切れ刃形状のガイド
インサート材種に加えて、インサートの切れ刃形状も加工プロセスとインサート材種の性能と摩耗の状態に多大な影響を与えます。高硬度材種と鋭利な切れ刃形状を組み合わせると、強度の断続切削や被削混入物があると、簡単に欠損したり破損したりする可能性があります。
逆に、極度の加工熱環境や摩耗環境は、強靭な材種と厳重に保護された切れ刃形状を備えたインサートの工具寿命に悪影響を及ぼします。工具寿命と加工用途を最適化するには、常にインサート材種と切れ刃形状のバランスが必要です。
Seco インサート形状の呼称規則は、切れ刃形状がインサートの切削機能にどのような影響を与えるかについての指針を表示します。
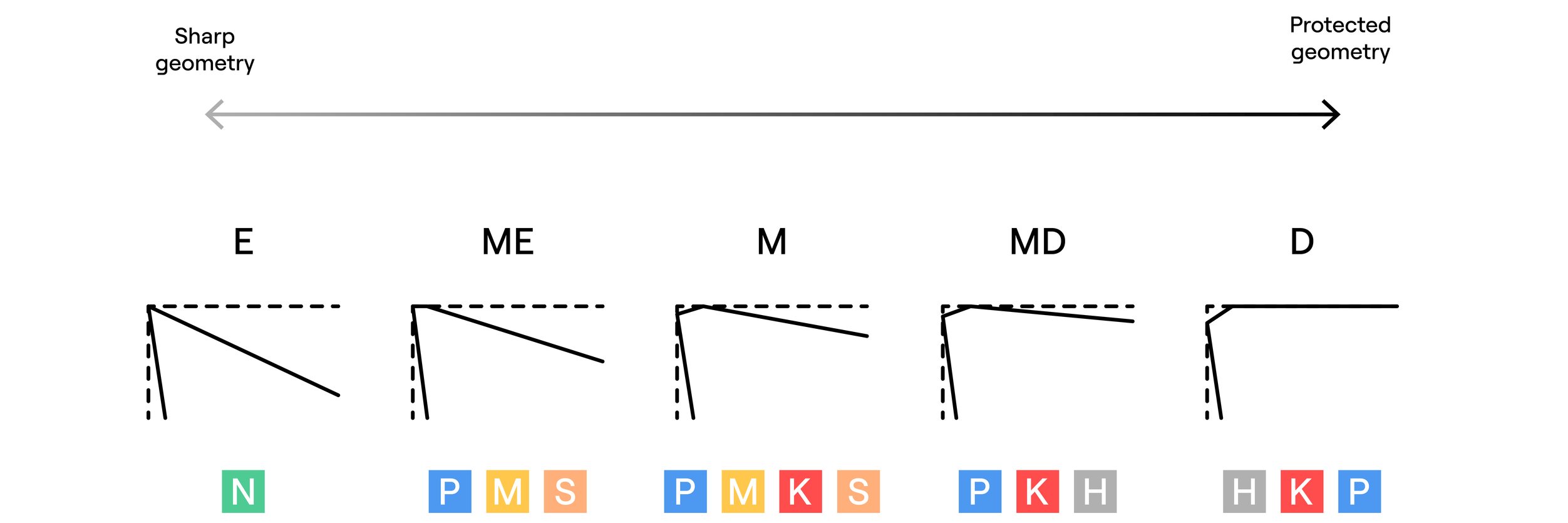
M = 中程度 (例. XOMX120408TR-M12 MP2501)
Mは「中程度」の幾何学的切れ刃形状を示します。多くの場合において、最初の選択肢としてアプリケーションで選定されますが、 被削材、切削条件、摩耗特性に関して多用途性があるためです。この切れ刃形状タイプでは、標準的な振動、被削混入物や荒れた表層などの不均質な加工品状態、中程度から高い引張応力の被削材などにおいては、中程度の送り速度で加工が可能です。M 切れ刃形状は、鋼材、鋳鉄、ステンレス鋼の個体被削材に最適な選択です。
ME および MD 幾何学的切れ刃形状は、特定された摩耗パターンまたは加工性能に応じて、M 切れ刃形状を補完最適化したものになります。
ME および MD 切れ刃形状の詳細については、以下を参照してください。
ME = 中程度 – 軽度 (例. XOMX120408TR-ME08 T350M)
E と M から ME の間の中間形状により、M 形状のより軽い切削機能と切り屑生成が実現され、E 形状よりも切れ刃欠損やインサート破損のリスクが少なくなります。広領域適用設計のため、E 切れ刃形状よりも M 切れ刃形状の補完最適化形状として選定されます。M 切れ刃形状と比較して、ME 切れ刃形状は、すくい角が強くて保護面取りが小さく鋭利な切れ刃です。この切れ刃形状設計は、低~中合金鋼、軟質ステンレス鋼、耐熱超合金加工用途での切削抵抗、切り屑生成厚さ、構成刃先を軽減するのに最適です。
MD = 中程度 – 高難度 (例. XOMX120408TR-MD13 MP1501)
高引張応力被削材の高い機械的負荷、安定した切削条件下での高い送り速度、または振動や被削混入物による切れ刃欠損やインサート破損を軽減するために、MD 切れ刃形状は M 切れ刃形状よりもネガティブに保護された切れ刃を採用していますが、切削抵抗値は D 切れ刃形状と比較した切削環境において軽減されています。MD 切れ刃形状は通常、強靱な高性能の鋳鉄の粗加工用途、中合金鋼から高合金鋼および焼入れ鋼などの加工に適用されます。
E = 軽度(例:XOEX120408FR-E06 H15)
E 切れ刃形状は「簡単、軽度」な切削を表し、非鉄金属、低合金鋼、ステンレス鋼などの低引張強度被削材の加工用途に最適です。切れ刃形状は保護面取りのない鋭利な形状で、すくい角が強く、切り屑生成時の切削抵抗と塑性変形を軽減する設計がされています。この切れ刃形状は、加工変形しやすく、製品角部分の形成変化が生じやすいすべての金属加工用途に適しています。通常、切れ刃形状の鋭い切削特性を維持するために、コーティング無しまたは PVD コーティングされたインサート材種と組み合わされて設定されており、この理由は CVD コーティング被膜層は厚い被膜層が脆すぎるため鋭い切れ刃に被膜生成することができないためです。
D = 高難度 (例. XOMX120408TR-D14 MK1500)
D 切れ刃形状は、少ないすくい角で最高強度の切れ刃保護を維持し、強靭な切削進入角度を有しています。高硬度鋼、高引張応力鋼、または鋳鉄などの非常に硬い被削混入物を含む被削材での加工用途には、破損に強く高い動的機械負荷に耐える安定した刃先強度が要求されます。D 切れ刃形状は、切削条件をより適切な加工範囲に変更しても軽減または回避できない極度な加工振動に対応する場合にも適しています。D 切れ刃形状は高い切削抵抗と切削熱を生成する可能性があるため、特定の用途では軽い切削と振動の低減を確保するに、M または MD 切れ刃形状に補完最適化する必要がある場合があります。