Femoral Knee Implants – a new manufacturing paradigm
Learn how you can significantly reduce your machining time and improve the surface roughness on your orthopedic implants!A collaborative approach to machining a femoral component
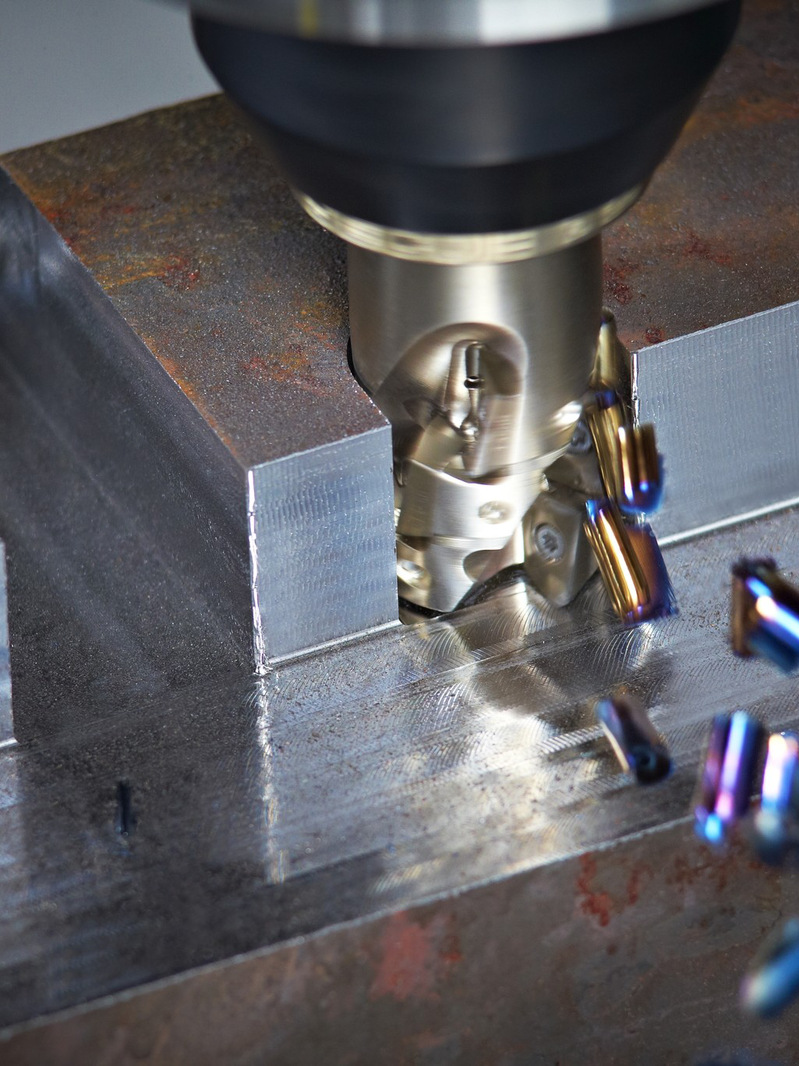
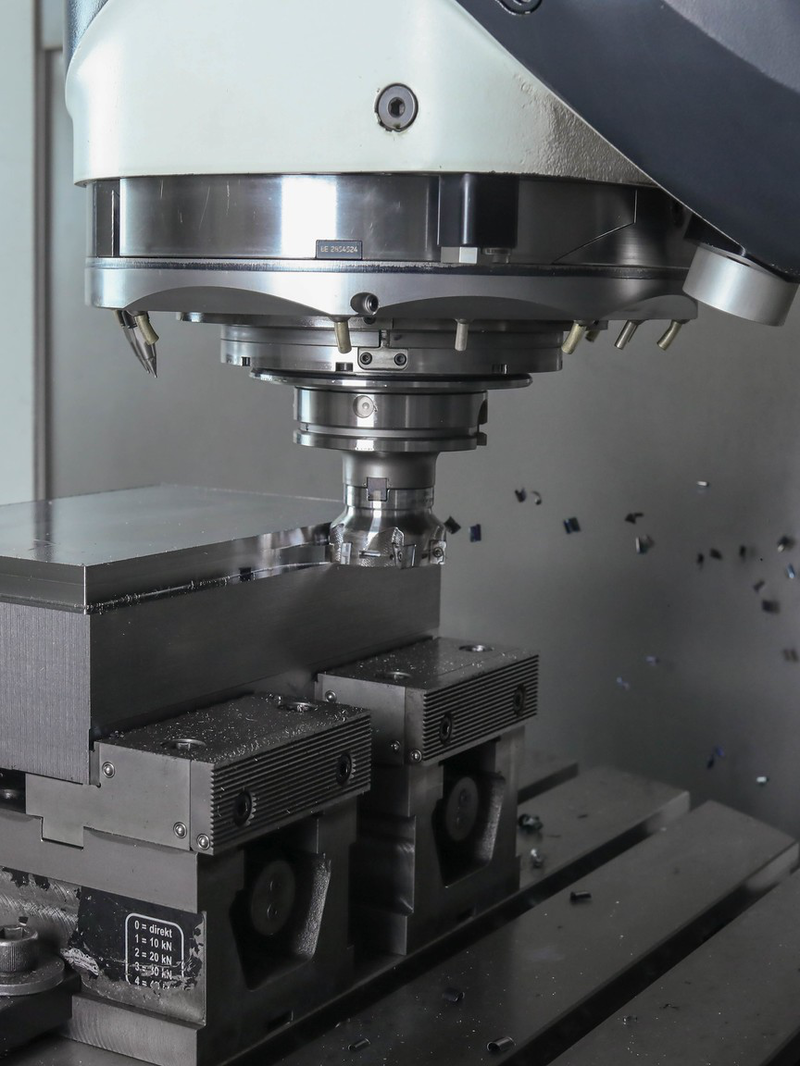
The femoral component in a knee implant is very challenging to manufacture. The curved, condyle surfaces of the implant must meet very strict tolerances and have a smooth, polished surface. Traditionally, the process is to use 5-axis milling, followed by 5-axis grinding, then polishing.
Learn more in our webinar
We collaborated closely with GF Machining Solutions and Open Mind to investigate and implement a very different milling strategy.
Ultimately, we were able to reduce machining time by nearly 30% and to improve surface roughness to such an extent that the griding process could be eliminated!
We have prepared a webinar for you that explores the keys to success in this special collaboration, how we created this process and took a closer look at the savings generated.
Watch the Webinar On-Demand