Experții Seco răspund la întrebările dvs. despre găurire
Alegerea burghiului potrivit pentru aplicația dvs. este esențială pentru o găurire durabilă și rentabilă. Indiferent dacă aveți întrebări despre geometria și compoziția burghiului, acoperiri sau lichid de răcire, experții Seco au răspunsurile de care aveți nevoie, care vă vor minimiza costul pe gaură.
Cuprins
Din ce fel de materiale sunt fabricate burghiele și ce pot ele să le manevreze?
Alegerea compoziției unui burghiu va varia în funcție de utilizarea sa. În general, materialele pentru burghie sunt disponibile în trei categorii.

Burghiele HSS sunt o alegere bună pentru găurirea oțelului moale și a plasticului. Acestea sunt economice și adaptabile pentru multe aplicații de foraj.
Cu adăugarea de 5-8% cobalt, burghiele HCSCO oferă proprietăți îmbunătățite de duritate și uzură și sunt potrivite pentru găurirea oțelului, oțelului turnat, titanului și a altor materiale dure.
Burghiele din carbură mențin claritatea mai mult decât orice alt material de găurire și sunt cele mai bune pentru cele mai dure materiale, inclusiv ceramică, sticlă, oțel inoxidabil și fontă. În timp ce depășesc toate celelalte materiale de foraj, burghiele din carbură sunt fragile și mai scumpe.
Burghiele pot fi personalizate la aproape orice dimensiune, în funcție de aplicație. Cu toate acestea, standardele din industrie au stabilit dimensiuni de burghie definite, care sunt cel mai frecvent produse de producătorii de burghie.
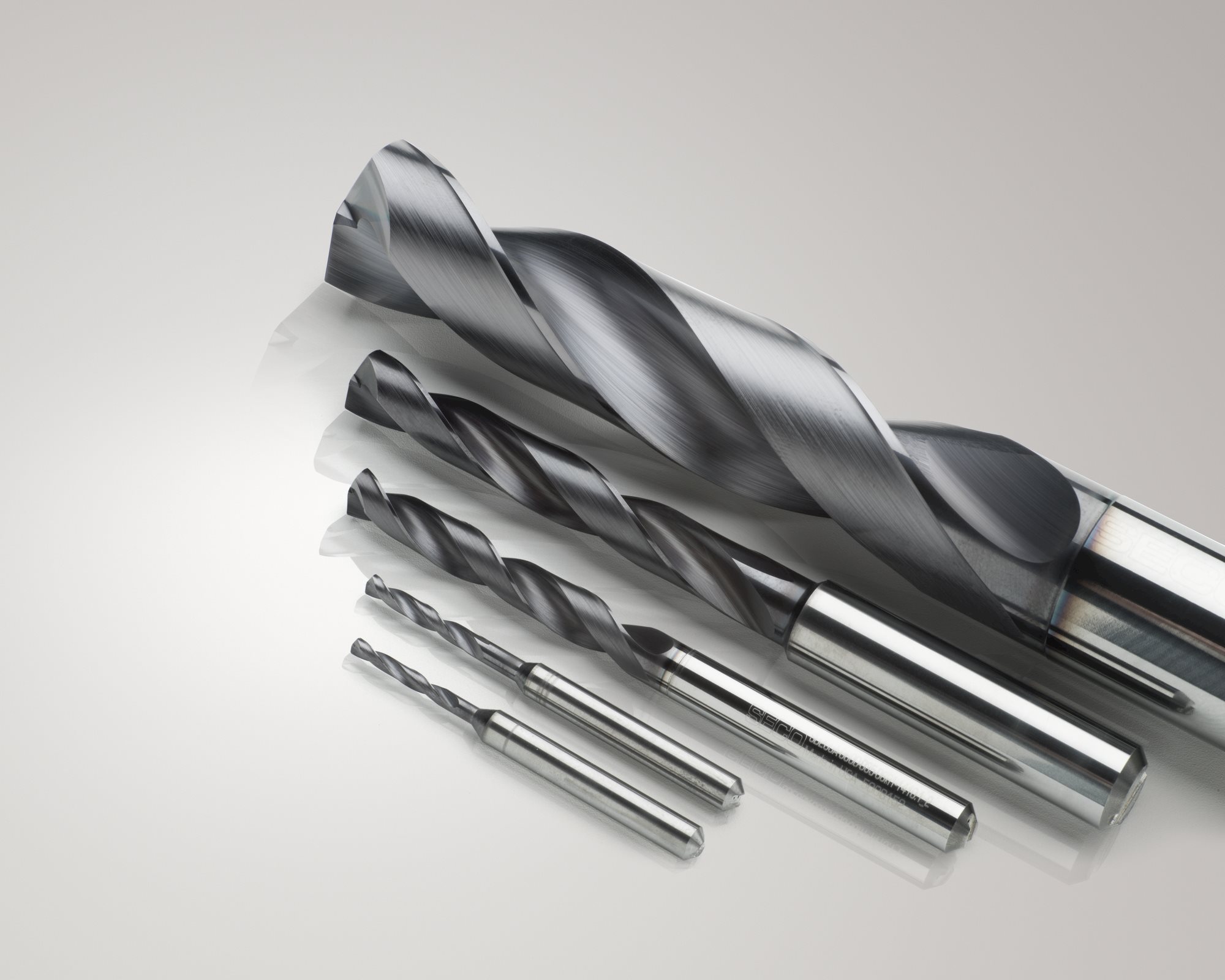
Lungimile de găurire sunt, de asemenea, variabile, cu toate acestea, există tipuri definite:
- Lungimea jobber – cel mai comun tip de burghiu de uz general realizat pentru o mare varietate de lucrări, combinând rezistența și precizia.
- Lungime mecanică – aceste burghie au fute mai scurte decât lungimile jobber, oferind mai multă rezistență și rigiditate.
- Lungimea mașinii de înșurubat – acestea sunt cele mai scurte burghie standard, cu o rigiditate mai mare, care reduce deformarea.
- Lungime extinsă – concepută pentru a fora găuri adânci, burghiele cu lungime extinsă încorporează arbori lungi și flaute.
- Lungimea conului – aceste burghie se încadrează între jobber și biți de lungime extinsă în ceea ce privește dimensiunea.
 Geometria burghiului este relația complexă dintre diferitele unghiuri și aspecte ale burghiului. Lungimea și alezajul burghiului, împreună cu configurația marginilor de tăiere, profilul flautului și performanța impactului unghiului de punct, precizia și durata de viață a sculei.
Geometria burghiului este relația complexă dintre diferitele unghiuri și aspecte ale burghiului. Lungimea și alezajul burghiului, împreună cu configurația marginilor de tăiere, profilul flautului și performanța impactului unghiului de punct, precizia și durata de viață a sculei.
Optimizarea acestor relații cu aplicația, obiectivele de producție și piesa de prelucrat este esențială pentru o găurire eficientă și rentabilă.
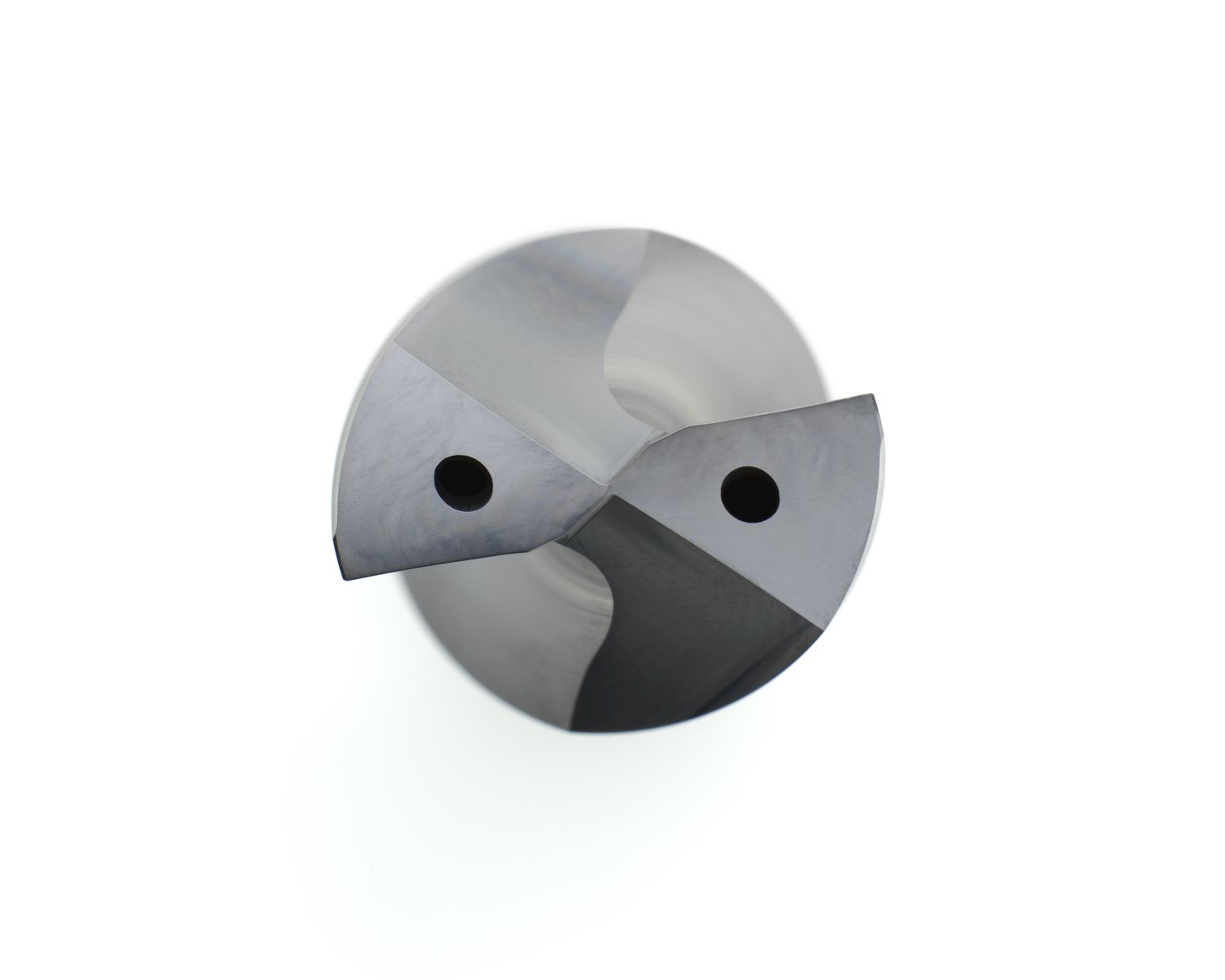
Componentele geometriei burghiului care trebuie luate în considerare sunt:
- Unghiul punctului – situat la capul burghiului, unghiul punctului determină rătăcirea, ușurința centrării, conducerea căldurii și fluxul de așchii.
- Muchiile principale de tăiere - conectate prin muchia dălții, muchiile de tăiere efectuează procesul de găurire propriu-zis.
- Marginea dălții – situată în mijlocul vârfului de găurire, lungimea marginii dălții determină claritatea burghiului.

- Profil de caneluri – facilitează îndepărtarea așchiilor și fluxul de lichid de răcire.
- Terenuri de ghidare – ghidați burghiul în timp ce acesta funcționează prin gaură.
Unghiul de greblare sau helix al unui burghiu este unghiul dintre marginea anterioară a burghiului și axa sa. Unghiurile de rake sunt în general disponibile între 18 și 45 de grade, 30 de grade fiind valoarea tipică. Unghiurile mai mari de rake formează așchii bine rulate. Unghiurile de rake mai mici tind să formeze chips-uri care sunt rulate mai lejer. Unghiurile de greblare afectează, de asemenea, temperatura de tăiere și durata de viață a uneltei.
Unghiurile mari de greblare sunt în general utilizate la găurirea materialelor mai moi, în timp ce unghiurile mai mici sunt utilizate la găurirea materialelor dure care produc așchii mai mici, mai scurte.
DIN 1836 se adresează unghiurilor elicoidale cu trei grupuri:
- Tip N – elicoidal normal pentru materiale cu duritate normală, cum ar fi metalele neferoase și fonta. Helixurile de tip N nu sunt potrivite pentru materiale mai moi.
- Tip H – helixuri mai lungi pentru materiale fragile, cum ar fi oțelul, materialele plastice dure și laminatele.
- Tip W – spirala bine curatata care produce chipsuri lungi, curling in materiale plastice si metale moi.
Muchiile de așchiere ale unui burghiu sunt conectate prin muchia dălții și sunt responsabile pentru procesul efectiv de găurire. Muchiile de așchiere lungi oferă o performanță mai bună în procesul de găurire.
Găsiți burghiul potrivit cu ghidul/whitepaper-ul nostru Scopul aplicațiilor de tăiere a metalelor, inclusiv a celor de prelucrare a metalelor, este de a menține costurile de prelucrare și operaționale scăzute și
producția ridicată. În timp ce mulți producători iau în considerare cu atenție instrumentele pe care le folosesc pentru frezare și strunjire, este posibil să nu trateze
alegerea uneltelor de găurire ca o decizie la fel de critică, dar sunt. Sfaturile și trucurile sunt întotdeauna binevenite. Aflați mai multe aici: |
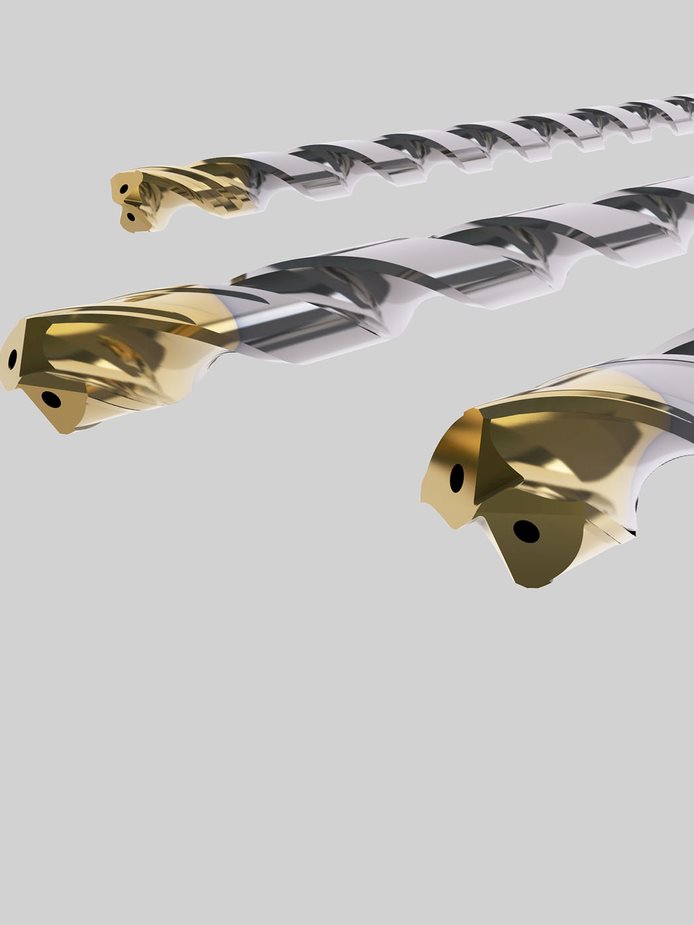
Ce acoperiri de foraj sunt disponibile și care sunt cele mai bune pentru o anumită aplicație?
 Există o varietate de acoperiri disponibile pentru burghie, fiecare cu avantaje specifice și mai potrivite decât altele pentru aplicații specifice. Ca și în majoritatea întrebărilor de selecție a sculei, răspunsul la care este cel mai bun este determinat în primul rând de operație și de piesa de prelucrat. Acoperirile pentru burghie prelungesc, de asemenea, durata de viață a sculei, reducând astfel costul total per gaură.
Există o varietate de acoperiri disponibile pentru burghie, fiecare cu avantaje specifice și mai potrivite decât altele pentru aplicații specifice. Ca și în majoritatea întrebărilor de selecție a sculei, răspunsul la care este cel mai bun este determinat în primul rând de operație și de piesa de prelucrat. Acoperirile pentru burghie prelungesc, de asemenea, durata de viață a sculei, reducând astfel costul total per gaură.
Acoperirile sunt aplicate în general pe muchiile de așchiere printr-un proces numit depunere fizică de vapori (PVD). PVD utilizează un proces fizic, cum ar fi încălzirea sau pulverizarea, pentru a produce vapori de material care sunt apoi depozitați pe obiectul acoperit.
Cele mai frecvente acoperiri pentru burghie sunt:
- Staniu, sau nitrură de titan, compusă din titan și azot, care s-a dovedit că dublează și chiar cvadruplă durata de viață a sculei pentru găurirea de uz general.
- TiAIN sau nitrura de aluminiu din titan, care poate prelungi durata de viață a sculei de până la 10 de ori și oferă o rezistență excelentă la căldură și oxidare. Potrivit pentru oțeluri aliate și inoxidabile la viteze de așchiere medii până la mari.
- TiCN, sau carbonitrida de titan, oferă o duritate foarte mare și rezistență la uzură și poate prelungi durata de viață a sculei de până la cinci ori mai mare decât cea a sculelor neacoperite. Funcționează cel mai bine pe bronz și aliaje de cupru, precum și bronz aluminiu și aliaje de nichel.
- Nitrura de titan din aluminiu sau Altin oferă duritate superioară pentru aplicații la temperaturi ridicate atunci când găuriți piese de prelucrat foarte dure sau abrazive.
Dezavantajul principal al burghiilor acoperite, cu toate acestea, este că uneori nu pot fi reascuțite.
Ce tipuri de lichide de răcire sunt disponibile și cum ar trebui să le folosesc?
Lichidul de răcire și lubrifierea în timpul procesului de găurire îmbunătățește semnificativ durata de viață a sculei, evacuarea așchiilor și calitatea găurilor, în special în cazul pieselor dure, cum ar fi oțelurile aliate sau inoxidabile. Reducerea căldurii este și mai importantă în operațiunile de foraj, deoarece cea mai mare parte a energiei este transformată în căldură. În burghiele cu margini de teren multiple există un contact mai mare între suprafața găurii și unealtă, ceea ce face controlul căldurii și mai important.
Există mai multe tipuri diferite de lichid de răcire disponibile, iar selecția depinde de aplicație. Printre acestea se numără:
- Uleiurile de tăiere drepte - cunoscute și sub numele de uleiuri curate, uleiurile de tăiere sunt 100% petrol sau minerale utilizate în braconaj, filetare și foraj adânc. Acestea sunt potrivite în special pentru găurirea super-aliajelor și a oțelului inoxidabil.
- Ulei de tăiere solubil în apă – deși îi lipsește lubrifiantul uleiurilor curate, uleiul solubil este mai versatil și poate fi utilizat într-o gamă largă de aplicații ușoare până la medii.
- Fluide sintetice și semisintetice – asigură răcirea și lubrifierea pentru găurirea la viteză mare în aplicații moderate până la grele.
Lichidul de răcire intern este întotdeauna recomandat pentru găurire și este cea mai bună opțiune pentru materiale de lucru dure, cum ar fi super-aliaje și oțel inoxidabil. Pentru o răcire internă eficientă, instrumentele de răcire prin răcire prin aer au canale de răcire care direcționează lichidul de răcire direct către zona de tăiere.
Dacă este utilizat lichid de răcire extern, este important să vă asigurați că debitul lichidului de răcire este direcționat cât mai paralel cu burghiul, pe măsură ce acesta ajunge în zona de tăiere. Pentru o evacuare acceptabilă a așchiilor, adâncimea maximă recomandată de găurire cu lichid de răcire extern nu trebuie să fie mai mare de 3X diametru și să reducă viteza de tăiere cu 20% în comparație cu operațiunile care utilizează lichid de răcire intern.
Care sunt problemele și soluțiile comune de foraj?
Deși pot exista o serie de probleme care apar, de departe cea mai îngrijorătoare este ruperea burghiului. Este evident că instrumentele sparte trebuie înlocuite în detrimentul timpului și banilor, dar ele cresc și riscul de piese și deșeuri casate.
Unele cauze ale ruperii burghiului sunt:
- Viteză necorespunzătoare - burghiele cu diametru mare funcționează la viteze mai mici decât burghiele cu diametru mic. Găurirea prea rapidă sau prea lentă poate cauza legarea și ruperea burghiilor. Duritatea piesei de prelucrat determină, de asemenea, viteza de găurire. Consultați tabelele producătorului pentru viteza corectă.
- Presiune excesivă în partea inferioară a unei găuri oarbe - acumularea de așchii în partea inferioară a unei găuri oarbe din cauza îndepărtării insuficiente poate provoca ruperea. Reduceți presiunea când vă apropiați de partea inferioară.
- Flauturile infundate – atunci când flautele se înfundă cu așchii, acestea nu sunt evacuate în mod corespunzător, determinând bitul să se lege în gaură și să se rupă. Optați pentru un burghiu cu jgheaburi mai late și/sau retrageți burghiul la intervale regulate.
- Punct de găurire necorespunzător pentru aplicație - sunt necesare unghiuri diferite de puncte, în funcție de duritatea piesei de prelucrat. Consultați tabelele de fabricație pentru unghiul corect al punctului pentru aplicația dvs.
- Viteză de avans excesivă – depășirea ratelor de avans recomandate descompune marginile de tăiere și punctul de găurire, ducând la despicare sau rupere. Reduceți viteza de avans pentru a elibera presiunea de găurire.
Găurirea eficientă necesită minimizarea costurilor per gaură. Burghiele care se uzează prea repede necesită timpi de nefuncționare pentru schimbarea uneltelor, ceea ce crește costul pe gaură. Pentru a evita schimbarea prea frecventă a instrumentelor:
- Verificați lichidul de răcire pentru a vă asigura că acesta ajunge la punctul de tăiere.
- Verificați viteza și parametrii de alimentare.
- Utilizați unealta potrivită pentru lucrare - burghiul și geometria adecvată a punctului pentru aplicația dvs. Specifică pot face diferența.
Marginile de tăiere cu așchii nu vor perfora o gaură de calitate. Așchiile de pe marginea de tăiere pot fi cauzate de:
- Scurgere excesivă/mandrină slăbită.
- Viteze și alimentări excesive/necorespunzătoare.
- Neutilizarea sau utilizarea necorespunzătoare a lichidului de tăiere.
Chip-urile care nu reușesc să se rupă devin lungi și stringy care necesită întreruperi de lucru pentru a le relaxa de la instrument. Pentru a păstra jetoanele sub control:
- Măriți avansul
- Examinați burghiul pentru a vă asigura că este ascuțit.
- Luați în considerare trecerea la o geometrie diferită a punctului de găurire.
Care sunt câteva sfaturi și trucuri comune de foraj?
Urmați aceste linii directoare generale pentru foraj durabil și rentabil.
Burghiele mai scurte reduc capacitatea burghiului de a se rătăci sau de a se abate de la punctul său de plecare în timpul procesului de găurire. Ca urmare, burghiele mai scurte oferă o precizie mai mare. Deoarece sunt mai rigide, sunt mai puțin susceptibile de a se rupe și sunt mai ușor de utilizat în zone limitate.
O geometrie a burghiului cu centrare automată permite amplasarea precisă și precisă a găurilor, eliminând necesitatea unor instrumente de aliniere suplimentare sau a unor ajustări excesive. Burghiul se centrează automat în punctul de pornire, asigurând poziționarea perfectă a găurii în funcție de cerințele piesei. Burghiele cu centrare automată economisesc timp, simplifică configurările și reduc costul pe gaură.
Utilizați burghie proiectate pentru a prioritiza găurirea sigură și pentru a menține poziția pe tot parcursul procesului de găurire pentru a minimiza mișcarea sau deviațiile nedorite. Stabilitatea este esențială pentru obținerea unor rezultate precise și consecvente, în special atunci când se lucrează la piese delicate, complexe, în care precizia este esențială.
Evacuarea eficientă a așchiilor și prevenirea acumulării de așchii sunt esențiale pentru o găurire lină și maximizarea productivității. Evacuarea corespunzătoare a așchiilor reduce timpul de nefuncționare, îmbunătățește performanța de găurire și promovează productivitatea generală în procesul de prelucrare.
Pentru găurirea cu găuri adânci și burghiile lungi care depășesc 16XD mm, va fi necesar un burghiu pilot. Găurirea mai întâi a unei găuri pilot va îndepărta o parte din material de pe piesa de prelucrat și va reduce forța necesară pentru a produce gaura finală. Orificiile pilot reduc scurgerea orificiilor și asigură o precizie maximă.
Dacă găuriți într-o suprafață înclinată, presați o suprafață plană utilizând o râșniță cu capăt solid prin metoda de interpolare. Dacă frezarea nu este posibilă, reduceți alimentarea cu găurire cu 50% până când burghiul ajunge la tăiere completă. Utilizați un burghiu cu margini de teren multiple și reduceți viteza de avans cu 30 până la 50% în timpul ieșirii.
Pentru a perfora găuri transversale, reduceți alimentarea cu 50% 3mm înainte de traversare și mențineți viteza de alimentare scăzută până la 3mm după trecerea prin orificiul de trecere. Dacă este posibil, utilizați un burghiu cu mai multe margini de teren pentru a îmbunătăți ghidarea.
Materialele stivuite pot fi forate eficient atâta timp cât piesele de prelucrat sunt fixate în siguranță, astfel încât să nu existe spații de aer între ele. Golurile de aer au un efect negativ asupra evacuării așchiilor și cauzează deteriorarea burghiului.

Alegerea celui mai bun instrument pentru o anumită aplicație implică o gamă largă de considerații. În afară de geometriile universale ale burghiului, care sunt versatile și adaptabile la aplicațiile în schimbare și la nevoile de producție, selectarea unui burghiu cu caracteristicile, dimensiunile, straturile de acoperire și caracteristicile de tăiere potrivite va avea un impact direct asupra performanței dvs.
Pentru o găurire durabilă la cel mai eficient cost pe gaură, contactați un expert Seco pentru a găsi instrumentul potrivit pentru lucrarea dvs. Sau încercați să sugerați.