Le Seco TechTalk de Jay : Quelle quantité de matière faut-il laisser avant une passe de finition avec des fraises carbure monoblocs ?
Consultez ces conseils et astuces pour optimiser la durée de vie de l'outil et les états de surface.Quelle quantité de matière faut-il laisser avant une passe de finition avec des fraises carbure monoblocs ? C’est une bonne question. Jay Ball, Chef Produit chez Seco, a la réponse.
Définir la quantité optimale de matière à laisser avant la passe de finition est un équilibre délicat qui dépend de plusieurs facteurs. Vous devez prendre en compte les caractéristiques des matériaux, les stratégies de trajectoire d'outil et l'état de surface souhaité.
Un excès de matière peut entraîner des temps d'usinage plus longs et une usure accrue de l'outil. L'ébauche de zones 3D complexes laissera de la matière supplémentaire dans les coins et les zones étroites. L'une des façons les plus simples de se placer dans une situation de contrainte en matière de fraisage monobloc est de laisser trop de matière pour la finition. C'est un moyen sûr de réduire le rendement et de nuire à la durée de vie des outils et aux états de surface.
Laisser un excédent de matière permet d'en avoir suffisamment pour la dernière passe, ce qui réduit le risque de broutage ou de flexion de l'outil. La durée de vie de l'outil et l'état de surface seront également plus réguliers.
La précision et l'efficacité se rejoignent dans ce processus de prise de décision.
Ne laissez pas trop de matière pour la finition
Ne laissez pas trop de matière pour la finition dans vos applications d'usinage en fraisage dur. Lors de l'usinage d'aciers pour outils d'une dureté supérieure à 48 HRc, le fait de laisser trop de matière en finition ne limitera pas seulement le rendement, mais aura également des effets préjudiciables sur les états de surface et la durée de vie de l'outil. Une recommandation générale pour la surépaisseur de finition est de 1 à 2 % du diamètre de la fraise de finition. En finition, la plupart des fabricants d'outils coupants basent leurs données de coupe sur un engagement de 1% à 2% du diamètre de l'outil. Laisser plus que cela entraîne une perte de productivité.
Par exemple, lorsqu'on utilise un outil d'un ½ diamètre, il est préférable de ne pas laisser plus de 0.005"- 0.010" de matière finie.
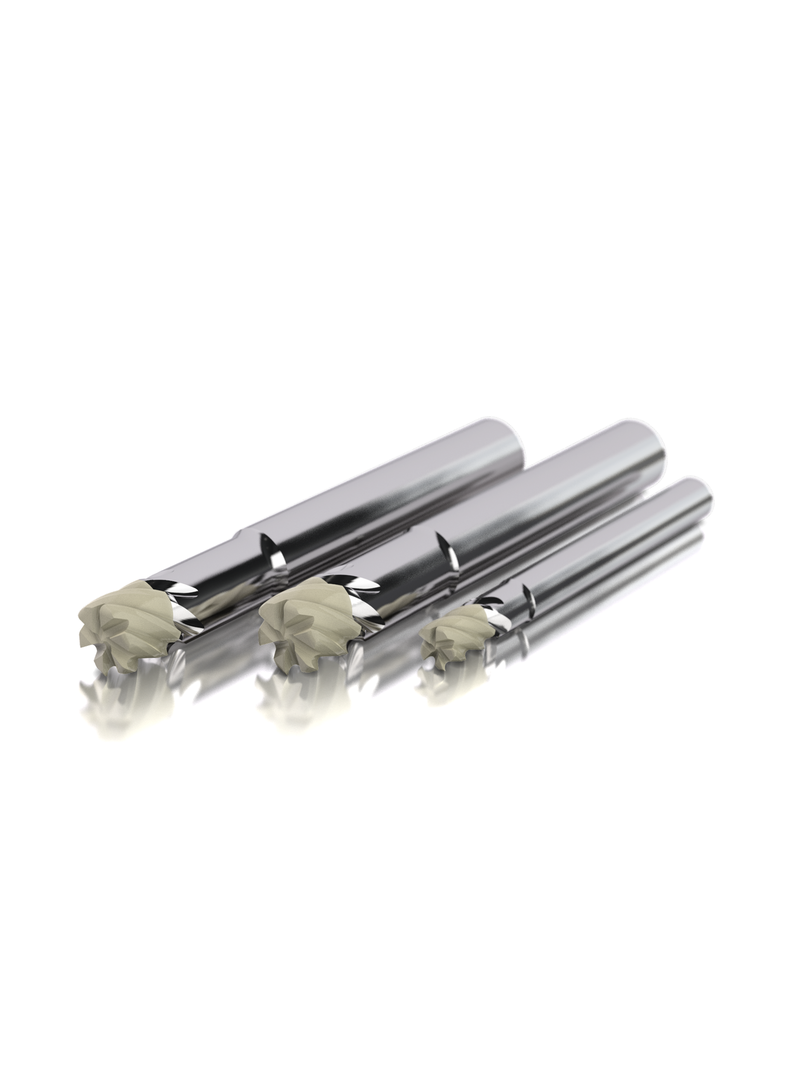
Découvrez ici notre gamme de fraises carbure monobloc pour les applications de finition
Laissez une surépaisseur homogène sur toutes les surfaces
Laisser trop de matière en finition affecte la durée de vie de l'outil et les états de surface, mais le manque d'homogénéité de celle-ci a également un impact négatif. Après l'ébauche d'une surface complexe, il est important de générer une "ébauche de repos" et même un parcours d'outil "semi-fini", afin d'assurer une finition homogène sur toutes les surfaces.
Prenez cet exemple en considération : une forme 3D complexe a été ébauchée avec une fraise hémisphérique de diamètre 12 mm puis finie avec une fraise de diamètre 8 mm. Pour sécuriser l'application, le conseil aurait été d'utiliser une fraise intermédiaire de semi-finition de diamètre 10 mm. Il faut ensuite procéder à une "semi-finition" à l'aide d'une fraise hémisphérique de 8 mm, en veillant à ce qu'il ne reste que 0.003”- 0.006” de surépaisseur sur l'ensemble de la surface. Enfin, effectuez une finition à l'aide d'une nouvelle fraise hémisphérique de 8 mm pour obtenir un état de surface homogène et prolonger la durée de vie de l'outil de finition.
Cette stratégie peut même se prêter à l'utilisation de la fraise hémisphérique de finition comme outil de « semi-finition » une fois que la durée de vie de l'outil de finition a été atteinte.
Pour en savoir plus sur les solutions qui peuvent vous aider à optimiser vos applications de fraisage dur, cliquez ici.
Conseil de Pro
Lorsque le diamètre de votre outil est inférieur à 3 mm, laissez-en moyenne 2 % du diamètre pour vous assurer que vous avez suffisamment de matière sur la passe.
Inspiré par une longue liste de choses qu'il aurait aimé apprendre à l'école, Jay concentre ses TechTalks Seco sur son expérience pratique de l'usinage.
Découvrez d'autres épisodes de #SecoTechTalk de Jay sur l'Instagram de Seco. Ne manquez pas de lui faire savoir les sujets que vous voudriez qu'il aborde par la suite.
Découvrez nos solutions pour les composants du segment industriel :
Inline Content - Gridded Links
Tags: '392e9148-7626-54ce-a693-473edfe2595a', '53514d1b-9d51-5f6e-ae69-4c33b8f3a18a', 'ecba00bb-1aab-55e4-9965-3c3e36961063', '0f5e5677-17b3-50e9-b6ad-0e2b1194b1c9', '25858ea7-3c5f-51d5-86b3-6c157d0e5c05', 'ae211a2e-dfc6-52eb-a6f7-0be42b6ba525', '9cb967b4-5b05-5783-9f8c-35cd36de1bf5', 'eadcb43c-51a0-52c2-8996-d59d806ef03a', 'f24ffdd2-2171-59b6-81ed-2a1b95629dcc', '3d364f34-a5e9-53cb-b5fe-31d96ddddc00', '9a0f49f3-7f2e-5e11-8aa9-a6e39ad3792e', '4d49db35-54af-5344-93fa-a1fc1d4b25d6', '56024d2a-bd5b-561c-9c10-abd39af7a355', '63fc4e35-c77a-5675-abc3-6b2e8ee34cb7', 'ea2fe260-c0a1-52fb-a9b6-581177944aa2', 'c7b75e38-dbe9-5a03-83cd-ae63e07931f4', '8a9a6811-128f-5c24-b2b2-407a6e72b378', '8e6b9e32-26e1-55ff-98ef-ab940b429f94', '93892e72-235d-577c-a351-629b05f20d99'
Retrouvez des gammes de produits dédiés aux applications de finition :
Inline Content - Gridded Links
Tags: '3d364f34-a5e9-53cb-b5fe-31d96ddddc00', '4537c0cf-d77a-5dcc-9b98-02e038f34a02', 'd2fd3f99-aaba-51ed-9ed8-31ba82439057', 'a3e063ea-adf2-5900-afb5-d6ca345ae261', '37fa1142-240f-589f-a5db-f7eb86dc19d9', 'ef5f49e3-3459-5799-87d5-55456431dae2', 'fc9e4624-c141-5d68-8fe8-f4dc9aebccde'
Vous pouvez également utiliser Suggest pour obtenir des recommandations d'outils en fonction de la matière que vous usinez et de votre application :
Inline Content - Gridded Links
Tags: 'e7a18a1f-d3dc-57d7-9ba2-83844914e4e2', '34969440-78ab-5919-b804-d79bd6751061', 'bded7547-fed1-5ea2-9e96-8d54c63c1de9', 'e33f0f9d-c6a4-5f65-82bf-028c2ba2f0a4', '3e1ee693-2340-5a33-838b-6ea4943af719', '065ef384-7ada-50a6-8ff5-8acacfa764dc', '7c0d6f93-bbd6-5061-a476-f0ee65241d4e', '0be4a9ea-6274-587c-b3cb-7213b5dae9aa', 'ffb9e95a-fd41-50bf-a9d9-2495b63e252c', 'd16ade05-a6e1-555c-bcd7-34f54eac94c0'