Jetstream Tooling®Direct-coolant solution for high-temperature turning operations
Jetstream Tooling® is a direct-coolant solution designed to ease the challenges that come with machining materials that cannot transfer heat such as superalloys and titanium alloys. It brings higher cutting speeds, longer tool life and improved chip control to a wide range of turning applications.
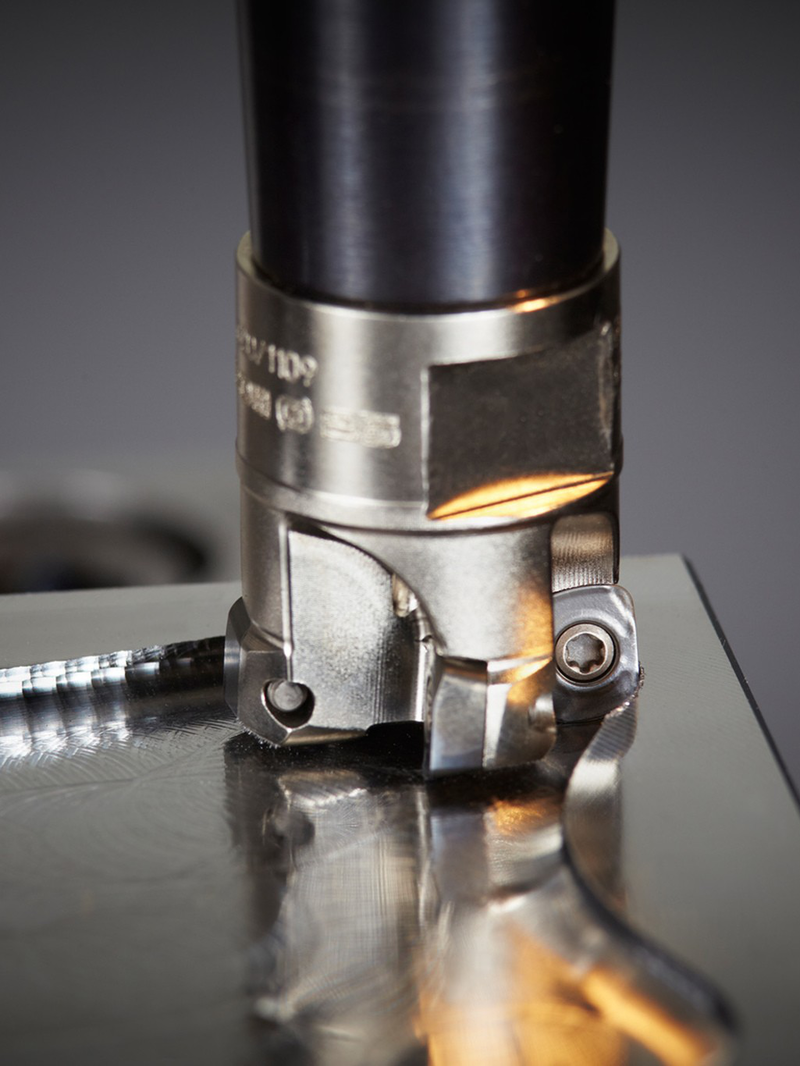
A simple, bolt-on technology between the cutting tool and machine tool, Jetstream Tooling removes heat from the cutting zone faster and more efficiently than conventional methods. It creates an acute, high-velocity “jet stream” that penetrates the precise friction zone between the cutting edge and the workpiece to provide superior lubrication, cooling and chip removal.
The rapidly cooled chips become brittle and easy to lift away from the rake face in short, highly manageable pieces. This eliminates chip evacuation issues and negates the problems of component damage caused by tangled swarf.
Jetstream Tooling comes in single and duo coolant jet versions. The original Jetstream Tooling design uses a single, upper jet to precisely direct coolant to the optimal point of the rake face. The latest Jetstream Tooling Duo implements a second coolant jet to flush the clearance surface. As a result, the cutting edge receives high-pressure coolant from two opposite directions – above and below – further maximizing control of the chip flow as well as cooling the cutting zone.
Overall, Jetstream Tooling fits the majority of CNC turning machines on the market. It is available for a variety of insert and toolholder types, making it possible to maximize productivity in both roughing and finishing operations.
Jetstream Tooling accepts coolant externally via a coolant hose or underneath the toolholder, as well as internally in the case of Seco-Capto™ holders. Several different hose lengths are available to users.