10 wskazówek dotyczących obróbki superstopów żaroodpornych (HRSA)
Dowiedz się, jak obrabiać superstopy żaroodporne.Superstopy żaroodporne (HRSA) są dobrze znane jako stopy "trudne w obróbce". Rodzina HRSA dzieli się na podkategorie:
- stopy na bazie niklu
- stopy na bazie żelaza i
- stopy na bazie kobaltu.
Zostały one opracowane specjalnie do zastosowań, które wymagają wyjątkowych właściwości mechanicznych i chemicznych w podwyższonych temperaturach. Klasyczne zastosowanie tych stopów znajduje się w gorącym końcu silników lotniczych i turbin lądowych. W ciągu ostatniej dekady materiały te znalazły zastosowanie w innych zastosowaniach, takich jak projektowanie chemiczne, medyczne, górnicze i konstrukcyjne, gdzie bardzo pożądane są właściwości wysokotemperaturowe lub odporność na korozję i utlenianie.
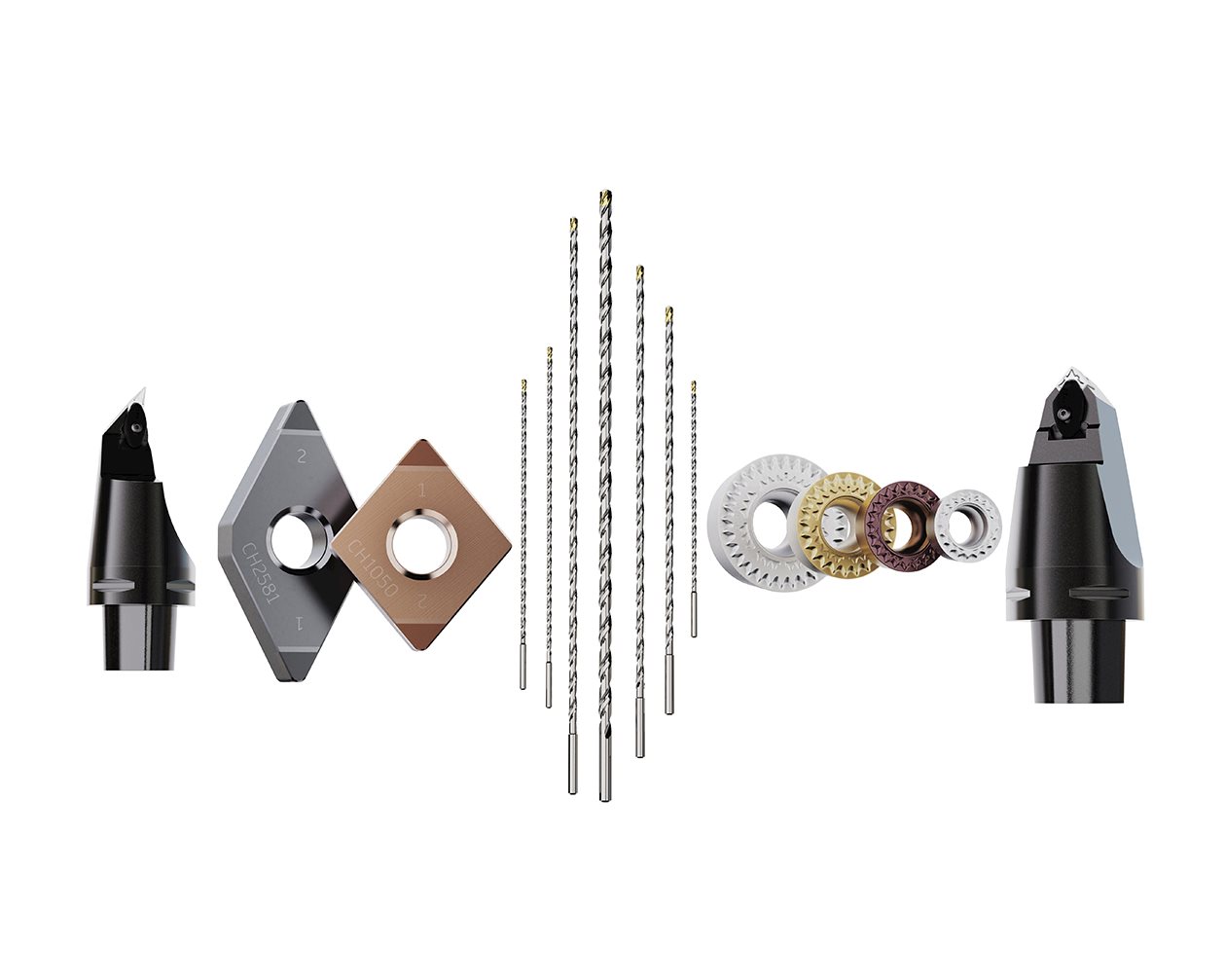
Każda zmiana metalurgiczna mająca na celu poprawę właściwości materiału, aby uczynić go "super", utrudnia nam, mechanikom. Typowymi rodzajami uszkodzeń obserwowanymi podczas obróbki superstopów są zużycie ścierne na promieniu naroża, wykruszenia na krawędzi skrawającej i zużycie karbu na linii głębokości skrawania. Trudność obróbki superstopów sprowadza się głównie do krótkiej trwałości narzędzia i słabej jakości wykończenia powierzchni obrabianej części. Główne powody tego to:
- Niska przewodność cieplna - superstopy ograniczają przepływ ciepła do wiórów i generują wysokie temperatury skrawania na krawędzi skrawającej. Może to spowodować deformację krawędzi skrawającej.
- Utwardzanie przez zgnio - Większość superstopów szybko utwardza się przez zgniot, co oznacza, że podczas obróbki powstaje utwardzona powierzchnia. Na linii głębokości skrawania występuje karb, głównie z powodu utwardzania materiału podczas obróbki.
- Twardość na gorąco - Wysoka wytrzymałość mechaniczna superstopów w podwyższonych temperaturach – np. podczas obróbki skrawaniem – pojawia się w strefie skrawania, co skutkuje dużymi siłami skrawania na krawędzi skrawającej. Może to spowodować wykruszanie się krawędzi lub deformację krawędzi.
- Ścieralność – superstopy żaroodporne są poddawane obróbce cieplnej przed obróbką w celu modyfikacji ich właściwości, w których często tworzą się osady węglika ściernego lub inne cząstki drugiej fazy. Te twarde cząstki powodują szybkie ścieranie się końcówki i powierzchni przyłożenia.
- Stosować stosunkowo duże głębokości skrawania przy zmniejszonej odległości skrawania lub stale zmieniających się głębokościach skrawania, aby zminimalizować zużycie karbu spowodowane utwardzaniem odkształceniowym.
- Używać geometrii dodatnich z powłokami PVD, ponieważ zmniejsza to nacisk i pękanie.
- Stosować stosunkowo niskie prędkości skrawania z dużymi posuwami, aby zmniejszyć wytwarzanie ciepła i obniżyć temperaturę krawędzi skrawającej.
- Używać emulsji skierowanej pod wysokim ciśnieniem, aby jeszcze bardziej kontrolować temperaturę.
- Stosować emulsję na bazie oleju o stężeniu ok. 12-15%, aby wspomóc smarowanie krawędzi skrawającej, co zwiększy trwałość narzędzia.
- Należy stosować jak największy promień naroża, ponieważ ta funkcja narzędzia rozkłada siły skrawania i ciepło wytwarzane podczas procesu skrawania na większą część płytki, zmniejszając zużycie wierzchołka i zwiększając trwałość narzędzia.
- Do rozproszyć sił skrawania na większej powierzchni należy również użyć płytki okrągłej lub narzędzia o największym kącie natarcia.
- Nie próbuj generować przejść wygładzających, ponieważ spowoduje to starcie narzędzia, przedwczesne zużycie i zwiększone wytwarzanie ciepła, co prowadzi do utwardzenia przez zgniot.
- Podczas frezowania na starszych obrabiarkach należy utrzymywać szerokość skrawania nie większą niż 30% średnicy narzędzia, aby kontrolować wytwarzanie ciepła i zużycie narzędzia.
- Podczas obróbki na nowszych obrabiarkach należy stosować zaawansowane strategie toczenia dynamicznego i frezowania dynamicznego, aby zminimalizować wytwarzanie ciepła i zużycie narzędzia.
Aby uzyskać więcej informacji lub pomoc, skontaktuj się z nami lub odwiedź stronę Aerospace Industry Segment Solution .
Śledź Davida Morra, aby uzyskać więcej artykułów.
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64
Related content
How to deal with "difficult-to-machine' materials
Advances in superalloy machinability
Trendy materiałowe i obróbcze w przemyśle lotniczym
The Ethics of A.I.
Zmniejsz ilość odpadów. Popraw zrównoważony rozwój.
Centra innowacji Seco
Advances in superalloy machinability
Inspiracja poprzez innowacje
Dział badawczo-rozwojowy Seco współpracuje z firmą Scania
Seco Tools 3D Manufacturing stwarza nowe możliwości
Seco wprowadza innowacyjne rozwiązania optymalizujące obróbkę