u takip edin.
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64
Related content
How to deal with "difficult-to-machine' materials
Advances in superalloy machinability
Havacılık segmentinde malzeme ve işleme trendleri

The Ethics of A.I.
İsrafı azaltın. Sürdürülebilirliği artırın.
Seco İnovasyon Merkezleri
Advances in superalloy machinability
Inspiration Through Innovation
Seco Ar-Ge ekibi Scania için çözüm sunuyor
Seco Tools 3D üretimi yeni fırsatlar yaratıyor
Seco optimize edilmiş parça işleme için yenilikçi çözümler sunuyor