ภาพรวมของรูปแบบการสึกหรอพื้นฐานเฉพาะตัวในการตัดเฉือน
นี่คือภาพรวมของรูปแบบการสึกหรอเฉพาะตัวที่สังเกตพบมากที่สุดในเครื่องมือตัด สิ่งเหล่านี้รวมถึงการสึกหรอด้านข้างและเป็นหลุมด้านบน เศษสะสมที่คมตัด การกะเทาะ การแตกหักจากความร้อน การเสียรูปถาวร การสึกเป็นรอยบาก การตีของเศษและการแตกหักของคมตัด สำหรับรูปแบบการสึกหรอแต่ละรูปแบบ จะมีวิธีการรับมือที่เป็นไปได้เพื่อหลีกเลี่ยงหรืออย่างน้อยก็ลดผลกระทบต่อกระบวนการตัดเฉือนให้น้อยที่สุด
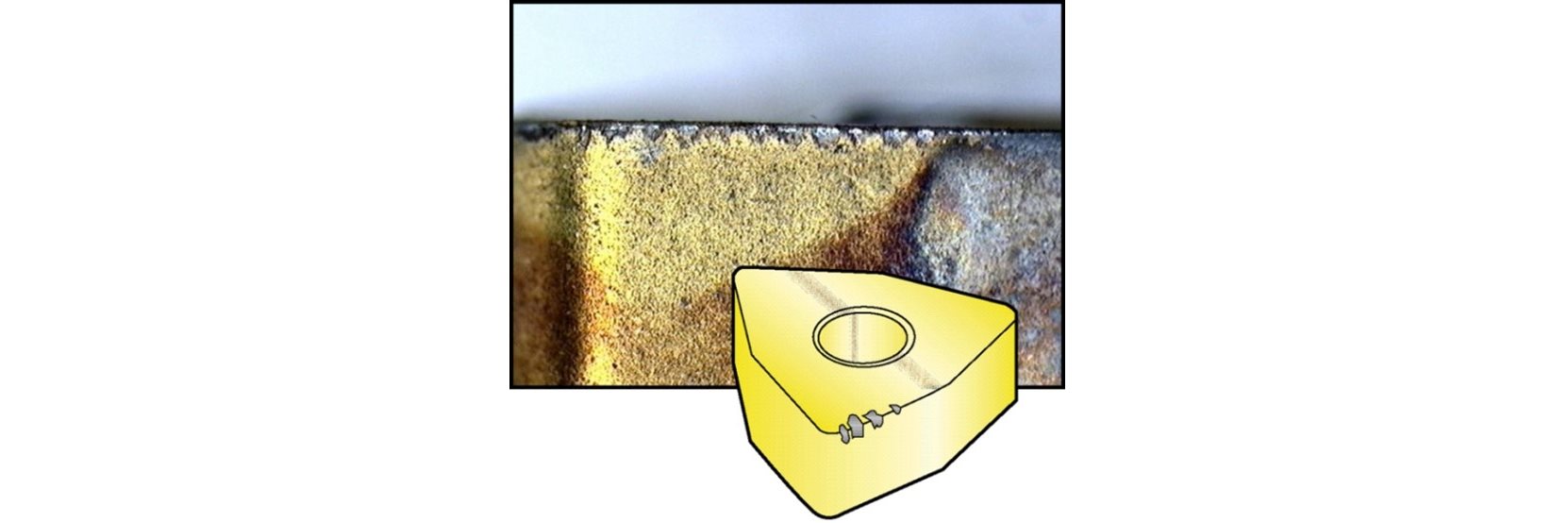
การสึกหรอด้านข้างเป็นสภาวะการสึกหรอซึ่งเป็นที่ต้องการมากที่สุด เนื่องจากสามารถคาดเดาและเชื่อถือได้ ขณะที่ระบุความสัมพันธ์ที่ชัดเจนระหว่างการสึกหรอด้านข้างและอายุการใช้งานเครื่องมือที่ทำได้ อย่างไรก็ตาม การสึกหรอด้านข้างที่เกิดขึ้นเร็วเกินไป – คล้ายกับการสึกหรอพื้นฐานแต่เกิดขึ้นในช่วงเวลาสั้น ๆ – อาจเป็นปัญหาได้
ที่ความเร็วตัดต่ำ สาเหตุหลักของการสึกหรอด้านข้างคือ การเสียดสีและการสึกกร่อน ใช้กล้องจุลทรรศน์ดูการรวมอนุภาคของวัสดุชิ้นงานหรือคาร์ไบด์แข็งตัวจากความเครียดที่ตัดเข้าไปในเครื่องมือตัด ชิ้นส่วนเล็ก ๆ ของการเคลือบจะแตกออกและตัดเข้าไปที่หน้าตัดเครื่องมือ ในที่สุดโคบอลต์ก็เสื่อมสภาพจากเมทริกซ์ ซึ่งจะลดการยึดเกาะของเกรนคาร์ไบด์ เป็นสาเหตุให้แตกหักได้เช่นกัน ที่ความเร็วตัดที่สูงขึ้น การสึกหรอแบบแพร่กระจายเป็นสาเหตุหลักของการสึกหรอด้านข้าง เนื่องจากความเร็วตัวที่สูงขึ้นจะสร้างอุณหภูมิที่สูงขึ้นบนคมตัด ทำให้เกิดสภาวะที่เอื้ออำนวยต่อการแพร่กระจาย
การสึกหรอด้านข้างคล้ายกับการเสียดสีที่ค่อนข้างสม่ำเสมอตามคมตัดของเครื่องมือ ในบางครั้ง โลหะจากชิ้นงานสามารถสร้างความเสียหายบนคมตัด และสามารถเพิ่มขนาดความเสียหายเกินกว่าที่ปรากฏจริงได้ การสึกหรอด้านข้างเกิดได้ในวัสดุทุกประเภท และโดยปกติแล้วคมตัดจะเสียหายเนื่องจากการสึกหรอด้านข้าง หากไม่เสียหายจากการสึกหรอประเภทอื่นก่อน
การแก้ไขปัญหาบางอย่างเพื่อลดการสึกหรอด้านข้างให้น้อยลงคือการลดความเร็วตัด (ในบางกรณี การเพิ่มอัตราป้อนก็สามารถช่วยได้เช่นกัน) เลือกเกรดคาร์ไบด์ที่แข็งขึ้นและทนต่อการสึกหรอมากขึ้น และใช้น้ำหล่อเย็นอย่างถูกต้อง
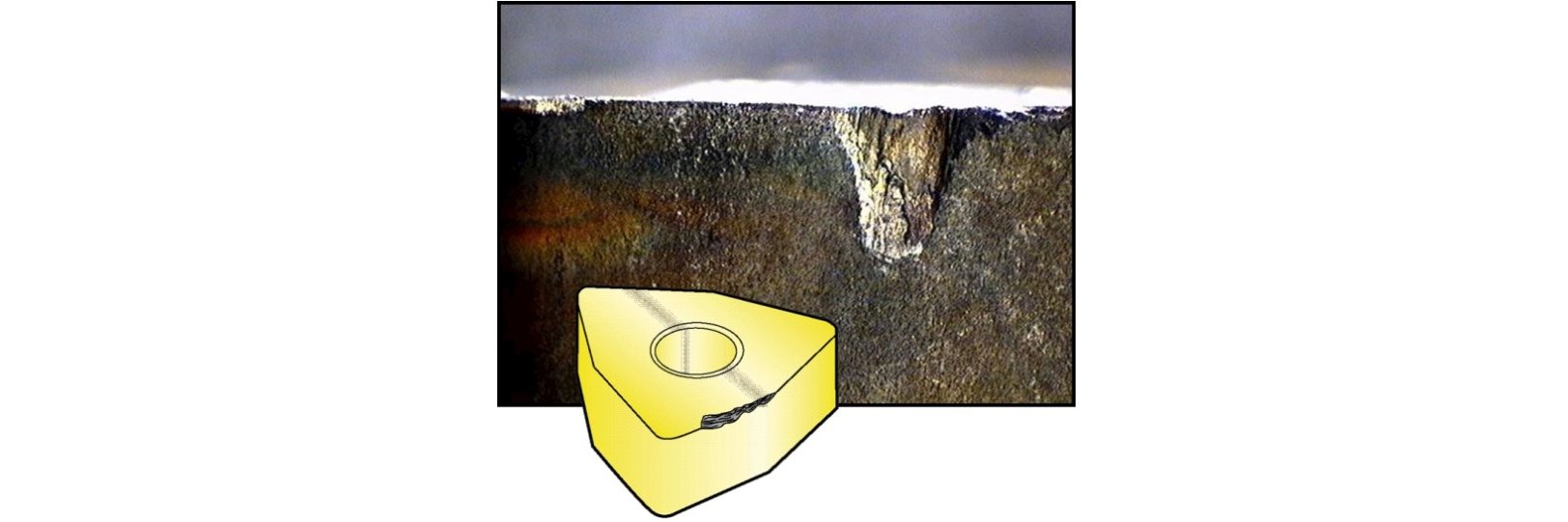
รูปที่ 1 การสึกหรอของเครื่องมือ – การสึกหรอด้านข้าง
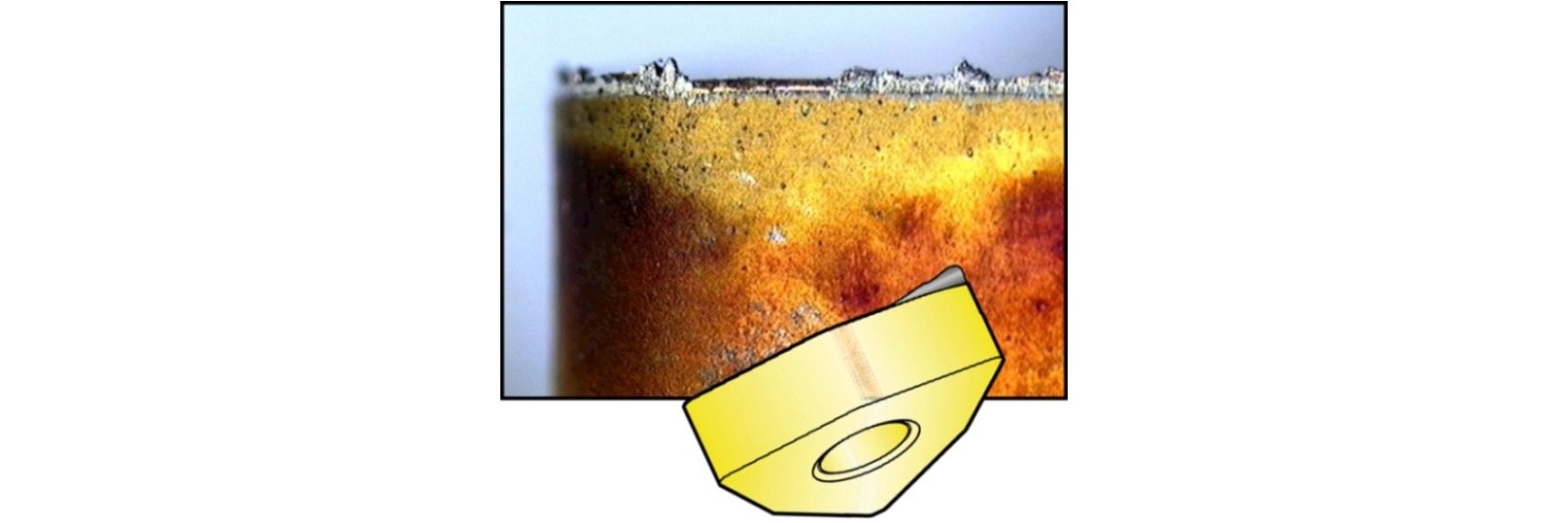
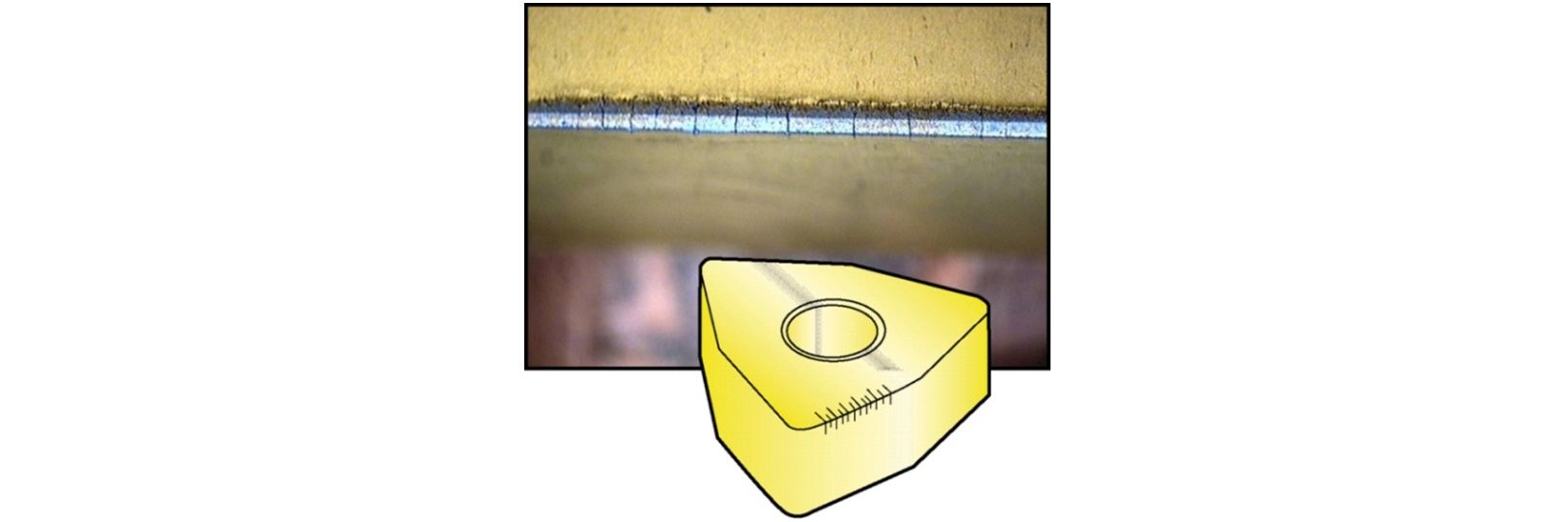
การสึกหรอเป็นหลุมบนผิวคายเป็นการผสมผสานของการแพร่กระจายและการสลายตัว (ความเร็วตัดที่สูงขึ้น) และการสึกหรอจากการเสียดสี (ความเร็วตัดต่ำลง) ความร้อนที่เกิดจากเศษชิ้นงานสลายตัวออกจากเกรนทังสเตนคาร์ไบด์ที่อยู่ในซับสเตรท และคาร์บอนถูกกรองเข้าไปในเศษ (แพร่กระจาย) ทำให้เกิดการสึกหรอ ‘เป็นหลุม’ ที่ด้านบนผิวคายของเม็ดมีด การสึกหรอเป็นหลุมบนผิวคายนี้จะพัฒนาใหญ่ขึ้น จนกระทั่งเป็นสาเหตุให้เม็ดมีดเสียหาย เช่น กะเทาะหรือสึกหรอด้านข้างอย่างรวดเร็ว
การสึกหรอเป็นหลุมบนผิวคายจะทำให้เกิดรูปร่าง/ลักษณะของแอ่งหรือหลุมบนผิวคายของเม็ดมีด ส่วนใหญ่จะมองเห็นการสึกหรอเป็นหลุมบนผิวคายเมื่อตัดเฉือนวัสดุชิ้นงานที่มีฤทธิ์กัดกร่อนหรือวัสดุที่มีพื้นผิวแข็ง
เพื่อลดการสึกหรอเป็นหลุมบนผิวคาย วิธีที่ดีที่สุดคือใช้การเคลือบที่มีชั้นหนาของอะลูมิเนียมออกไซด์ ใช้การหล่อเย็น ใช้รูปทรงคมตัดแบบอิสระที่ช่วยลดความร้อนและลดความเร็วตัดและอัตราป้อน
รูปที่ 2 การสึกหรอของเครื่องมือ – การสึกหรอเป็นหลุมบนผิวคาย
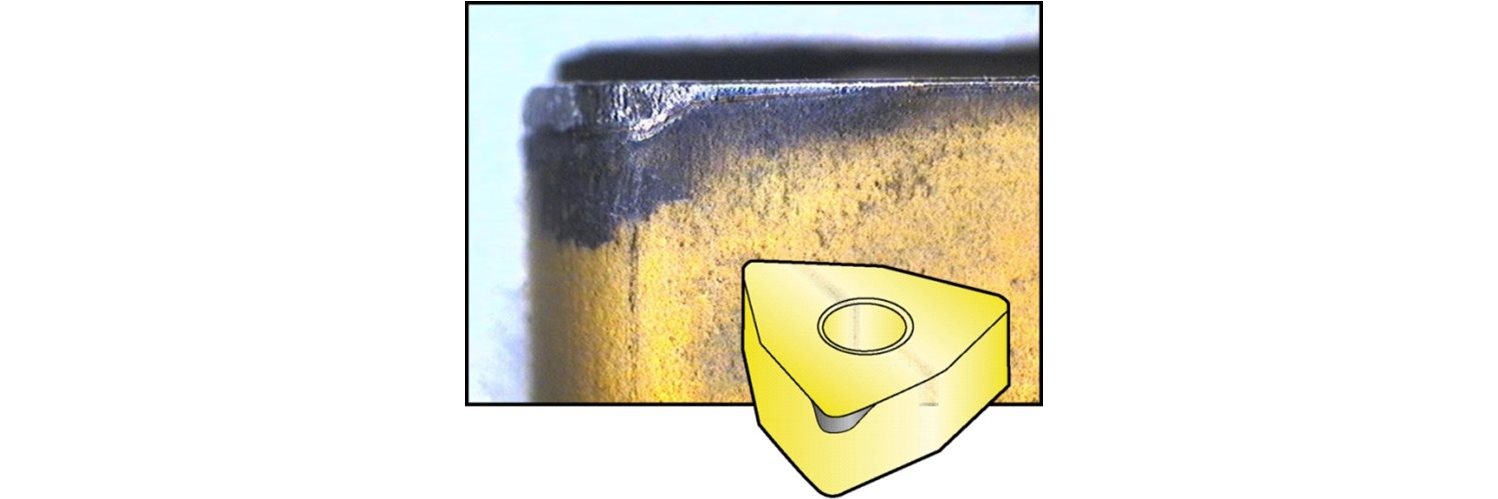
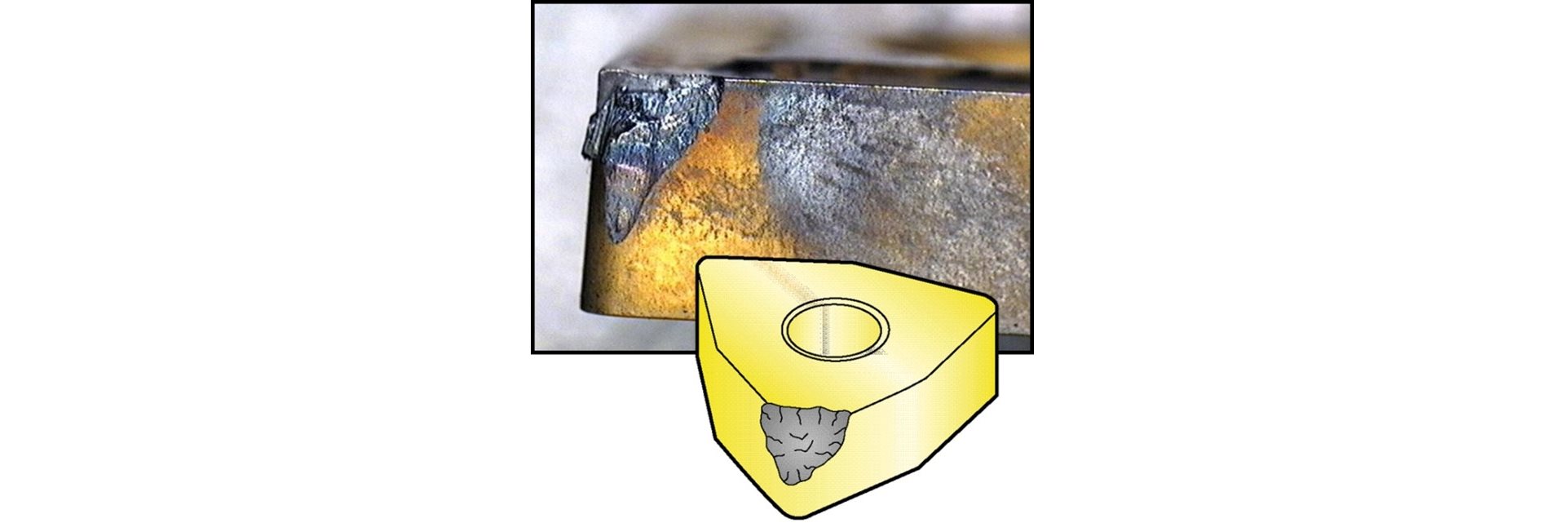
เศษสะสมที่คมตัด (BUE) เกิดจากการยึดเกาะของวัสดุชิ้นงานทำให้เกิดการเชื่อมติดบนคมตัด สิ่งนี้จะเกิดขึ้นเมื่อมีความสัมพันธ์ทางเคมี แรงดันสูงและอุณหภูมิที่เพียงพอในบริเวณพื้นที่ตัด ในที่สุด เศษสะสมที่คมตัดก็จะแตกออกและเอาชิ้นส่วนของคมตัดไปด้วย นำไปสู่การกะเทาะและการสึกหรอด้านข้างอย่างรวดเร็ว
เศษสะสมที่คมตัดดูคล้ายกับชิ้นส่วนวัสดุที่มันวาวที่บ้านบนหรือด้านข้างของคมตัดและนำไปสู่หลุมหรือแอ่งบนผิวคายของเครื่องมือ และในที่สุดก็ทำให้เกิดการกะเทาะของคมตัด โดยทั่วไปเศษสะสมที่คมตัดมักเกิดในวัสดุเหนียว เช่น วัสดุที่ไม่ใช่เหล็ก ซูเปอร์อัลลอยและสเตนเลส และในระหว่างการทำงานที่เกี่ยวข้องกับความเร็วตัดและอัตราป้อนที่ช้าลง
เพื่อป้องกันการสึกหรอแบบเศษสะสมที่คมตัด ให้เพิ่มความเร็วตัดและหรืออัตราป้อน เลือกเม็ดมีดที่มีรูปทรงที่คมขึ้นและผิวคายที่เรียบเนียน และใช้น้ำหล่อเย็นที่ถูกต้องที่ความเข้มข้นสูงขึ้น
รูปที่ 3 การสึกหรอของเครื่องมือ – เศษสะสมที่คมตัด (BUE)
การกะเทาะเกิดจากความไม่มั่นคงทางกลหรือรอยแตกในวัสดุการตัด การกะเทาะของคมตัดมักเป็นผลมาจากการสั่นสะเทือนในชิ้นงานหรือเครื่องจักรหรือตัวเครื่องมือเอง การรวมกันอย่างหนักหน่วงในพื้นผิวของวัสดุชิ้นงานและการตัดกระแทก ส่งผลให้เกิดความเข้มข้นของความเครียดเฉพาะที่ซึ่งอาจทำให้เกิดรอยแตกหรือการกะเทาะได้ การกะเทาะดูเหมือนเศษเล็กเศษน้อยที่หักออกจากคมตัดและพบได้ทั่วไปในสถานการณ์ที่ไม่มั่นคงแข็งแรง วัสดุชิ้นงานที่มีอนุภาคแข็ง (เช่น วัสดุชิ้นงานที่แข็งตัวจากการตกตะกอน) จะทำให้คมตัดกะเทาะได้เช่นกัน
การแก้ไขปัญหาประกอบด้วย การตั้งค่าเครื่องจักรที่เหมาะสม และการเบี่ยงเบนให้น้อยที่สุด ใช้เกรดคาร์ไบด์ที่เหนียวขึ้นและรูปทรงคมตัดที่แข็งแรง ลดการป้อนงาน (โดยเฉพาะตรงทางเข้าหรือออกของคมตัด) และเพิ่มความเร็วตัด (ดูการแก้ไขปัญหาสำหรับเศษสะสมที่คมตัดด้วย)
รูปที่ 4 การสึกหรอของเครื่องมือ – การกะเทาะ
การรวมกันของวงจรความร้อน (อุณหภูมิที่เปลี่ยนแปลงในคมตัด) โหลดความร้อน (ความแตกต่างของอุณหภูมิระหว่างพื้นที่อุ่นและพื้นที่เย็นในคมตัด) และการสะเทือนทางกลเป็นสาเหตุทำให้เกิดรอยแตกจากความร้อน รอยแตกที่เกิดจากความเค้นก่อตัวขึ้นตลอดคมตัด เป็นสาเหตุที่ทำให้ส่วนของคาร์ไบด์ถูกดึงออกและเกิดการกะเทาะในที่สุด รอยแตกจากความร้อนสามารถสังเกตได้เป็นส่วนใหญ่ในการกัดและการกลึงกระแทก และการไหลของน้ำหล่อเย็นที่ไม่สม่ำเสมอสามารถนำไปไปสู่รอยแตกจากความร้อนได้อีกด้วย
การแก้ไขปัญหาบางอย่างคือ การใช้น้ำหล่อเย็นอย่างถูกต้อง เลือกเกรดคาร์ไบด์ที่เหนียวขึ้น ลดความเร็วตัดและการป้อน ใช้รูปทรงคมตัดแบบอิสระที่ลดความร้อนและพิจารณาวิธีการตัดเฉือนแบบอื่น (อัตราส่วนเวลาในการตัด/เวลาที่ไม่ได้ตัด)
รูปที่ 5 การสึกหรอของเครื่องมือ – รอยแตกจากความร้อน
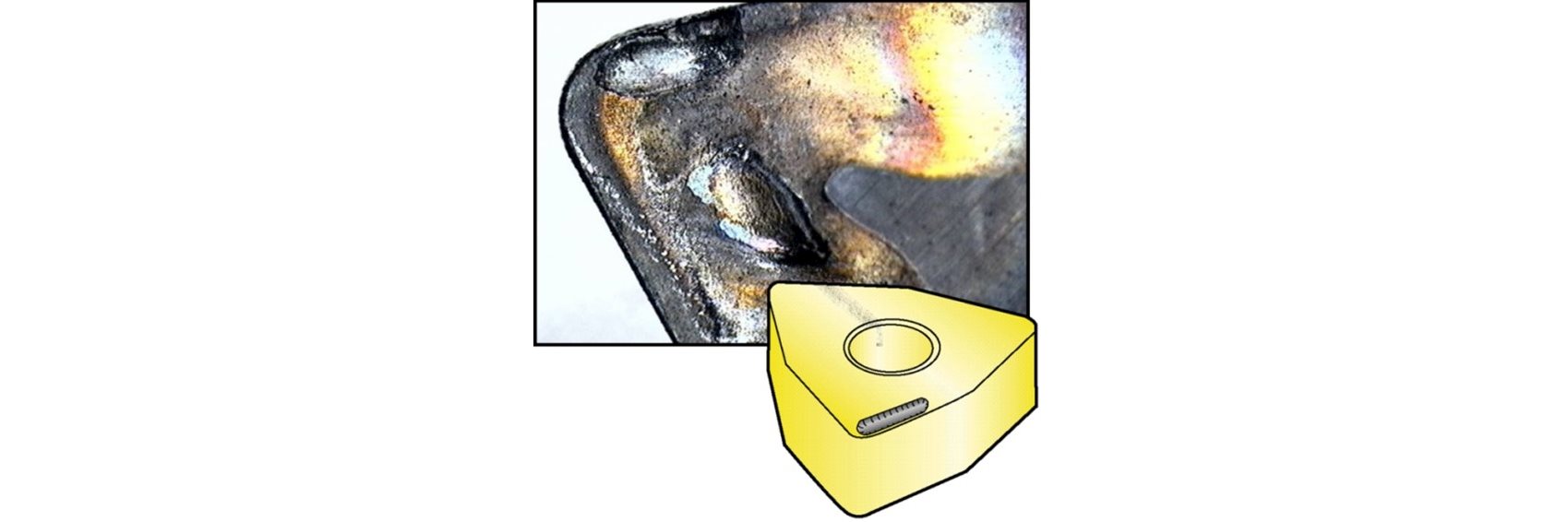
ความร้อนที่มากเกินไปเป็นสาเหตุหลักของการเสียรูปถาวร ความร้อนส่วนเกินทำให้ตัวประสานคาร์ไบด์ (โคบอลต์) อ่อนลง ในขณะนั้น เนื่องจากโหลดทางกลที่มากเกินไป แรงกดบนคมตัดทำให้เสียรูปหรือหย่อนลงตรงส่วนปลาย ในที่สุดก็แยกออกจากกันนำไปสู่การสึกหรอด้านข้างอย่างรวดเร็ว
การเสียรูปถาวรคล้ายกับคมตัดที่ผิดรูป จำเป็นต้องสังเกตอย่างระมัดระวัง เนื่องจากการเสียรูปถาวรอาจดูคล้ายกับการสึกหรอด้านข้างบนคมตัดอย่างมาก
คาดว่าการเสียรูปถาวรเมื่ออุณหภูมิการตัดสูง (ความเร็วและอัตราป้อนสูง) และเมื่อวัสดุชิ้นงานมีความแข็งสูงตามธรรมชาติ (เหล็กกล้าแข็งหรือพื้นผิวที่แข็งตัวจากความเครียด และซูเปอร์อัลลอย)
การแก้ไขปัญหาบางอย่างอาจจะใช้น้ำหล่อเย็นอย่างเหมาะสม ลดความเร็วตัดและการป้อน ใช้เม็ดมีดที่มีรัศมีมุมใหญ่ขึ้นและเลือกใช้เกรดคาร์ไบด์ที่แข็งและทนทานต่อการสึกหรอมากขึ้น
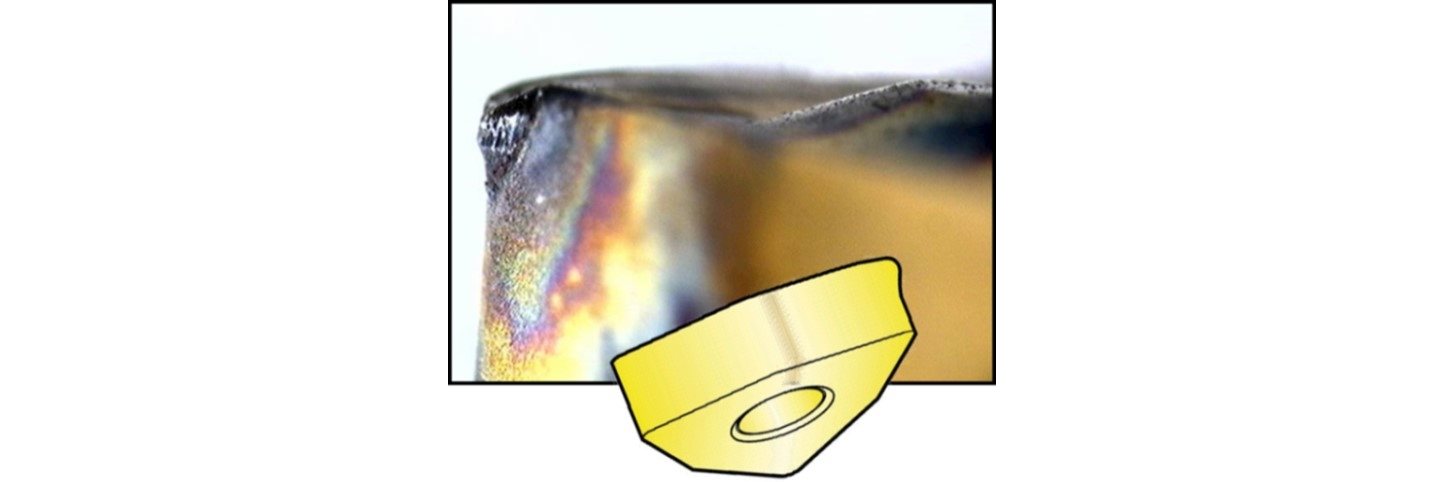
รูปที่ 6 การสึกหรอของเครื่องมือ – การเสียรูปถาวร
การสึกหรอเป็นรอยบากเกิดขึ้นเมื่อพื้นผิวของชิ้นงานแข็งหรือสึกกร่อนมากกว่าวัสดุที่อยู่ด้านล่าง ซึ่งอาจเกิดจากการชุบผิวแข็งในระหว่างการตัดครั้งก่อน (การแข็งตัวของวัสดุเนื่องจากความเครียด เช่น สเตนเลสและซูเปอร์อัลลอย) หรือเกิดจากการหลอมหรือหล่อพื้นผิวด้วยมาตราส่วนพื้นผิว ซึ่งทั้งหมดนี้เป็นสาเหตุให้คมตัดเกิดการสึกหรออย่างรวดเร็วที่จุดซึ่งคมตัดสัมผัสกับชั้นผิวแข็ง ความเค้นเข้มข้นเฉพาะที่นี้สามารถนำไปสู่การสึกหรอเป็นรอยบากได้. สิ่งที่เกิดขึ้นคือความเค้นอัดที่พัฒนาบนคมตัดที่สัมผัสกับวัสดุชิ้นงาน แต่จะไม่เกิดขึ้นเมื่อคมตัดไม่ได้สัมผัสกับวัสดุชิ้นงาน สิ่งนี้ทำให้เกิดความเครียดสูงบนคมตัด ณ จุดที่ทั้งสองสัมผัสกันโดยตรง (ความลึกของเส้นตัด) ผลกระทบใด ๆ เช่น การรวมกันของไมโครแข็งในวัสดุชิ้นงาน หรือการกระแทกเล็กน้อยก็สามารถทำให้เกิดการสึกหรอเป็นรอยบากได้เช่นกัน.
การแก้ไขปัญหาบางอย่าง รวมถึงการลดอัตราป้อนและความลึกของการตัดที่แตกต่างเมื่อต้องทำงานหลายรอบ การเพิ่มความเร็วตัดถ้าต้องตัดเฉือนอัลลอยอุณหภูมิสูง (ซึ่งจะทำให้เกิดการสึกหรอด้านข้างมากขึ้น) การเลือกเกรดคาร์ไบด์ที่เหนียวขึ้นและใช้รูปทรงหักเศษสำหรับอัตราป้อนสูง ซึ่งจำเป็นสำหรับการป้องกันเศษสะสมที่คมตัด โดยเฉพาะอย่างยิ่งในสเตนเลสและอัลลอยทนความร้อน
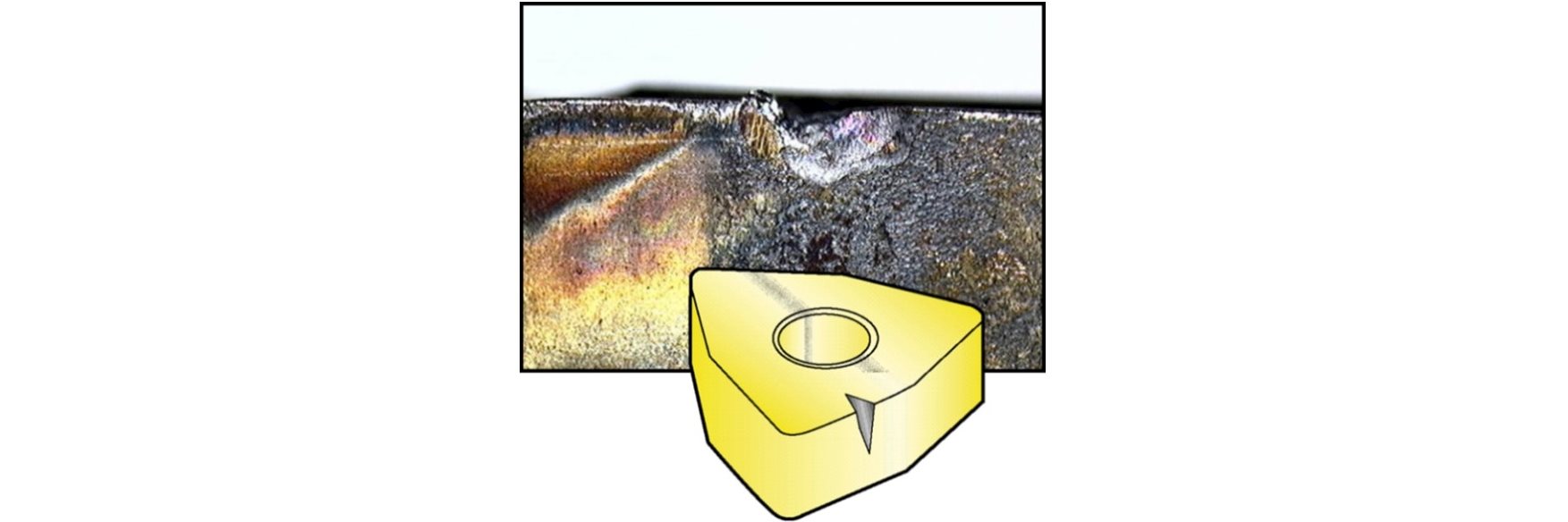
รูปที่ 7 การสึกหรอของเครื่องมือ – การสึกหรอเป็นรอยบาก
การตีของเศษเป็นปรากฎการณ์ที่เกิดจากการม้วนงอกลับและไปกระแทกกับส่วนที่ไม่ได้ใช้งานของคมตัด การแตกของคมตัด (หรือส่วนหนึ่งของคมตัด) เป็นผลที่ตามมาแม้ไม่ได้ทำการตัด ความเสี่ยงที่จะเกิดเหตุการณ์เช่นนี้มีมากขึ้นด้วยการทำงานที่เกี่ยวข้องการอัตราป้อนสูงและความลึกของการตัดสูงร่วมกัน
การแก้ไขสำหรับการตีของเศษให้เปลี่ยนอัตราป้อนและความลึกของการตัด เลือกมุมคมตัดที่แตกต่างกัน ใช้รูปทรงหักเศษแบบต่าง ๆ และใช้เกรดคาร์ไบด์ที่มีความเหนียวขึ้น
รูปที่ 8 การสึกหรอของเครื่องมือ – การตีของเศษ
ภาพรวมของรูปแบบการสึกหรอพื้นฐานจะต้องรวมถึงการแตกหักของคมตัดด้วย ความหายนะของคมตัดไม่ใช่รูปแบบการสึกหรอ แต่เป็นปรากฎการณ์ไม่พึงประสงค์และเป็นอันตรายที่เกิดจากการใช้เครื่องมืออย่างไม่ถูกต้อง เมื่อคมตัดหักหมายความว่า การเลือกเงื่อนไขของการตัดเฉือนทำให้โหลดทางกลที่กระทำกับคมตัดมีมากจนเกินไปจนไม่สามารถต้านทานได้ เริ่มต้นด้วยค่าเงื่อนไขของการตัดเฉือนที่ต่ำ (ความลึกของการตัดและการป้อนเป็นหลัก) หรือเลือกคมตัดที่แข็งแรงขึ้น (เกรดคาร์ไบด์ที่เหนียวและรูปทรงที่แข็งแรงขึ้น) นอกจากนี้ยังอาจเป็นไปได้ว่ารูปแบบการสึกหรอรูปแบบหนึ่งที่เกิดขึ้นก่อนหน้านี้ได้ขยายตัวและทำให้คมตัดอ่อนแอลง จนไม่สามารถทนต่อแรงโหลดที่กระทำต่อมันได้อีกต่อไป ในกรณีเหล่านี้ การเปลี่ยนคมตัดใหม่ให้เร็วขึ้นจะช่วยป้องกันการแตกหักได้
รูปที่ 9 การสึกหรอของเครื่องมือ – การแตกหักของคมตัด
คำอธิบายการสึกหรอเน้นที่ลักษณะที่ปรากฎของการสึกหรอของเครื่องมือ นอกจากนี้ ยังมีปรากฎการณ์อื่น ๆ ที่สามารถสังเกตได้เมื่อคมตัดเกิดการสึกหรอ สิ่งเหล่านี้สามารถบ่งบอกว่าเครื่องมือเสื่อมสภาพและพร้อมที่จะต้องถูกเปลี่ยน
- ทันทีที่เกิดการแตกหักของเครื่องมือตัด นี่เป็นวิธีส่งสัญญาณที่ไม่น่าพอใจอย่างยิ่งว่าเครื่องมือตัดต้องถึงกำหนดเปลี่ยน มีองค์ประกอบมากมายที่มีอิทธิพลต่อการเสื่อมสภาพของคมตัดจนไม่สามารถนำมาพิจารณาได้ทั้งหมด และอาจนำไปสู่การแตกหักของคมตัดได้ในบางกรณี หากเครื่องมือเกิดการแตกหักอย่างเป็นระบบ จำเป็นต้องหยุดการทำงานและทำการประเมินผลอย่างเต็มที่ การแตกหักของเครื่องมืออย่างเป็นระบบบ่งชี้ว่ามีความไม่สมดุลระหว่างโหลดที่กระทำกับคมตัดและความสามารถในการรับโหลดของเครื่องมือ ควรลดแรงตัดหรือเลือกคมตัดที่แข็งแรงขึ้น
- การทดสอบเล็บมือเป็นหนึ่งในการทดสอบที่ง่ายที่สุดในการประเมินสถานะของคมตัด การปรากฎตัวของเศษสะสมที่คมตัดหรือการกะเทาะขนาดเล็กมากของคมตัดอาจไม่สามารถมองเห็นได้ด้วยตาเปล่า แต่สามารถสัมผัสได้ด้วยเล็บมือ เศษสะสมที่คมตัดและการกะเทาะควรมีน้อยที่สุดในระหว่างการทำงาน
- การเปลี่ยนแปลงของระดับเสียงในการตัดเฉือนสามารถบ่งชี้ได้ว่าเครื่องมือเสื่อมสภาพ เสียงรบกวนความถี่สูง แหลม บ่งบอกถึงสภาวะการตัดเฉือนที่ไม่ดี
- เศษที่เปลี่ยนรูปแบบ รูปทรงหรือสีระหว่างการตัดเฉือนเป็นอีกข้อบ่งชี้ว่ารูปร่างของคมตัดมีการเปลี่ยนแปลง เช่น การสึกหรอของเครื่องมือกำลังเกิดขึ้น
- เมื่อความหยาบของพื้นผิวที่ตัดเฉือนลดระดับลง นั่นอาจเป็นสัญญาณว่าจำเป็นต้องเปลี่ยนคมตัด (เมื่อสิ้นสุดอายุการใช้งานของเครื่องมือ)
- การใช้พลังงานที่เพิ่มขึ้นหรือแนวโน้มการสั่นสะเทือน
การเสื่อมสภาพของเครื่องเป็นกระบวนการที่สภาพของเครื่องมือตัดแย่ลงเรื่อย ๆ และค่อย ๆ ทำให้เครื่องมือสูญเสียความสามารถในการทำงานตามที่คาดหวัง การเสื่อมสภาพของเครื่องมือเกิดจากการสึกหรอตามอายุ การกระแทกกันอย่างกะทันหัน เช่น การแตกหัก และปฏิกิริยาเคมีระหว่างวัสดุชิ้นงานและวัสดุการตัด
การสึกหรอตามอายุเป็นกระบวนการที่เกิดความเสียหายต่อพื้นผิวไปเรื่อย ๆ ซึ่งนำไปสู่การขจัดวัสดุออกจากพื้นผิวแข็งหนึ่งหรือทั้งสองพื้นผิวที่สัมผัสกับสถานะของแข็ง ซึ่งเกิดขึ้นเมื่อพื้นผิวแข็งทั้งสองนี้สัมผัสกับการเลื่อนหรือเคลื่อนตัวในสภาพแวดล้อมที่มีแรงดันและอุณหภูมิ
ภาพรวมของรูปแบบการสึกหรอพื้นฐานเฉพาะตัวนี้ช่วยแก้ปัญหาเบื้องต้นในการดูแลการสึกหรอของเครื่องมือ ซึ่งสำหรับช่างเครื่องนั้นไม่สามารถยอมรับได้ในรูปแบบหรือความเร็วของการพัฒนา
คุณต้องการทราบข้อมูลเพิ่มหรือไม่?
ติดต่อเรา
Inline Content - Survey
Current code - 5fce8e61489f3034e74adc64